Você também pode gostar
- From Polymers To Plastics Van Der Vegt Ak VSSD 2002Documento240 páginasFrom Polymers To Plastics Van Der Vegt Ak VSSD 2002ggudayakumar100% (1)
- 240-56062705 RTV Silicone Rubber Insulator Coating and Shed Extender Supplier StandardDocumento10 páginas240-56062705 RTV Silicone Rubber Insulator Coating and Shed Extender Supplier StandardJane ChatsiriphatthanaAinda não há avaliações
- Medical Applications of Diamond Particles and SurfacesDocumento10 páginasMedical Applications of Diamond Particles and SurfacesJenner FeijoóAinda não há avaliações
- Hardness Conversion TableDocumento14 páginasHardness Conversion TableArun KumarAinda não há avaliações
- The Spirit of Chemical SciencesDocumento8 páginasThe Spirit of Chemical SciencesneemadevAinda não há avaliações
- List All ChemicalsDocumento360 páginasList All ChemicalsDaniel Pulido RojasAinda não há avaliações
- Global DimensionsDocumento45 páginasGlobal DimensionsgeorgegeorgeAinda não há avaliações
- Performance Coatings - Greenheck FansDocumento12 páginasPerformance Coatings - Greenheck Fansprsum_572100% (1)
- Safe ChemicalDocumento84 páginasSafe ChemicalKama EfendiyevaAinda não há avaliações
- EP1566412B1Documento51 páginasEP1566412B1Juanan LopezAinda não há avaliações
- CFD DispersionDocumento9 páginasCFD DispersionferdinandboodhnaAinda não há avaliações
- Methyl MethacrylateDocumento43 páginasMethyl MethacrylateJim ColinsAinda não há avaliações
- Chemical Labels Guide enDocumento52 páginasChemical Labels Guide endorinbaraAinda não há avaliações
- Calcination of Nickel-Alumina CatalystsDocumento4 páginasCalcination of Nickel-Alumina CatalystsAnonymous 4PuFzAR100% (1)
- AER507 Lab ManualDocumento39 páginasAER507 Lab Manualarmon_domingoAinda não há avaliações
- Loctite - 2011 - Design Guide For Bonding PlasticsDocumento100 páginasLoctite - 2011 - Design Guide For Bonding PlasticsPieter van der MeerAinda não há avaliações
- Acrylic PropertiesDocumento2 páginasAcrylic PropertiesMarc AlfredAinda não há avaliações
- SuspensionsDocumento27 páginasSuspensionsRoiniță LilianaAinda não há avaliações
- Standard AbrasivesDocumento64 páginasStandard AbrasivesjupmozAinda não há avaliações
- Nanotechnology and CelluloseDocumento36 páginasNanotechnology and Cellulosenihil19801980Ainda não há avaliações
- Atomic Force Microscope (AFM) : Block Copolymer Polymer BlendDocumento71 páginasAtomic Force Microscope (AFM) : Block Copolymer Polymer Blendsvo svoAinda não há avaliações
- Accepted Manuscript: 10.1016/j.surfcoat.2017.01.025Documento47 páginasAccepted Manuscript: 10.1016/j.surfcoat.2017.01.025Rosa VasquezAinda não há avaliações
- Disperse SystemDocumento35 páginasDisperse Systemgbshop3Ainda não há avaliações
- 2006, Sample Preparation Techniques, 28th ICMADocumento48 páginas2006, Sample Preparation Techniques, 28th ICMAeddie_f22Ainda não há avaliações
- PolymerDocumento36 páginasPolymersabetAinda não há avaliações
- CompositesDocumento58 páginasCompositeskasvikrajAinda não há avaliações
- Peroxide Cure of RubberDocumento19 páginasPeroxide Cure of RubberVivek RainaAinda não há avaliações
- Factors Affecting The Quality of Centrlfuged Latex and It's Processing Behaviour in The Latex Product Manufacturing IndustryDocumento6 páginasFactors Affecting The Quality of Centrlfuged Latex and It's Processing Behaviour in The Latex Product Manufacturing IndustryO S SELVAKUMARAinda não há avaliações
- Synthesis and Properties of UV-cured Porous Polymeric CompositesDocumento11 páginasSynthesis and Properties of UV-cured Porous Polymeric CompositesEugene PaiAinda não há avaliações
- Optimizing Catalytic Drying of Paints and Varnishes Case Study at SmaltoDocumento10 páginasOptimizing Catalytic Drying of Paints and Varnishes Case Study at SmaltoKAVYANSH SAXENAAinda não há avaliações
- Surface Wetting Pre Treatment MethodsDocumento2 páginasSurface Wetting Pre Treatment MethodsNattaya PunrattanasinAinda não há avaliações
- Fyp 1Documento51 páginasFyp 1Tarani TharanAinda não há avaliações
- Brochure LatamDocumento2 páginasBrochure LatamShelby_CobraxAinda não há avaliações
- Installing Dokmee Enterprise SQL 2008Documento22 páginasInstalling Dokmee Enterprise SQL 2008Steve ChrisnaAinda não há avaliações
- 3 Binders For Eco FormulationsDocumento80 páginas3 Binders For Eco FormulationsCarolinaMaria Consonni100% (1)
- Properties of PMMA Bone Cement Modified With Nano-Hydroxyapatite and AcetoneDocumento8 páginasProperties of PMMA Bone Cement Modified With Nano-Hydroxyapatite and AcetoneIEREKPRESSAinda não há avaliações
- SC3058Documento16 páginasSC3058A MahmoodAinda não há avaliações
- Global Adhesives and Sealants MarketDocumento2 páginasGlobal Adhesives and Sealants MarketMahesh ChaudhariAinda não há avaliações
- Weinstein Coating FlowsDocumento25 páginasWeinstein Coating Flowslu_han5495Ainda não há avaliações
- Pressure Sensitive AdhesivesDocumento20 páginasPressure Sensitive AdhesiveskhadijabugtiAinda não há avaliações
- Synthesis and Characterization of Resoles and Their Blends With Epoxy Resin A Review PDFDocumento25 páginasSynthesis and Characterization of Resoles and Their Blends With Epoxy Resin A Review PDFZohaib AliAinda não há avaliações
- Dye Surfactant InteractionDocumento25 páginasDye Surfactant InteractionHirak ChatterjeeAinda não há avaliações
- Emulsion and Foam IntroductionDocumento14 páginasEmulsion and Foam IntroductionJose Fernando Solanilla Duque0% (1)
- Characteristics, Applications and Processing of Polymers Chapter 15Documento53 páginasCharacteristics, Applications and Processing of Polymers Chapter 15tjandelkier100% (1)
- A Review of The Properties of Some Denture Base PolymersDocumento15 páginasA Review of The Properties of Some Denture Base PolymersYassin SalahAinda não há avaliações
- Pmma Conv-Look1Documento77 páginasPmma Conv-Look1KristineAinda não há avaliações
- DATE:-2019.10.22 Experiment No: - 01 Experiment Name: - Determintion of Total Solid Content and Dry Rubber Content of Latex SamplesDocumento6 páginasDATE:-2019.10.22 Experiment No: - 01 Experiment Name: - Determintion of Total Solid Content and Dry Rubber Content of Latex SamplesChalani NeranjanaAinda não há avaliações
- Sartomer CD570 To 572Documento6 páginasSartomer CD570 To 572cesghongAinda não há avaliações
- Research ArticleDocumento8 páginasResearch ArticlechalachewAinda não há avaliações
- Recent Developments in Synthetic Marble Processing: Payel Bera, Neha Guptha, K. Priya Dasan and R. NatarajanDocumento12 páginasRecent Developments in Synthetic Marble Processing: Payel Bera, Neha Guptha, K. Priya Dasan and R. NatarajanAkash RsAinda não há avaliações
- Polyester Based Hybrid Organic CoatingsDocumento206 páginasPolyester Based Hybrid Organic CoatingsUsama AwadAinda não há avaliações
- KCC - Introduction of RTV SiliconeDocumento47 páginasKCC - Introduction of RTV SiliconeCharles Olsen100% (1)
- How to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970No EverandHow to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970Nota: 5 de 5 estrelas5/5 (1)
- Alicyclic Compounds: A Modern Comprehensive TreatiseNo EverandAlicyclic Compounds: A Modern Comprehensive TreatiseAinda não há avaliações
- Colloid Formation and Growth a Chemical Kinetics ApproachNo EverandColloid Formation and Growth a Chemical Kinetics ApproachAinda não há avaliações
- Polymer Conformation and Configuration: A Polytechnic Press of the Polytechnic Institute of Brooklyn BookNo EverandPolymer Conformation and Configuration: A Polytechnic Press of the Polytechnic Institute of Brooklyn BookAinda não há avaliações
- Polysorbate 80 AnalysisDocumento4 páginasPolysorbate 80 AnalysisShivangi NaikAinda não há avaliações
- Electrophysical Phenomena in The Tribology of Polymers Sviridewok Kilmovich Kestelman (OPA 1999)Documento195 páginasElectrophysical Phenomena in The Tribology of Polymers Sviridewok Kilmovich Kestelman (OPA 1999)Shivangi NaikAinda não há avaliações
- Class NotesDocumento7 páginasClass NotesShivangi NaikAinda não há avaliações
- Impact TestsDocumento4 páginasImpact TestsShivangi NaikAinda não há avaliações
- Fluid at RestDocumento25 páginasFluid at RestZinb HimdanAinda não há avaliações
- Mecahnisms in Stent DeliveryDocumento15 páginasMecahnisms in Stent DeliveryShivangi NaikAinda não há avaliações
- FundamentalsDocumento163 páginasFundamentalsa246Ainda não há avaliações
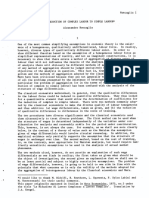
- 1974 - Roncaglia - The Reduction of Complex LabourDocumento12 páginas1974 - Roncaglia - The Reduction of Complex LabourRichardAinda não há avaliações
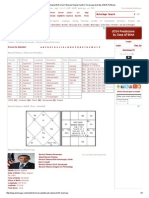
- Lalkitab Varshphal Chart PDFDocumento6 páginasLalkitab Varshphal Chart PDFcalvinklein_22ukAinda não há avaliações
- Retirement 01Documento2 páginasRetirement 01Nonema Casera JuarezAinda não há avaliações
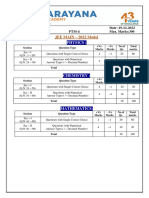
- Xii - STD - Iit - B1 - QP (19-12-2022) - 221221 - 102558Documento13 páginasXii - STD - Iit - B1 - QP (19-12-2022) - 221221 - 102558Stephen SatwikAinda não há avaliações
- DLPFBSDocumento1 páginaDLPFBSEdnaMarquezMoralesAinda não há avaliações
- Data Sheet: Item N°: Curve Tolerance According To ISO 9906Documento3 páginasData Sheet: Item N°: Curve Tolerance According To ISO 9906Aan AndianaAinda não há avaliações
- Feasibility and Optimization of Dissimilar Laser Welding ComponentsDocumento366 páginasFeasibility and Optimization of Dissimilar Laser Welding Componentskaliappan45490Ainda não há avaliações
- Technical Test 03Documento13 páginasTechnical Test 03KartikAinda não há avaliações
- Business Logic Module 1Documento5 páginasBusiness Logic Module 1Cassandra VenecarioAinda não há avaliações
- Relay G30 ManualDocumento42 páginasRelay G30 ManualLeon KhiuAinda não há avaliações
- Workplace Risk Assessment PDFDocumento14 páginasWorkplace Risk Assessment PDFSyarul NizamzAinda não há avaliações
- 37270a QUERCUS GBDocumento6 páginas37270a QUERCUS GBMocanu Romeo-CristianAinda não há avaliações
- Kimura K.K. (KKK) : Can This Customer Be Saved? - Group D13Documento6 páginasKimura K.K. (KKK) : Can This Customer Be Saved? - Group D13Mayuresh GaikarAinda não há avaliações
- Overview of MEMDocumento5 páginasOverview of MEMTudor Costin100% (1)
- List of Important Books of PhysicsDocumento6 páginasList of Important Books of PhysicsAbubakar Mughal0% (1)
- Module 2 DIPDocumento33 páginasModule 2 DIPdigital loveAinda não há avaliações
- Gilbert Cell Design PDFDocumento22 páginasGilbert Cell Design PDFvysAinda não há avaliações
- Evolution DBQDocumento4 páginasEvolution DBQCharles JordanAinda não há avaliações
- Barack ObamaDocumento3 páginasBarack ObamaVijay KumarAinda não há avaliações
- Phase DiagramDocumento3 páginasPhase DiagramTing TCAinda não há avaliações
- Social Science PedagogyDocumento4 páginasSocial Science PedagogyrajendraAinda não há avaliações
- Aspen Plus User ModelsDocumento339 páginasAspen Plus User Modelskiny81100% (1)
- Static Power Conversion I: EEE-463 Lecture NotesDocumento48 páginasStatic Power Conversion I: EEE-463 Lecture NotesErgin ÖzdikicioğluAinda não há avaliações
- Power Quality Lab Manual (EE-801)Documento12 páginasPower Quality Lab Manual (EE-801)ASHU KAinda não há avaliações
- BC 672772 RBRS Service TraningDocumento385 páginasBC 672772 RBRS Service TraningTeknik Makina100% (2)
- Contoh Label Sensus 2022Documento313 páginasContoh Label Sensus 2022Ajenk SablackAinda não há avaliações
- The Practice Book - Doing Passivation ProcessDocumento22 páginasThe Practice Book - Doing Passivation ProcessNikos VrettakosAinda não há avaliações
- 3.1 MuazuDocumento8 páginas3.1 MuazuMon CastrAinda não há avaliações
- 【SIEMENS】Cios Spin-FlyerDocumento8 páginas【SIEMENS】Cios Spin-FlyerAshleyAinda não há avaliações