Você também pode gostar
- Advanced PFMEADocumento22 páginasAdvanced PFMEAHassan KhanAinda não há avaliações
- Effective FMEAs: Achieving Safe, Reliable, and Economical Products and Processes using Failure Mode and Effects AnalysisNo EverandEffective FMEAs: Achieving Safe, Reliable, and Economical Products and Processes using Failure Mode and Effects AnalysisNota: 4 de 5 estrelas4/5 (1)
- Fmea VviDocumento52 páginasFmea VviBobby Edwin100% (2)
- Fmea and FmecaDocumento14 páginasFmea and FmecaLindsay SleijpenAinda não há avaliações
- Fmeca ProcedureDocumento11 páginasFmeca Procedurewarigiyatno100% (1)
- FMEA konkret: Preventive risk analysis concretely with FMEA plus. The series of successful developers, trainers and presenters.No EverandFMEA konkret: Preventive risk analysis concretely with FMEA plus. The series of successful developers, trainers and presenters.Ainda não há avaliações
- FMEA Failure Modes Effects Analysis A Complete Guide - 2020 EditionNo EverandFMEA Failure Modes Effects Analysis A Complete Guide - 2020 EditionAinda não há avaliações
- FMEA TrainingDocumento30 páginasFMEA Trainingapi-377012184% (19)
- FMEA TrainingDocumento45 páginasFMEA TrainingSanjay Parekh100% (2)
- FMEA HandbookDocumento88 páginasFMEA HandbookErnesto Neri100% (22)
- FMEADocumento52 páginasFMEArhobinangel100% (1)
- FMEA TrainingDocumento25 páginasFMEA Trainingmelimaulani-1Ainda não há avaliações
- Failure Modes and Effects Analysis: R.R. MohrDocumento37 páginasFailure Modes and Effects Analysis: R.R. Mohrmh70100% (8)
- FMEA RCM Course - Foundations of Effective FMEA - RS 470 CourseNotes - Rev9.1Documento358 páginasFMEA RCM Course - Foundations of Effective FMEA - RS 470 CourseNotes - Rev9.1gminayas100% (1)
- Introduction To ReliabilityDocumento95 páginasIntroduction To Reliabilitydelta lab sangli100% (1)
- FMEADocumento88 páginasFMEAapi-26802090100% (3)
- FMEA Training v1.1Documento78 páginasFMEA Training v1.1Charles Walton100% (1)
- Condition-based maintenance Complete Self-Assessment GuideNo EverandCondition-based maintenance Complete Self-Assessment GuideAinda não há avaliações
- Reliability EngineeringDocumento17 páginasReliability EngineeringPratik PanchalAinda não há avaliações
- Design For ReliabilityDocumento32 páginasDesign For ReliabilityArman CustodioAinda não há avaliações
- FMEADocumento29 páginasFMEAKarthik Kr100% (1)
- Effective FMEADocumento51 páginasEffective FMEAAshok DevarajAinda não há avaliações
- FMEA HandbookDocumento14 páginasFMEA HandbookRakesh Tayenjam100% (3)
- Fmea Overview and RoadmapDocumento47 páginasFmea Overview and RoadmapLake HouseAinda não há avaliações
- FMEA 4th BOOK PDFDocumento151 páginasFMEA 4th BOOK PDFLuis Cárdenas100% (2)
- X FmeaDocumento91 páginasX FmeaAngel Rustrián0% (1)
- Reliability Engineering PrinciplesDocumento21 páginasReliability Engineering PrinciplesAnonymous tSYkkHToBP100% (2)
- Reliability Engineer BrochureDocumento5 páginasReliability Engineer BrochureDevendra BangarAinda não há avaliações
- Pfmea Process Failure Mode and Effects AnalysisDocumento34 páginasPfmea Process Failure Mode and Effects AnalysisRizky SihabAinda não há avaliações
- System Analysis: Failure Modes, Effects, and Criticality AnalysisDocumento41 páginasSystem Analysis: Failure Modes, Effects, and Criticality AnalysisJuan Sebastian RodriguezAinda não há avaliações
- FMEA RCM Course Foundations of Effective FMEA RS 470 CourseNotes Rev9 1 PDFDocumento358 páginasFMEA RCM Course Foundations of Effective FMEA RS 470 CourseNotes Rev9 1 PDFRakesh S India100% (2)
- FMEA & Control PlanDocumento78 páginasFMEA & Control Plansanqutbi75% (8)
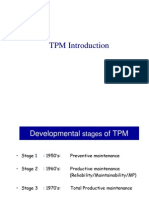
- TPM IntroductionDocumento61 páginasTPM IntroductionDhriti GoswamiAinda não há avaliações
- To The Program On: Seven QC Tools & QC StoryDocumento130 páginasTo The Program On: Seven QC Tools & QC StoryHemantAinda não há avaliações
- RCM FmecaDocumento58 páginasRCM Fmecapmzab100% (11)
- Rome Laboratory Reliability Engineers ToolkitDocumento274 páginasRome Laboratory Reliability Engineers Toolkitbrockwell496Ainda não há avaliações
- RCM Fundamentals - MeridiumDocumento149 páginasRCM Fundamentals - Meridiummurali83% (12)
- Fault Tree AnalysisDocumento11 páginasFault Tree Analysisdr_hsn57Ainda não há avaliações
- FMEA Lecture NotesDocumento21 páginasFMEA Lecture NotesGauravBedreAinda não há avaliações
- Maintenance Indices - Meaningful Measures of Equipment Performance: 1, #10No EverandMaintenance Indices - Meaningful Measures of Equipment Performance: 1, #10Ainda não há avaliações
- TPM PresentationDocumento40 páginasTPM PresentationRahul RajpalAinda não há avaliações
- TPM BMW TrainingDocumento68 páginasTPM BMW TrainingAldemar HernandezAinda não há avaliações
- Fault Tree AnalysisDocumento194 páginasFault Tree AnalysisParanthaman Ganapathy100% (7)
- Reliability TheoryDocumento110 páginasReliability TheorySourabh AgarwalAinda não há avaliações
- Asq - Design FmeaDocumento35 páginasAsq - Design Fmeasa_arunkumarAinda não há avaliações
- 02 FMEA Training - How To DoDocumento45 páginas02 FMEA Training - How To DoRamkumar PerumalAinda não há avaliações
- 12 TPMDocumento50 páginas12 TPMGatut SulianaAinda não há avaliações
- Failure Mode and Effects Analysis in Reliability CenteredDocumento41 páginasFailure Mode and Effects Analysis in Reliability CenteredAkanksha KumariAinda não há avaliações
- FMEADocumento65 páginasFMEAHoa LuuAinda não há avaliações
- PFMEADocumento10 páginasPFMEAsmallik3100% (1)
- FMEADocumento6 páginasFMEAEmeka NkwochaAinda não há avaliações
- Maintenance Data AnalysisDocumento15 páginasMaintenance Data AnalysisRaju Ramaswami100% (1)
- Fmea - Training ManualDocumento57 páginasFmea - Training Manualsemi2542100% (2)
- Egypt Italy Initiative CFPDocumento16 páginasEgypt Italy Initiative CFPSherif EltoukhiAinda não há avaliações
- OSX Mountain Lion Core Technologies OverviewDocumento33 páginasOSX Mountain Lion Core Technologies OverviewRandallBergerudAinda não há avaliações
- Catalog GBDocumento84 páginasCatalog GBSherif EltoukhiAinda não há avaliações
- Shaker DeltaForce V2 - V4V - V20 - V55 - V100Documento3 páginasShaker DeltaForce V2 - V4V - V20 - V55 - V100Sherif EltoukhiAinda não há avaliações
- Paper CD Cover Do It YourselfDocumento1 páginaPaper CD Cover Do It YourselfSherif EltoukhiAinda não há avaliações
- Program Reports Book For Mechatronics Engineering AsuDocumento285 páginasProgram Reports Book For Mechatronics Engineering AsuSherif EltoukhiAinda não há avaliações
- Academic Offer EU Partners v2 MEDSTARDocumento56 páginasAcademic Offer EU Partners v2 MEDSTARSherif EltoukhiAinda não há avaliações
- Assignment 2: Electronics For InstrumentationDocumento5 páginasAssignment 2: Electronics For InstrumentationSherif EltoukhiAinda não há avaliações
- Free Capture Read Me v2Documento26 páginasFree Capture Read Me v2Sherif EltoukhiAinda não há avaliações
- L78XXDocumento25 páginasL78XXMohammed ImthiazAinda não há avaliações
- Photoshop® CS6: Adobe®Documento42 páginasPhotoshop® CS6: Adobe®Sherif EltoukhiAinda não há avaliações
- CVG-25 Gyro DatasheetDocumento3 páginasCVG-25 Gyro DatasheetSherif EltoukhiAinda não há avaliações
- Rectifier & RegulatorDocumento10 páginasRectifier & RegulatorSherif EltoukhiAinda não há avaliações
- Angle Random Walk App NoteDocumento4 páginasAngle Random Walk App NoteSherif EltoukhiAinda não há avaliações
- Control Servo Motor With ArduinoDocumento6 páginasControl Servo Motor With ArduinoRahmat PrihartonoAinda não há avaliações
- NAV440 DatasheetDocumento2 páginasNAV440 DatasheetSherif EltoukhiAinda não há avaliações
- DatasheetDocumento1 páginaDatasheetSherif EltoukhiAinda não há avaliações
- 3DM-GX1 Datasheet Rev 1Documento2 páginas3DM-GX1 Datasheet Rev 1Ruben RaygosaAinda não há avaliações
- Voltage Level DetectorDocumento22 páginasVoltage Level DetectorSherif EltoukhiAinda não há avaliações
- Multiple Choice Questions: Hilton, Managerial Accounting, Seventh Edition 48Documento20 páginasMultiple Choice Questions: Hilton, Managerial Accounting, Seventh Edition 48ivy100% (2)
- CMA-Unit 3-Costing of Materials 18-19Documento48 páginasCMA-Unit 3-Costing of Materials 18-19RahulAinda não há avaliações
- Chapter 03Documento50 páginasChapter 03Mahesh ChandranAinda não há avaliações
- SOP and LTPDocumento10 páginasSOP and LTPVijaya Bhasker JAinda não há avaliações
- Stateline Shipping and Transport CompanyDocumento5 páginasStateline Shipping and Transport CompanyjohnAinda não há avaliações
- Basic Concepts of Supply Chain and Logistics Management - Session3Documento20 páginasBasic Concepts of Supply Chain and Logistics Management - Session3Aulie CamayaAinda não há avaliações
- Iso 2768 1 PDFDocumento12 páginasIso 2768 1 PDFHung80% (5)
- Strategic Supply Chain Management - Chapter 6Documento34 páginasStrategic Supply Chain Management - Chapter 6Enamul Huque SarkerAinda não há avaliações
- Design Tips For Sheet Metal BendingDocumento2 páginasDesign Tips For Sheet Metal Bendingjitendertalwar1603Ainda não há avaliações
- Case Study in Industrialized Building System (IBS)Documento17 páginasCase Study in Industrialized Building System (IBS)Mohamed A. SattiAinda não há avaliações
- DMAIC Process IllustrationDocumento14 páginasDMAIC Process Illustrationsqaiba_gAinda não há avaliações
- UntitledDocumento50 páginasUntitled221910306046 Sai Pavan ThotaAinda não há avaliações
- M0254 ERP Session #2 - The Future of ERPDocumento8 páginasM0254 ERP Session #2 - The Future of ERPMauricio SaldarriagaAinda não há avaliações
- VM250 Design and Manufacturing IDocumento12 páginasVM250 Design and Manufacturing IEric Yuanfan ZhangAinda não há avaliações
- POM Class Note 07-Facility Layout Line BalancingDocumento55 páginasPOM Class Note 07-Facility Layout Line BalancingSADY MOHAMMEDAinda não há avaliações
- Absorption and Variable CostingDocumento1 páginaAbsorption and Variable CostingAngelica PatagAinda não há avaliações
- Understanding The Concept of Productivity: Related PapersDocumento5 páginasUnderstanding The Concept of Productivity: Related PapersZeo LycanAinda não há avaliações
- CV Durjoy ChakrabortyDocumento3 páginasCV Durjoy ChakrabortydurjoychakrabortyAinda não há avaliações
- V1 Material Master TemplateDocumento167 páginasV1 Material Master TemplateAnonymous La3xzbvxyWAinda não há avaliações
- GRC Process Costing ModuleDocumento17 páginasGRC Process Costing ModuleKirk EscanillaAinda não há avaliações
- BR Ramco Erp Suite PDFDocumento28 páginasBR Ramco Erp Suite PDFreachvjsriramAinda não há avaliações
- Prod. Planning and SchedulingDocumento1 páginaProd. Planning and SchedulingAurcus JumskieAinda não há avaliações
- Opm IV ModuleDocumento18 páginasOpm IV ModuleSharma VishnuAinda não há avaliações
- Y. Vikas Singla: Project Management MaintenanceDocumento3 páginasY. Vikas Singla: Project Management Maintenanceyv singlaAinda não há avaliações
- Partner NGO Logistics Guidelines 2016Documento24 páginasPartner NGO Logistics Guidelines 2016PADAM THAPA0% (2)
- Tsinukal BezabihDocumento101 páginasTsinukal BezabihGetahunAinda não há avaliações
- Operations & Supply Chain ManagementDocumento35 páginasOperations & Supply Chain ManagementAnimesh kumarAinda não há avaliações
- Agile ReferateDocumento4 páginasAgile Referatealexutzu84_22Ainda não há avaliações
- C B A A: International School of Asia and The PacificDocumento9 páginasC B A A: International School of Asia and The PacificBRIAN INCOGNITOAinda não há avaliações
- Brainstorm Brainsteering New Product DevelopmentDocumento9 páginasBrainstorm Brainsteering New Product DevelopmentMaliha KhanAinda não há avaliações