Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Florida Motor Fuel Tax Relief Act of 2022Documento9 páginasFlorida Motor Fuel Tax Relief Act of 2022ABC Action NewsAinda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- ZH210LC 5BDocumento24 páginasZH210LC 5BPHÁT NGUYỄN THẾ0% (1)
- The Adoption of e Procurement in Tanzani PDFDocumento5 páginasThe Adoption of e Procurement in Tanzani PDFDangyi GodSeesAinda não há avaliações
- Report Painter GR55Documento17 páginasReport Painter GR55Islam EldeebAinda não há avaliações
- BallsDocumento2 páginasBallsapi-3706534Ainda não há avaliações
- Ss 1Documento3 páginasSs 1api-3706534Ainda não há avaliações
- Ss 5Documento5 páginasSs 5api-3706534Ainda não há avaliações
- Ss 6Documento2 páginasSs 6api-3706534Ainda não há avaliações
- Ss 14Documento10 páginasSs 14api-3706534Ainda não há avaliações
- Ss 7Documento3 páginasSs 7api-3706534Ainda não há avaliações
- Eae15045 FFDD 4fbf b693 68bbef7dbb3dDocumento12 páginasEae15045 FFDD 4fbf b693 68bbef7dbb3dapi-3706534Ainda não há avaliações
- Ss 3Documento2 páginasSs 3api-3706534Ainda não há avaliações
- Ss 12Documento6 páginasSs 12api-3706534Ainda não há avaliações
- Ss 1Documento3 páginasSs 1api-3706534Ainda não há avaliações
- Ss 2Documento2 páginasSs 2api-3706534Ainda não há avaliações
- Ss 1Documento3 páginasSs 1api-3706534Ainda não há avaliações
- Ss 14Documento10 páginasSs 14api-3706534Ainda não há avaliações
- AnimaDocumento15 páginasAnimaapi-3706534Ainda não há avaliações
- A5Documento2 páginasA5api-3706534Ainda não há avaliações
- BallsDocumento2 páginasBallsapi-3706534Ainda não há avaliações
- A9Documento3 páginasA9api-3706534Ainda não há avaliações
- A6Documento3 páginasA6api-3706534Ainda não há avaliações
- A2Documento2 páginasA2api-3706534Ainda não há avaliações
- A8Documento3 páginasA8api-3706534Ainda não há avaliações
- A7Documento3 páginasA7api-3706534Ainda não há avaliações
- A3Documento2 páginasA3api-3706534Ainda não há avaliações
- A4Documento2 páginasA4api-3706534Ainda não há avaliações
- A1Documento2 páginasA1api-3706534Ainda não há avaliações
- Table 9Documento6 páginasTable 9api-3706534Ainda não há avaliações
- Table 8Documento10 páginasTable 8api-3706534100% (1)
- TXTDocumento19 páginasTXTapi-3706534Ainda não há avaliações
- VbexeDocumento1 páginaVbexeapi-3706534Ainda não há avaliações
- Table'htmlDocumento10 páginasTable'htmlapi-3706534Ainda não há avaliações
- Table 7Documento3 páginasTable 7api-3706534Ainda não há avaliações
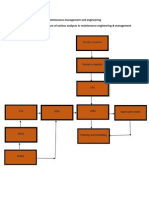
- Overview of MEMDocumento5 páginasOverview of MEMTudor Costin100% (1)
- Hawassa University Institute of Technology (Iot) : Electromechanical Engineering Program Entrepreneurship For EngineersDocumento133 páginasHawassa University Institute of Technology (Iot) : Electromechanical Engineering Program Entrepreneurship For EngineersTinsae LireAinda não há avaliações
- Static Power Conversion I: EEE-463 Lecture NotesDocumento48 páginasStatic Power Conversion I: EEE-463 Lecture NotesErgin ÖzdikicioğluAinda não há avaliações
- Module 2 DIPDocumento33 páginasModule 2 DIPdigital loveAinda não há avaliações
- Concrete Lab ManualDocumento20 páginasConcrete Lab ManualkelmazodroAinda não há avaliações
- 2SA1016Documento4 páginas2SA1016catalina maryAinda não há avaliações
- 4.1 Hydrostatic Force On Curved Surfaces - CE 309-CE22S2 - Fluid MechanicsDocumento4 páginas4.1 Hydrostatic Force On Curved Surfaces - CE 309-CE22S2 - Fluid MechanicsRUSSELAinda não há avaliações
- Warning: Shaded Answers Without Corresponding Solution Will Incur Deductive PointsDocumento1 páginaWarning: Shaded Answers Without Corresponding Solution Will Incur Deductive PointsKhiara Claudine EspinosaAinda não há avaliações
- Feasibility and Optimization of Dissimilar Laser Welding ComponentsDocumento366 páginasFeasibility and Optimization of Dissimilar Laser Welding Componentskaliappan45490Ainda não há avaliações
- Company Profile PT. Geo Sriwijaya NusantaraDocumento10 páginasCompany Profile PT. Geo Sriwijaya NusantaraHazred Umar FathanAinda não há avaliações
- TOA Project Presentation (GROUP 5)Documento22 páginasTOA Project Presentation (GROUP 5)Khadija ShahidAinda não há avaliações
- Yumemiru Danshi Wa Genjitsushugisha Volume 2Documento213 páginasYumemiru Danshi Wa Genjitsushugisha Volume 2carldamb138Ainda não há avaliações
- Formula Renault20 Mod00Documento68 páginasFormula Renault20 Mod00Scuderia MalatestaAinda não há avaliações
- 01 IntroductionDocumento15 páginas01 IntroductionAli FarhatAinda não há avaliações
- Advanced Work Packaging: A Fit For Purpose ApproachDocumento17 páginasAdvanced Work Packaging: A Fit For Purpose Approachhafidz bandungAinda não há avaliações
- High Performance Vector Control SE2 Series InverterDocumento9 páginasHigh Performance Vector Control SE2 Series InverterhanazahrAinda não há avaliações
- Swanand 2009Documento3 páginasSwanand 2009maverick2929Ainda não há avaliações
- A12 CanSat Technlology Forclimate Monitoring PDFDocumento10 páginasA12 CanSat Technlology Forclimate Monitoring PDFDany PABON VILLAMIZARAinda não há avaliações
- 13 SK Kader Pendamping PGSDocumento61 páginas13 SK Kader Pendamping PGSrachman ramadhanaAinda não há avaliações
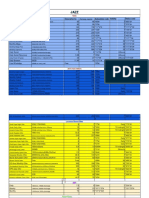
- Jazz PrepaidDocumento4 páginasJazz PrepaidHoney BunnyAinda não há avaliações
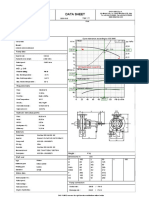
- Data Sheet: Item N°: Curve Tolerance According To ISO 9906Documento3 páginasData Sheet: Item N°: Curve Tolerance According To ISO 9906Aan AndianaAinda não há avaliações
- STFC-2023 International E - conference-BITDocumento6 páginasSTFC-2023 International E - conference-BITRanilprabhu MAinda não há avaliações
- 8 Lesson 13 Viking FranceDocumento2 páginas8 Lesson 13 Viking Franceapi-332379661Ainda não há avaliações
- Research Paper On N Queen ProblemDocumento7 páginasResearch Paper On N Queen Problemxvrdskrif100% (1)
- Standard Dimensions Grooved and Shouldered Joints AMERICAN - The Right WayDocumento2 páginasStandard Dimensions Grooved and Shouldered Joints AMERICAN - The Right WaySopon SrirattanapiboonAinda não há avaliações
- Pressure-Dependent Leak Detection Model and Its Application To A District Water SystemDocumento13 páginasPressure-Dependent Leak Detection Model and Its Application To A District Water SystemManjul KothariAinda não há avaliações