Você também pode gostar
- A Grinding SpindleDocumento4 páginasA Grinding Spindlewillows300Ainda não há avaliações
- Hacksaw PDFDocumento40 páginasHacksaw PDFturuceluAinda não há avaliações
- Maintenance For Model Master Rotary TableDocumento7 páginasMaintenance For Model Master Rotary Tablejdk3dAinda não há avaliações
- QcadCAM Tutorial enDocumento12 páginasQcadCAM Tutorial enartisanicviewAinda não há avaliações
- Unimat3 Compact5Documento1 páginaUnimat3 Compact5Peanut d. DestroyerAinda não há avaliações
- MyfordDocumento1 páginaMyfordPeanut d. DestroyerAinda não há avaliações
- Cowells Manuals PDFDocumento16 páginasCowells Manuals PDFpedjaAinda não há avaliações
- TaigDocumento1 páginaTaigPeanut d. DestroyerAinda não há avaliações
- Eureka Electric ClockDocumento21 páginasEureka Electric ClockFrancescoBuccaAinda não há avaliações
- Engmod2T: The Multi-Cylinder Two-Stroke Engine SimulatorDocumento8 páginasEngmod2T: The Multi-Cylinder Two-Stroke Engine SimulatorByndy95Ainda não há avaliações
- Spindle NoseDocumento4 páginasSpindle NoseSharad SharmaAinda não há avaliações
- Scale Models in Engineering: Fundamentals and ApplicationsNo EverandScale Models in Engineering: Fundamentals and ApplicationsAinda não há avaliações
- Dragon Days: The story of Miss Bardahl and the 1960s kids who loved hydros (2020 edition)No EverandDragon Days: The story of Miss Bardahl and the 1960s kids who loved hydros (2020 edition)Ainda não há avaliações
- Emco Unimat Lathe AccessoriesDocumento1 páginaEmco Unimat Lathe Accessoriesjose garofanoAinda não há avaliações
- Electrolysis Cleaning MethodDocumento15 páginasElectrolysis Cleaning Methodtrillium_oneAinda não há avaliações
- Stirling Walking Beam EngineDocumento13 páginasStirling Walking Beam EngineTomescu PaulAinda não há avaliações
- Quorn: Tool and Cutter GrinderDocumento3 páginasQuorn: Tool and Cutter GrinderDan HendersonAinda não há avaliações
- Myford ML7 Lubrication ChartDocumento6 páginasMyford ML7 Lubrication Chartjimxxx100% (3)
- River Queen Plans InstructionDocumento9 páginasRiver Queen Plans InstructionZachary MassengillAinda não há avaliações
- Operating: Maintenance ManualDocumento18 páginasOperating: Maintenance ManualAnonymous reYe6iCCAinda não há avaliações
- Workshop Practice Series 02 Vertical Milling in The Home Workshop PDFDocumento49 páginasWorkshop Practice Series 02 Vertical Milling in The Home Workshop PDFmac100% (1)
- Manual TornoDocumento60 páginasManual Tornojulie2420140% (1)
- The Advance Metalworking LatheDocumento6 páginasThe Advance Metalworking LathePronina100% (1)
- ACESORIOScatalog PDFDocumento80 páginasACESORIOScatalog PDFlmelmelmeAinda não há avaliações
- Rebuilding My Monarch 10EE LatheDocumento5 páginasRebuilding My Monarch 10EE Lathesyllavethyjim100% (2)
- Quorn: Tool and Cutter GrinderDocumento4 páginasQuorn: Tool and Cutter GrinderDan HendersonAinda não há avaliações
- Mini Lathe Angular Contact Bearing Change GuideDocumento5 páginasMini Lathe Angular Contact Bearing Change GuidemallardfirstAinda não há avaliações
- SAITO Twin-Cylinder Four-Stroke ManualDocumento32 páginasSAITO Twin-Cylinder Four-Stroke ManualAngelLazarteAinda não há avaliações
- Screwcutting Lathe Workshop Practice Series 0852428383 BookDocumento4 páginasScrewcutting Lathe Workshop Practice Series 0852428383 BookrefaeAinda não há avaliações
- Quorn - Part 2.CVDocumento5 páginasQuorn - Part 2.CVAndy LAinda não há avaliações
- Breadboard Experiments NImyDAQ and MultisimDocumento84 páginasBreadboard Experiments NImyDAQ and MultisimmadangkAinda não há avaliações
- Quorn: Tool and Cutter GrinderDocumento2 páginasQuorn: Tool and Cutter GrinderDan HendersonAinda não há avaliações
- Quorn: Tool and Cutter GrinderDocumento4 páginasQuorn: Tool and Cutter GrinderDan HendersonAinda não há avaliações
- Building A Model Steam Engine From Scratch Chapter 1, 150 121Documento19 páginasBuilding A Model Steam Engine From Scratch Chapter 1, 150 121Liam Clink100% (2)
- 2562 The Model EngineerDocumento31 páginas2562 The Model Engineerstilmix60Ainda não há avaliações
- The Taig Peatol Lathe and Its AccessoriesDocumento264 páginasThe Taig Peatol Lathe and Its Accessories史李飞Ainda não há avaliações
- Lathe Parts: - Being A Brief Description of The Names and Functions of PartsDocumento7 páginasLathe Parts: - Being A Brief Description of The Names and Functions of PartsDipanjana Bhowmik100% (1)
- South Bend Lathe Model A GearsDocumento12 páginasSouth Bend Lathe Model A Gearsmartik777100% (1)
- 149-Workshop Hints & TipsDocumento1 página149-Workshop Hints & TipssyllavethyjimAinda não há avaliações
- 1946 Rusnok Mill Heads CatDocumento25 páginas1946 Rusnok Mill Heads CatfgrefeAinda não há avaliações
- ACIERA Milling Machine 1Documento11 páginasACIERA Milling Machine 1adhencandraAinda não há avaliações
- For Precision Surfaces: Hand ScrapingDocumento8 páginasFor Precision Surfaces: Hand ScrapingnarendragahlotAinda não há avaliações
- Quick Change Gearbox: Instructions For Installation and Operation Pictorial Parts ListDocumento10 páginasQuick Change Gearbox: Instructions For Installation and Operation Pictorial Parts ListfejlongAinda não há avaliações
- Quorn User ManualDocumento31 páginasQuorn User ManualGeorge Stright100% (5)
- Modification and Development of Work Holding Device - Steady-RestDocumento6 páginasModification and Development of Work Holding Device - Steady-RestInternational Journal of Innovative Science and Research Technology100% (1)
- Hardinge HLV-H Maintenance ManualDocumento186 páginasHardinge HLV-H Maintenance ManualOogway MasterAinda não há avaliações
- Myford Dividing Head Attachment ManualDocumento7 páginasMyford Dividing Head Attachment Manualsonytecho100% (1)
- Strung de LemnDocumento3 páginasStrung de LemnJohn JohnbAinda não há avaliações
- Mini Milldiy PDFDocumento6 páginasMini Milldiy PDFCelso Ari Schlichting100% (1)
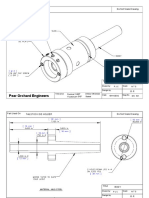
- Pear Orchard Engineers: Do Not Scale Drawing Part Used OnDocumento4 páginasPear Orchard Engineers: Do Not Scale Drawing Part Used OnAnonymous mKdAfWifAinda não há avaliações
- Zadatak 1a Vitlo SkidDocumento2.018 páginasZadatak 1a Vitlo SkidAnonymous mKdAfWifAinda não há avaliações
- En Metalwork General Metal WorkDocumento90 páginasEn Metalwork General Metal WorkAnonymous mKdAfWifAinda não há avaliações
- Primena 3D Stampe U ObrazovanjuDocumento4 páginasPrimena 3D Stampe U ObrazovanjuAnonymous mKdAfWifAinda não há avaliações
- A Few Project Images: Tool Posts Lathe Cutting ToolsDocumento4 páginasA Few Project Images: Tool Posts Lathe Cutting ToolsAnonymous mKdAfWifAinda não há avaliações
- Casting Elwany FullDocumento22 páginasCasting Elwany FullAnonymous mKdAfWifAinda não há avaliações
- 01 MaterialsDocumento6 páginas01 MaterialsAnonymous mKdAfWifAinda não há avaliações
- Preview Thread CuttingDocumento21 páginasPreview Thread CuttingAnonymous mKdAfWif33% (3)
- SilencerDocumento4 páginasSilencerAnonymous mKdAfWif0% (1)