Você também pode gostar
- Exp 06 - Distillation ColumnDocumento11 páginasExp 06 - Distillation ColumnAli AhmadAinda não há avaliações
- Astm D3575-2000 PDFDocumento9 páginasAstm D3575-2000 PDFErangaAinda não há avaliações
- The Effect of Cocoa On The Melting Time of Lindt ChocolateDocumento3 páginasThe Effect of Cocoa On The Melting Time of Lindt ChocolateYatheshth RagooAinda não há avaliações
- Lab 1 - Heat of Neutralization (Che 142) PDFDocumento7 páginasLab 1 - Heat of Neutralization (Che 142) PDFSyafiyatulMunawarahAinda não há avaliações
- Temperature Distribution PDFDocumento5 páginasTemperature Distribution PDFEstefania ArizagaAinda não há avaliações
- Phys101l Report3 SaludDocumento11 páginasPhys101l Report3 Saludyyuan ssaludAinda não há avaliações
- Ice PlantDocumento101 páginasIce PlantZa Yon100% (5)
- Ohmeda Ohio - Service ManualDocumento62 páginasOhmeda Ohio - Service ManualsambadeeAinda não há avaliações
- Articulo Cientifico OperacionesDocumento9 páginasArticulo Cientifico OperacionesBrayner Andres Ruiz SanchezAinda não há avaliações
- Micronized Cocoa Butter Particles Produced by A Supercritical ProcessDocumento7 páginasMicronized Cocoa Butter Particles Produced by A Supercritical ProcessNasly TatianaAinda não há avaliações
- INDUSTRIAL PAPER Ceñidoza, Ian Albert S.Documento24 páginasINDUSTRIAL PAPER Ceñidoza, Ian Albert S.Ceñidoza Ian AlbertAinda não há avaliações
- Dark chocolate's rheology revealedDocumento12 páginasDark chocolate's rheology revealedJose de la Candelaria Lopez GuerraAinda não há avaliações
- Franke 1998 PDFDocumento14 páginasFranke 1998 PDFEstefania GuzmanAinda não há avaliações
- Espinel-Blanco 2020 J. Phys. Conf. Ser. 1708 012010Documento8 páginasEspinel-Blanco 2020 J. Phys. Conf. Ser. 1708 012010Pooja ChughAinda não há avaliações
- Chocolates, Candies, Nuts, Dried Fruits, and Dried VegetablesDocumento9 páginasChocolates, Candies, Nuts, Dried Fruits, and Dried VegetablesChristian Oribe CastilloAinda não há avaliações
- Enrobing process for chocolate-coated confectionsDocumento4 páginasEnrobing process for chocolate-coated confectionsTrần Xuân NhãAinda não há avaliações
- Developing a lab-scale chocolate conchDocumento7 páginasDeveloping a lab-scale chocolate conchArelys Maria Cuadrado BedoyaAinda não há avaliações
- Utility Optimization in A Brewery Process Based On EnergyDocumento8 páginasUtility Optimization in A Brewery Process Based On EnergyArley NovaAinda não há avaliações
- Research Article: Analysis of Heat Transfer Mechanism For Shelf Vacuum Freeze-Drying EquipmentDocumento8 páginasResearch Article: Analysis of Heat Transfer Mechanism For Shelf Vacuum Freeze-Drying Equipmenttwintwin91Ainda não há avaliações
- Heat Transfer in Food ProcessingDocumento11 páginasHeat Transfer in Food ProcessingIntan Mulia Rahayu100% (1)
- Walmart IceCream ExplorationDocumento4 páginasWalmart IceCream ExplorationAmanza WillowsAinda não há avaliações
- 10.10072Fs11694 017 9677 0Documento10 páginas10.10072Fs11694 017 9677 0Kucing UnpadAinda não há avaliações
- 10 1021@acs CGD 5b00660Documento10 páginas10 1021@acs CGD 5b00660Ronal Enrique Talavera ApazaAinda não há avaliações
- CHEE220 Heat Engine Lab Jan2014Documento4 páginasCHEE220 Heat Engine Lab Jan2014mfuzdnldAinda não há avaliações
- Determining Casson Yield Value Casson Viscosity AnDocumento9 páginasDetermining Casson Yield Value Casson Viscosity AnPhương Thanh ĐặngAinda não há avaliações
- 02 Cokemaking Process (54 Slides)Documento54 páginas02 Cokemaking Process (54 Slides)karinzzinhaAinda não há avaliações
- Letourneau Trieste ChocolateDocumento3 páginasLetourneau Trieste ChocolateZoran ConstantinescuAinda não há avaliações
- A Dynamic Model For Milk Fouling in A Plate Heat ExchangerDocumento15 páginasA Dynamic Model For Milk Fouling in A Plate Heat ExchangerAriel Andres Garcia MestraAinda não há avaliações
- ChocolateDocumento17 páginasChocolateasranzaraAinda não há avaliações
- Modeling of Heat Transfer in Tanks During Wine-Making FermentationDocumento8 páginasModeling of Heat Transfer in Tanks During Wine-Making FermentationErnesto BlankoAinda não há avaliações
- Brewery Optimization Using Energy IntegrationDocumento8 páginasBrewery Optimization Using Energy IntegrationRiyanAinda não há avaliações
- v01 I01 07Documento7 páginasv01 I01 07SuperbankAinda não há avaliações
- EuroDrying'2013 Proceeding JSDocumento10 páginasEuroDrying'2013 Proceeding JSWolfblood4Ainda não há avaliações
- Visco LabDocumento11 páginasVisco LabTommy NgoAinda não há avaliações
- Modelling of Browning Kinetics of Bread Crust - 1995 - LWT - Food Science and Te PDFDocumento6 páginasModelling of Browning Kinetics of Bread Crust - 1995 - LWT - Food Science and Te PDFFanni BalázsAinda não há avaliações
- Lab ReportDocumento10 páginasLab ReportFatin Fateha71% (7)
- Journal of Engineering Physics and Thermophysics, 2007, 80, 5, 1055-1063Documento9 páginasJournal of Engineering Physics and Thermophysics, 2007, 80, 5, 1055-1063Sandulache RazvanAinda não há avaliações
- Neural Networks Model Dough Rising Process in Proofing ChambersDocumento6 páginasNeural Networks Model Dough Rising Process in Proofing ChambersSyaiful MansyurAinda não há avaliações
- CHEMCAD 5 1 3 Example Book PrintableDocumento36 páginasCHEMCAD 5 1 3 Example Book PrintableOliver RomeroAinda não há avaliações
- Interpretation of DSC Curves in Polymer Analysis 2000 - ToledoDocumento0 páginaInterpretation of DSC Curves in Polymer Analysis 2000 - ToledoyrecoverAinda não há avaliações
- Baku Higher Oil Schoo6Documento11 páginasBaku Higher Oil Schoo6Tahir ƏskərliAinda não há avaliações
- 2013 - A New Mathematical Model For Food Thermal Process PredictionDocumento9 páginas2013 - A New Mathematical Model For Food Thermal Process PredictionpedroloxxxAinda não há avaliações
- Journal of Food Engineering: Contents Lists Available atDocumento13 páginasJournal of Food Engineering: Contents Lists Available atlaycang malangAinda não há avaliações
- Thermal Analysis of ChocolateDocumento2 páginasThermal Analysis of Chocolategs67570Ainda não há avaliações
- Freeze Drying-Principles and Practice For Successful Scale-Up To ManufacturingDocumento16 páginasFreeze Drying-Principles and Practice For Successful Scale-Up To ManufacturingJuan DavidAinda não há avaliações
- Journal of Food Science - 2006 - Anderson - Rheological Characterization of Skim Milk Stabilized With Carrageenan at HighDocumento5 páginasJournal of Food Science - 2006 - Anderson - Rheological Characterization of Skim Milk Stabilized With Carrageenan at HighahmedAinda não há avaliações
- Flash Tank PDFDocumento19 páginasFlash Tank PDFMufita RamadhinaAinda não há avaliações
- Chem 3 PracticalsDocumento42 páginasChem 3 PracticalsMokayaAinda não há avaliações
- A Novel Use of A Computer Simulator To Design An Industrial Refrigeration SystemDocumento8 páginasA Novel Use of A Computer Simulator To Design An Industrial Refrigeration SystemhamidrrAinda não há avaliações
- A Theory of Sugar DryingDocumento9 páginasA Theory of Sugar DryingjairojasAinda não há avaliações
- Cont OvenDocumento10 páginasCont OvenSengupta VivekAinda não há avaliações
- Automated Temperature Control System Maintains Coconut Sugar Cooking TemperatureDocumento6 páginasAutomated Temperature Control System Maintains Coconut Sugar Cooking TemperatureHiron HironAinda não há avaliações
- Thermal Process Evaluation of Retortable Pouches Filled Conduction Heated FoodDocumento11 páginasThermal Process Evaluation of Retortable Pouches Filled Conduction Heated FoodPenina TariganAinda não há avaliações
- Models - Ssf.phase ChangeDocumento18 páginasModels - Ssf.phase ChangeAjith KrishnanAinda não há avaliações
- Mathematical Modelling of A Cupola FurnaceDocumento2 páginasMathematical Modelling of A Cupola FurnaceLokesh DahiyaAinda não há avaliações
- Heat of HydrationDocumento3 páginasHeat of HydrationvigneshwarimahamuniAinda não há avaliações
- Chocolate Demoulding and Effects of Processing Conditions PDFDocumento8 páginasChocolate Demoulding and Effects of Processing Conditions PDFAndreea BratuAinda não há avaliações
- Sunway Practical Lab Bicarbonate Decomposition 2012Documento11 páginasSunway Practical Lab Bicarbonate Decomposition 2012venkieeAinda não há avaliações
- CD4063Documento25 páginasCD4063Mir HassanAinda não há avaliações
- Chapter 13, Subject 3 Protocol For Carrying Out Heat-Penetration StudiesDocumento15 páginasChapter 13, Subject 3 Protocol For Carrying Out Heat-Penetration StudiesVannizsa IbañezAinda não há avaliações
- 3d SimulationDocumento9 páginas3d SimulationJose GuerreroAinda não há avaliações
- High Temperature Processing of Milk and Milk ProductsNo EverandHigh Temperature Processing of Milk and Milk ProductsAinda não há avaliações
- Pipes and Tubes - Temperature ExpansionDocumento1 páginaPipes and Tubes - Temperature ExpansionSantosh RajuAinda não há avaliações
- Bee Code - CogenerationDocumento56 páginasBee Code - Cogenerationszumny0% (1)
- New Microsoft Excel WorksheetDocumento22 páginasNew Microsoft Excel WorksheetSantosh RajuAinda não há avaliações
- Tender 1Documento12 páginasTender 1Santosh RajuAinda não há avaliações
- K2S2O8Documento1 páginaK2S2O8Santosh RajuAinda não há avaliações
- Symbiosis National Aptitude Test (Snap)Documento14 páginasSymbiosis National Aptitude Test (Snap)rameshwar6100% (1)
- Apol Lo Tyres LTD Per Am BraDocumento29 páginasApol Lo Tyres LTD Per Am BraSantosh RajuAinda não há avaliações
- Design of Ventilation SystemsDocumento3 páginasDesign of Ventilation SystemsSantosh Raju100% (1)
- Notes: Internal Column Cladding (Laminate)Documento1 páginaNotes: Internal Column Cladding (Laminate)manjunath hrAinda não há avaliações
- 30HXCDocumento2 páginas30HXCvbharath21100% (1)
- Calculating Core Temperature (PAPER)Documento6 páginasCalculating Core Temperature (PAPER)Giovanni Hernández DecaniniAinda não há avaliações
- 2015 - The Check Problem of Food Thermal Processes. A Mathematical SolutionDocumento15 páginas2015 - The Check Problem of Food Thermal Processes. A Mathematical SolutionpedroloxxxAinda não há avaliações
- Calculo de Carga Sala de Reuniones PDFDocumento8 páginasCalculo de Carga Sala de Reuniones PDFRubens KunAinda não há avaliações
- Thermodynamic EquilibriumDocumento4 páginasThermodynamic EquilibriumtechzonesAinda não há avaliações
- 3 - Lobe Bearing - Main PDFDocumento23 páginas3 - Lobe Bearing - Main PDFAbhijit ChakrabortyAinda não há avaliações
- PE5970 ES Menon Gas Hydraulics Class NotesDocumento59 páginasPE5970 ES Menon Gas Hydraulics Class NotesKevin Kivanc IlgarAinda não há avaliações
- Silo - Tips - Instruction Manual Digital Manifold For Hvac R Systems Manual de Instrucciones Manifold Digital Hvac RDocumento12 páginasSilo - Tips - Instruction Manual Digital Manifold For Hvac R Systems Manual de Instrucciones Manifold Digital Hvac RfeletnorAinda não há avaliações
- Specific Heat Is Another Physical Property of MatterDocumento8 páginasSpecific Heat Is Another Physical Property of MatterMarie-Joi PauletteAinda não há avaliações
- Physics Core AHL and OptionDocumento251 páginasPhysics Core AHL and OptionTempestyze100% (1)
- Guideline For Field Testing of Reciprocating Compressor PerformanceDocumento173 páginasGuideline For Field Testing of Reciprocating Compressor PerformanceSean Clark100% (2)
- Optical Properties of Plastic Mulches Affect The Field Temperature RegimeDocumento6 páginasOptical Properties of Plastic Mulches Affect The Field Temperature RegimeHamzarudin HikmatiarAinda não há avaliações
- Vaporizer Technology F LNGRG For LNG Re-Gas: Comparisons of Various MethodsDocumento15 páginasVaporizer Technology F LNGRG For LNG Re-Gas: Comparisons of Various Methodsdeion29Ainda não há avaliações
- Chiller CompressorDocumento41 páginasChiller Compressorabidch143Ainda não há avaliações
- Entropi: Nurul Hayati Binti AhmadDocumento8 páginasEntropi: Nurul Hayati Binti AhmadaimanhazimAinda não há avaliações
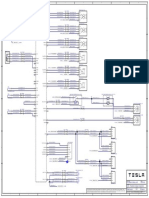
- 2013 Model S Wiring: LHD Sop2+Eu: Do Not Scale Drawing SheetDocumento1 página2013 Model S Wiring: LHD Sop2+Eu: Do Not Scale Drawing SheetTan BuiAinda não há avaliações
- Depressurization of CO2 PipelineDocumento10 páginasDepressurization of CO2 PipelineJason ThomasAinda não há avaliações
- 01Documento22 páginas01Ato KwamenaAinda não há avaliações
- AHU Eurovent ISKID Part 1Documento27 páginasAHU Eurovent ISKID Part 1Joaquim MonteiroAinda não há avaliações
- Exhaust Gas Temperature Capabilities Now in System 1 SoftwareDocumento2 páginasExhaust Gas Temperature Capabilities Now in System 1 Softwarescribdkhatn100% (2)
- TERI - Thermal Comfort in IndiaDocumento51 páginasTERI - Thermal Comfort in IndiaR.V.SimhaAinda não há avaliações
- Spectrum PharmaTECH Consultants Pvt. Ltd. Consultant ReportDocumento146 páginasSpectrum PharmaTECH Consultants Pvt. Ltd. Consultant Reportdhanu_lagwankarAinda não há avaliações
- Mechanical Final Corrected 2016 PDFDocumento128 páginasMechanical Final Corrected 2016 PDFiamrabiprakasAinda não há avaliações
- Black Body RadiationDocumento46 páginasBlack Body RadiationKryptosAinda não há avaliações
- Midea VC Pro CatalogueDocumento57 páginasMidea VC Pro CatalogueSKYLERAinda não há avaliações
- Hitachi Mini-VRF CatalogDocumento48 páginasHitachi Mini-VRF CatalogCarlos ChoqueAinda não há avaliações