Você também pode gostar
- Yard Planner 08152021Documento54 páginasYard Planner 08152021roman olivares100% (1)
- Politica Ambiental - TesisDocumento101 páginasPolitica Ambiental - TesisIsrael MacedoAinda não há avaliações
- Libro - Contabilidad Hotelera y AgropecuariaDocumento64 páginasLibro - Contabilidad Hotelera y AgropecuariaIsrael MacedoAinda não há avaliações
- Manual de Operaciones A y BDocumento223 páginasManual de Operaciones A y BIsrael MacedoAinda não há avaliações
- Hotel 4 Estrellas PDFDocumento44 páginasHotel 4 Estrellas PDFIsrael MacedoAinda não há avaliações
- Parabolas Cortas de JesusDocumento1 páginaParabolas Cortas de JesusIsrael MacedoAinda não há avaliações
- Hoja de Programacion Sem - 50 Del 16 Al 22 DiciembreDocumento12 páginasHoja de Programacion Sem - 50 Del 16 Al 22 DiciembreAnonymous DNYwpYTSAinda não há avaliações
- COTIZACIONESDocumento34 páginasCOTIZACIONESRicardo FloresAinda não há avaliações
- 0.0 Memoria Descriptiva - Áreas A Nivel 2023-04-11Documento2 páginas0.0 Memoria Descriptiva - Áreas A Nivel 2023-04-11Rocio AguadoAinda não há avaliações
- 6 Frenos Abs, Ebd y BaDocumento13 páginas6 Frenos Abs, Ebd y BaJoseph LozadaAinda não há avaliações
- La Deontología ProfesionalDocumento4 páginasLa Deontología ProfesionalPavel Gonzalo Cubas CiezaAinda não há avaliações
- Funciones de OracleDocumento7 páginasFunciones de OracleTheDbXxXAinda não há avaliações
- Molinos SagDocumento7 páginasMolinos Sagperrazo14Ainda não há avaliações
- GyroTracer PDFDocumento1 páginaGyroTracer PDFCristianFernandoMardonesAinda não há avaliações
- Automatizacion y Control IndustrialDocumento4 páginasAutomatizacion y Control Industrialgabucho90100% (1)
- Importados 707 Final PDFDocumento9 páginasImportados 707 Final PDFgissellAinda não há avaliações
- x3 3 Es PDFDocumento4 páginasx3 3 Es PDFnadia saesAinda não há avaliações
- Simba M4-CDocumento15 páginasSimba M4-CRD Gian100% (1)
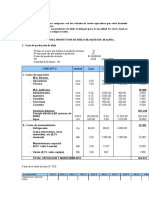
- Costos Operativos Del Productor de HieloDocumento2 páginasCostos Operativos Del Productor de HieloJohn NeciosupAinda não há avaliações
- Elev Pedro de Valdivia Eett Viii 2016 PDFDocumento5 páginasElev Pedro de Valdivia Eett Viii 2016 PDFvasotermiAinda não há avaliações
- Hoja Membretada Ing. Ivan CcayasccaDocumento2 páginasHoja Membretada Ing. Ivan CcayasccaYordan BohorquezAinda não há avaliações
- Aprende A Programar en AutoLisp Post #19 - Acceder A La Base de Datos de Una Entidad - DevCADLispDocumento5 páginasAprende A Programar en AutoLisp Post #19 - Acceder A La Base de Datos de Una Entidad - DevCADLispINGYARQAinda não há avaliações
- Sist Numericos - AlumnosDocumento21 páginasSist Numericos - AlumnosJavo BadanoAinda não há avaliações
- Tecnicas de MicrofoneoDocumento22 páginasTecnicas de Microfoneopancarmo5449100% (4)
- ACLDocumento20 páginasACLJuLii ForeroAinda não há avaliações
- DC-SIG-00X. Ayudante Obras CivilesDocumento3 páginasDC-SIG-00X. Ayudante Obras CivilesEduardo Toro ValdiviaAinda não há avaliações
- Diseño de Faja Transportadora - Apaza Churaira Cristhian RodrigoDocumento5 páginasDiseño de Faja Transportadora - Apaza Churaira Cristhian RodrigoArnold ToneToneAinda não há avaliações
- Trababjo Individual #02 1ERO. BACHILLERATODocumento3 páginasTrababjo Individual #02 1ERO. BACHILLERATORicardo ChimbaAinda não há avaliações
- 2boseg007 Procedimiento de Limpieza de Prensas Tortillas OkDocumento8 páginas2boseg007 Procedimiento de Limpieza de Prensas Tortillas OkFrancisco Javier Vargas ChavezAinda não há avaliações
- Imforme 10 Ronald Calderon (CONSOLIDACION DEL SUELO)Documento12 páginasImforme 10 Ronald Calderon (CONSOLIDACION DEL SUELO)Ronald Arnaldo Calderón VillogasAinda não há avaliações
- OscilacionesDocumento3 páginasOscilacionesMelany Elizabeth BarriosAinda não há avaliações
- Políticas de Gestión InformáticaDocumento20 páginasPolíticas de Gestión InformáticaEdgar RdzAinda não há avaliações
- Instructivo Anteproyecto PDFDocumento10 páginasInstructivo Anteproyecto PDFJoseAndresCarreñoAinda não há avaliações
- Tipos de Canalizaciones EléctricasDocumento8 páginasTipos de Canalizaciones EléctricasJose Luis Yagami100% (1)
- LaminadoDocumento5 páginasLaminadoSergioBueno96Ainda não há avaliações