Você também pode gostar
- PDF Calibracion CALIBRACION Higrómetros v01Documento24 páginasPDF Calibracion CALIBRACION Higrómetros v01Robinson OspinaAinda não há avaliações
- Calibracion Dimensional12 Oct 04Documento30 páginasCalibracion Dimensional12 Oct 04Reyes MileAinda não há avaliações
- PDF Calibracion CalibracionParTorsional TORQUIMETROS CENAMDocumento14 páginasPDF Calibracion CalibracionParTorsional TORQUIMETROS CENAMAndré Luiz Lopes da SilvaAinda não há avaliações
- ASEGURAMIENTOMETROLOGICODocumento38 páginasASEGURAMIENTOMETROLOGICOramakarunaAinda não há avaliações
- GENERICA Mediciones Fisicas v00Documento26 páginasGENERICA Mediciones Fisicas v00IsabelAinda não há avaliações
- La Guia MetAs 12 03 Estadisticas - de - Desempeno PDFDocumento13 páginasLa Guia MetAs 12 03 Estadisticas - de - Desempeno PDFSandro ChiliquingaAinda não há avaliações
- Qué es la MetrologíaDocumento4 páginasQué es la MetrologíaBruno MauAinda não há avaliações
- Confirmación de métodos de calibración térmicaDocumento24 páginasConfirmación de métodos de calibración térmicaSchneiderAinda não há avaliações
- Ensayo de Aptitud Par TorsionalDocumento5 páginasEnsayo de Aptitud Par TorsionalMaldonado CarlosAinda não há avaliações
- Certificado de Calibracion CINTA METRICADocumento2 páginasCertificado de Calibracion CINTA METRICAKristofer Antony Cuzcano CalderónAinda não há avaliações
- G-EnAC 14 Guia InterlaboratoriosDocumento18 páginasG-EnAC 14 Guia InterlaboratoriosPaula Andrea Restrepo OchoaAinda não há avaliações
- Calibración Rodillo MagnéticoDocumento2 páginasCalibración Rodillo MagnéticoOscar Wong FungAinda não há avaliações
- Brochure Metrologia FinalDocumento4 páginasBrochure Metrologia FinalDanna Jiménez MaldonadoAinda não há avaliações
- Cálculo de Incertidumbre para Curvas de Calibración Celia Puglisi DPNMDocumento1 páginaCálculo de Incertidumbre para Curvas de Calibración Celia Puglisi DPNMMely GarcíaAinda não há avaliações
- MP-CA006 Politica TrazabilidadDocumento18 páginasMP-CA006 Politica TrazabilidadDaniel CastilloAinda não há avaliações
- Norma INEN Prueba CilindrosDocumento27 páginasNorma INEN Prueba CilindroswchavezbAinda não há avaliações
- Ba LanzaDocumento108 páginasBa LanzaKarina PMAinda não há avaliações
- Osinergmin Lineamientos Inspeccion Periodica Cilindros GNCDocumento6 páginasOsinergmin Lineamientos Inspeccion Periodica Cilindros GNCJose Chiri100% (1)
- Certificado Applied PresicionDocumento4 páginasCertificado Applied PresicionMiguel Navarro RojasAinda não há avaliações
- Qu-003-Cem-calibracion de PH MetrosDocumento28 páginasQu-003-Cem-calibracion de PH MetrosJanuusz RuizAinda não há avaliações
- Pea 02Documento10 páginasPea 02Andres CastroAinda não há avaliações
- 6ej-Evalu Cenam Calculo IncertidumbresDocumento34 páginas6ej-Evalu Cenam Calculo IncertidumbresJose Domingo Palomino MartinezAinda não há avaliações
- Estimación Incertidumbre Pasantías Regla Escala CintaDocumento30 páginasEstimación Incertidumbre Pasantías Regla Escala CintaChristian QuijanoAinda não há avaliações
- Métodos de CalibraciónDocumento7 páginasMétodos de Calibraciónanderson bautistaAinda não há avaliações
- Calibración de anillos, tampones y esferasDocumento6 páginasCalibración de anillos, tampones y esferasvictor serrano perezAinda não há avaliações
- Nom 011 Scfi 2004Documento14 páginasNom 011 Scfi 2004Nicole WilliamsAinda não há avaliações
- Calibracion Volumen Metodo Gravimetrico Cenam PDFDocumento33 páginasCalibracion Volumen Metodo Gravimetrico Cenam PDFJuan Carlos MejiaAinda não há avaliações
- Di-016 Calibracion Patrones Cilindricos de DiametroDocumento26 páginasDi-016 Calibracion Patrones Cilindricos de DiametroJAVIERENSAYOSLLANTASAinda não há avaliações
- VP06 Recurso08 Reloj ComparadorDocumento6 páginasVP06 Recurso08 Reloj ComparadorEmilio MezaAinda não há avaliações
- P-0784-12 Petroweets S.A.S 4626 Luis PDFDocumento4 páginasP-0784-12 Petroweets S.A.S 4626 Luis PDFSERGIO CELIS ARIZAAinda não há avaliações
- TF CIE 01 Cronometros y TemporizadoresDocumento15 páginasTF CIE 01 Cronometros y TemporizadoresAKCHAinda não há avaliações
- Aseguarmiento de Los Resultados IntralaboratorioDocumento38 páginasAseguarmiento de Los Resultados IntralaboratorioBetty Yallico CalmettAinda não há avaliações
- 5 Curso Metrología y CalibraciónDocumento29 páginas5 Curso Metrología y CalibraciónNicolas RamosAinda não há avaliações
- V-I-T-3.2 Calibración Bimetálicos Rev 9Documento23 páginasV-I-T-3.2 Calibración Bimetálicos Rev 9Instrument GVAinda não há avaliações
- Manual de Calidad Lab PereiraDocumento28 páginasManual de Calidad Lab PereiraMartha BallesterosAinda não há avaliações
- Guia Expresion de IncertidumbreDocumento21 páginasGuia Expresion de IncertidumbreSara SánAinda não há avaliações
- NTC 4354Documento27 páginasNTC 4354michaels47Ainda não há avaliações
- Calibracion de Cronometros DigitalesDocumento28 páginasCalibracion de Cronometros DigitalesMeyler Villalobos BravoAinda não há avaliações
- Acreditación laboratorios calibración ISO/IEC 17025Documento51 páginasAcreditación laboratorios calibración ISO/IEC 17025Melissa RzAinda não há avaliações
- Informe Baño SecoDocumento8 páginasInforme Baño SecoNestor VesgaAinda não há avaliações
- ILAC Guia de Intervalos de Calibración PDFDocumento3 páginasILAC Guia de Intervalos de Calibración PDFJuan Camilo PachiAinda não há avaliações
- PDF Calibracion CalibracionManometrosDocumento24 páginasPDF Calibracion CalibracionManometrosHouses Eduard100% (1)
- CALIBRACION EspectrocolorimetrosDocumento20 páginasCALIBRACION EspectrocolorimetrosVane VaneAinda não há avaliações
- PDF Calibracion CALIBRACION Multifunciones v01Documento25 páginasPDF Calibracion CALIBRACION Multifunciones v01japo1978Ainda não há avaliações
- CALIBRACION Volumen Metodo Gravimetrico v02Documento36 páginasCALIBRACION Volumen Metodo Gravimetrico v02Karla Perales AlvaradoAinda não há avaliações
- Guía Técnica de PH CenamDocumento49 páginasGuía Técnica de PH CenamLeidy Viviana Gutierrez Gamboa100% (1)
- CALIBRACION Durometro ShoreDocumento19 páginasCALIBRACION Durometro ShoreYuk YukyukAinda não há avaliações
- Estimación de la incertidumbre en métodos de ensayo de construcciónDocumento88 páginasEstimación de la incertidumbre en métodos de ensayo de construcciónManuel ZunigaAinda não há avaliações
- Calculo de Incertidumbre - Determinacion de Cloruros Por VolumetriaDocumento65 páginasCalculo de Incertidumbre - Determinacion de Cloruros Por VolumetriaCristhian HZ100% (2)
- CALIBRACION de PesasDocumento17 páginasCALIBRACION de PesasJuan MendozaAinda não há avaliações
- Calibracion de Calibradores de Procesos GeneradoresDocumento25 páginasCalibracion de Calibradores de Procesos GeneradoresFrander Cordero - LINKAinda não há avaliações
- Baño Hielo CenamDocumento23 páginasBaño Hielo CenamDavid Vinueza VelasquezAinda não há avaliações
- CALIBRACION Maquinas de Compresion Y-O Traccion v02Documento15 páginasCALIBRACION Maquinas de Compresion Y-O Traccion v02Juan Carlos MejiaAinda não há avaliações
- NISTDocumento69 páginasNISTReactivos Para Analisis SacAinda não há avaliações
- Guia Tecnica Sobre Trazabilidad e Incertidumbre CenamDocumento32 páginasGuia Tecnica Sobre Trazabilidad e Incertidumbre CenamAgustin Brau AvilaAinda não há avaliações
- CALIBRACION OpacimetrosDocumento16 páginasCALIBRACION OpacimetrosDarío ÁlvarezAinda não há avaliações
- Informe de Validación de MétodoDocumento10 páginasInforme de Validación de MétodoDiana AguilarAinda não há avaliações
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónNo EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónNota: 4 de 5 estrelas4/5 (1)
- NTC 2019Documento20 páginasNTC 2019Jason Valderrama100% (1)
- Sistema-Internacional-de-Unidades ESPAÑA PDFDocumento95 páginasSistema-Internacional-de-Unidades ESPAÑA PDFAnonymous rsIdXBVJe5Ainda não há avaliações
- NTMD 0023 A1Documento11 páginasNTMD 0023 A1Jason ValderramaAinda não há avaliações
- Una Actualizacion Sobre El Mercado Mundial de PetroleoDocumento8 páginasUna Actualizacion Sobre El Mercado Mundial de PetroleoJason ValderramaAinda não há avaliações
- Slump-Sistema Legal de Unidades y Medidas Del PeruDocumento25 páginasSlump-Sistema Legal de Unidades y Medidas Del PeruLuis Rodriguez60% (5)
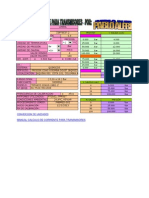
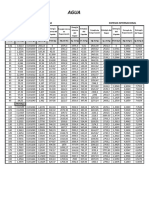
- Calculo de Corriente para Transmisores NuevoDocumento8 páginasCalculo de Corriente para Transmisores NuevoToñito SPAinda não há avaliações
- Taller de Diagrama C y UDocumento8 páginasTaller de Diagrama C y UCristinaAinda não há avaliações
- Tema 2. La MedidaDocumento3 páginasTema 2. La MedidaDavid Piña Santiago100% (1)
- La Guia Metas 08 10 Certificados de CalibracionDocumento22 páginasLa Guia Metas 08 10 Certificados de CalibracionmblancolAinda não há avaliações
- Matriz de Requisitos TecnicosDocumento33 páginasMatriz de Requisitos TecnicosYurleyCastañedaAinda não há avaliações
- Lab 2Documento19 páginasLab 2Diana FonsecaAinda não há avaliações
- Ángulos GeometricosDocumento13 páginasÁngulos GeometricosAndre VillarreyesAinda não há avaliações
- Cálculos de velocidad angular, aceleración y vueltas de ruedas de coche acelerandoDocumento16 páginasCálculos de velocidad angular, aceleración y vueltas de ruedas de coche acelerandoEvaristoAinda não há avaliações
- 2 Errores PDFDocumento4 páginas2 Errores PDFCristian GonzalesAinda não há avaliações
- A03 Cartografía Y-Topografía PDFDocumento239 páginasA03 Cartografía Y-Topografía PDFBetzabé CarolinaAinda não há avaliações
- AEyP 2eso 02 Sistema de Numeracion Decimal y Sistema SexagesimalDocumento8 páginasAEyP 2eso 02 Sistema de Numeracion Decimal y Sistema Sexagesimalaceituna21Ainda não há avaliações
- Coordenadas UTMDocumento13 páginasCoordenadas UTMRainer 'Jss' SanojaAinda não há avaliações
- Tablas de VaporDocumento4 páginasTablas de VaporalexAinda não há avaliações
- Poligonal CerradaDocumento9 páginasPoligonal CerradaDavid G. MirandaAinda não há avaliações
- Informe Practica # 1Documento10 páginasInforme Practica # 1anibalAinda não há avaliações
- Equivalencia de Lumen A LuxDocumento5 páginasEquivalencia de Lumen A Luxluis palominoAinda não há avaliações
- Sistema de Referencia GeodésicoDocumento7 páginasSistema de Referencia GeodésicoGerardo SalvadorAinda não há avaliações
- Magnitudes físicas fundamentales y derivadasDocumento8 páginasMagnitudes físicas fundamentales y derivadasJorge Daniel HernandezAinda não há avaliações
- Física 3° Año NivelaciónDocumento11 páginasFísica 3° Año NivelaciónMónica CuevasAinda não há avaliações
- Material Clase VIIDocumento13 páginasMaterial Clase VIIWalter Dionisio Alderete O.Ainda não há avaliações
- Problemas de ErroresDocumento2 páginasProblemas de ErroresoscargomezgonzalezAinda não há avaliações
- KAWSUS CIA LTDA proyecto ToachiDocumento2 páginasKAWSUS CIA LTDA proyecto ToachiKAWSUS CIALTDAAinda não há avaliações
- Lab 1 Instrumentos de Taller - Dimec Usach.Documento17 páginasLab 1 Instrumentos de Taller - Dimec Usach.Gabriel Andres Fuentes GarridoAinda não há avaliações
- SENSORES IntroduccionDocumento88 páginasSENSORES IntroduccionZuni YeffersonAinda não há avaliações
- Cartilla de AltimetriaDocumento8 páginasCartilla de AltimetriaDavid OrtegaAinda não há avaliações
- Conjuntos y operaciones matemáticasDocumento39 páginasConjuntos y operaciones matemáticasHECTOR ROY MEDRANO TRINIDADAinda não há avaliações
- Altimetria Y Nivelacion PDFDocumento28 páginasAltimetria Y Nivelacion PDFJhazmin BonnieAinda não há avaliações
- Informe de Adela 666Documento26 páginasInforme de Adela 666Eliot Mantari SantiagoAinda não há avaliações
- Descripcion PuntoDocumento1 páginaDescripcion PuntoJuan Carlos Avila GonzalezAinda não há avaliações