Você também pode gostar
- Seismic Migration: Imaging of Acoustic Energy by Wave Field ExtrapolationNo EverandSeismic Migration: Imaging of Acoustic Energy by Wave Field ExtrapolationAinda não há avaliações
- Complex FluidsDocumento11 páginasComplex FluidsAnup MathewAinda não há avaliações
- Laminar Flow and Convective Transport Processes: Scaling Principles and Asymptotic AnalysisNo EverandLaminar Flow and Convective Transport Processes: Scaling Principles and Asymptotic AnalysisAinda não há avaliações
- Evolution, Manufacturing and Working of TurbinesDocumento67 páginasEvolution, Manufacturing and Working of TurbinesRaja MandavaAinda não há avaliações
- Structure and Properties of Inorganic Solids: International Series of Monographs in Solid State PhysicsNo EverandStructure and Properties of Inorganic Solids: International Series of Monographs in Solid State PhysicsAinda não há avaliações
- 1996 OKI LCD Driver Controller DatabookDocumento232 páginas1996 OKI LCD Driver Controller DatabooksuriantoAinda não há avaliações
- Fire Safety Handbook: For Apartment ManagersDocumento17 páginasFire Safety Handbook: For Apartment ManagersAshok Kumar JAinda não há avaliações
- Gas Dynamics LAB 02 PDFDocumento16 páginasGas Dynamics LAB 02 PDFmuhammad zia ur rehmanAinda não há avaliações
- Win 8 For DummiesDocumento144 páginasWin 8 For DummiesVal ArtAinda não há avaliações
- 2.the Plumbing PracticeDocumento52 páginas2.the Plumbing PracticeAnjalySinha100% (1)
- Toxicology of InsecticidesDocumento59 páginasToxicology of InsecticidespandurangMAinda não há avaliações
- Problem 5: Fighter Jet Vectoring Nozzle. - 1Documento72 páginasProblem 5: Fighter Jet Vectoring Nozzle. - 1Selva GanapathyAinda não há avaliações
- Energi Terbarukan Energi Demand SupplyDocumento58 páginasEnergi Terbarukan Energi Demand SupplyAnnisa MardihardjoAinda não há avaliações
- Geothermal Energy in Germany PDFDocumento7 páginasGeothermal Energy in Germany PDFfredy100% (1)
- Design and optimize solar-powered fridgeDocumento46 páginasDesign and optimize solar-powered fridgemmassociates sivakasiAinda não há avaliações
- Fayaz Report On Challenges Associated With Sepn of Hcl-Water Azeotrope 04.08Documento27 páginasFayaz Report On Challenges Associated With Sepn of Hcl-Water Azeotrope 04.08fayaz5uin1234Ainda não há avaliações
- Design and Analysis of Spur Gear by Using Black Fiber, E-Glass Fiber and Carbon Fiber With IsopolymerDocumento30 páginasDesign and Analysis of Spur Gear by Using Black Fiber, E-Glass Fiber and Carbon Fiber With Isopolymershakeel100% (1)
- James F. Manwell, Jon G. McGowan, Anthony L. Rogers-Wind Energy Explained - Theory, Design and Application (2010)Documento1 páginaJames F. Manwell, Jon G. McGowan, Anthony L. Rogers-Wind Energy Explained - Theory, Design and Application (2010)Josue Flores Barrios0% (1)
- Entrainment and Impingement of Organisms in Power Plant CoolingDocumento11 páginasEntrainment and Impingement of Organisms in Power Plant Coolingjorge ivan montoya arbelaezAinda não há avaliações
- Microbubble Preparation and Characterisation TechnologiesDocumento14 páginasMicrobubble Preparation and Characterisation Technologiesketan.pancholi3543100% (1)
- Winrar HD PDFDocumento609 páginasWinrar HD PDFNhaque MutinhocAinda não há avaliações
- Electroplating of Cu-Sn Alloys andDocumento81 páginasElectroplating of Cu-Sn Alloys andcicerojoiasAinda não há avaliações
- AC Induction Motor Control Using Constant V-F Principle and SVPWM With DSP TMS 320C240Documento131 páginasAC Induction Motor Control Using Constant V-F Principle and SVPWM With DSP TMS 320C240hoangductuanAinda não há avaliações
- Syllabi: The Institution of Engineers, Sri LankaDocumento107 páginasSyllabi: The Institution of Engineers, Sri LankaAmal Priyashantha Perera100% (2)
- Chemistry For Engineers: (Use The Table in The PPT As Your Guide in Accomplishing Table 1.)Documento8 páginasChemistry For Engineers: (Use The Table in The PPT As Your Guide in Accomplishing Table 1.)Aivan Lloyd CapuleAinda não há avaliações
- Micro ReactorDocumento7 páginasMicro ReactorMaxwell Quezada FelizAinda não há avaliações
- Ocean Energy State of The Art PDFDocumento79 páginasOcean Energy State of The Art PDFRajkumar ASAinda não há avaliações
- Updated Tribology Lecture NotesDocumento89 páginasUpdated Tribology Lecture NotesAkibAinda não há avaliações
- Chapter 1. Electronic Structure and Bonding Acids and BasesDocumento42 páginasChapter 1. Electronic Structure and Bonding Acids and BasesthanhnguyenhhvnAinda não há avaliações
- Lecture 4 - Tool Drawings, Fits & Tolerances and Surface FinishDocumento56 páginasLecture 4 - Tool Drawings, Fits & Tolerances and Surface FinishPratik PatelAinda não há avaliações
- General Measurement SystemDocumento39 páginasGeneral Measurement SystemBadrul AminAinda não há avaliações
- Irvin Langmuir 1918, Adsorption IsothermDocumento43 páginasIrvin Langmuir 1918, Adsorption IsothermJayvir100% (3)
- Ch6 Error Detection and CorrectionDocumento56 páginasCh6 Error Detection and CorrectionFARISHA NABIHA SYAMSURIZAMAinda não há avaliações
- Carbonate Equilibria in Natural WatersDocumento26 páginasCarbonate Equilibria in Natural WatersNacorn PanchanawapornAinda não há avaliações
- Advanced Structure: University of Technology Building & Construction Dept. Structural Engineering BranchDocumento20 páginasAdvanced Structure: University of Technology Building & Construction Dept. Structural Engineering Branchsamir_ssh7151Ainda não há avaliações
- Fermentations in World Food Processing.Documento10 páginasFermentations in World Food Processing.J Alberto LucasAinda não há avaliações
- Mae 4262: Rockets and Mission Analysis: Combustion Overview For Rocket ApplicationsDocumento28 páginasMae 4262: Rockets and Mission Analysis: Combustion Overview For Rocket ApplicationsmibarjanAinda não há avaliações
- CHAPTER 1 - Introduction To Chemical ReactionDocumento40 páginasCHAPTER 1 - Introduction To Chemical ReactionHakuba Nabell KudoAinda não há avaliações
- Bariwal 2013Documento21 páginasBariwal 2013Le Anh NhatAinda não há avaliações
- Numerical Simulations For Reliability Assessment of Lead-Free Solder Interconnections in BGA PackagesDocumento55 páginasNumerical Simulations For Reliability Assessment of Lead-Free Solder Interconnections in BGA PackagesEL HADDADAinda não há avaliações
- QB PDFDocumento18 páginasQB PDFShivani0% (1)
- 3b Lattice Vibrations PDFDocumento25 páginas3b Lattice Vibrations PDFAnonymous 7VebQhIM0% (1)
- Minamata Disease: Mercury PoisoningDocumento18 páginasMinamata Disease: Mercury PoisoningBijay Kumar MahatoAinda não há avaliações
- 14 Water BangladeshDocumento14 páginas14 Water BangladeshA S M Hefzul KabirAinda não há avaliações
- RE BIZZ Final ReportDocumento123 páginasRE BIZZ Final ReportWessel SimonsAinda não há avaliações
- Operation Procedures for Philips/FEI CM-20 TEMDocumento11 páginasOperation Procedures for Philips/FEI CM-20 TEMprasannamuralAinda não há avaliações
- Ekman TransportDocumento2 páginasEkman Transportyama wiratamaAinda não há avaliações
- NYLON 6,6 (Nylon 6) : OverviewDocumento4 páginasNYLON 6,6 (Nylon 6) : OverviewKaruppiah VigneshAinda não há avaliações
- Renewable Energy Fuel CellsDocumento14 páginasRenewable Energy Fuel Cellsamit621988100% (1)
- Modelling and Simulation of Hybrid Micro Grid Employing DG, PV, Wind and Fuel CellDocumento7 páginasModelling and Simulation of Hybrid Micro Grid Employing DG, PV, Wind and Fuel Cellرافع العرفيAinda não há avaliações
- Phy1520 PDFDocumento356 páginasPhy1520 PDFAna Maria PereiraAinda não há avaliações
- Nanoengineered Nanofibrous Materials PDFDocumento534 páginasNanoengineered Nanofibrous Materials PDFRaj Narayan100% (1)
- Recent Developments in Semiconducting Thin-Film Gas Sensors PDFDocumento7 páginasRecent Developments in Semiconducting Thin-Film Gas Sensors PDFArslan AnjumAinda não há avaliações
- Gas Kinetic TheoryDocumento311 páginasGas Kinetic Theoryrestlaim100% (1)
- Struvite FormationDocumento6 páginasStruvite FormationczcastermasterAinda não há avaliações
- Gamma Irradiation PEEKDocumento7 páginasGamma Irradiation PEEKanilsamuel0077418Ainda não há avaliações
- Chandra 2014Documento11 páginasChandra 2014Usama Bin RaisAinda não há avaliações
- Tribology QP & Syllabus Vtu PRASHANTHDocumento21 páginasTribology QP & Syllabus Vtu PRASHANTHpachieduAinda não há avaliações
- Copper Oxide Based Nanostructures For Improved Solar Cell EfficiencyDocumento9 páginasCopper Oxide Based Nanostructures For Improved Solar Cell Efficiencyioan_vAinda não há avaliações
- Piperlongumine Induces Apoptosis and Autophagy in Human Lung Cancer CellsDocumento12 páginasPiperlongumine Induces Apoptosis and Autophagy in Human Lung Cancer Cellsioan_vAinda não há avaliações
- Solar Radiation On Cloudy DaysDocumento10 páginasSolar Radiation On Cloudy Daysioan_vAinda não há avaliações
- Effect of Light Intensity - PVEducationDocumento3 páginasEffect of Light Intensity - PVEducationioan_vAinda não há avaliações
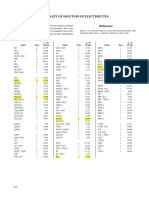
- Heat of Solution Data for Aqueous SolutionsDocumento2 páginasHeat of Solution Data for Aqueous Solutionsioan_vAinda não há avaliações
- Condus EcologicDocumento1 páginaCondus Ecologicioan_vAinda não há avaliações
- Light Concentration Effect On PV Performance and EfficiencyDocumento5 páginasLight Concentration Effect On PV Performance and Efficiencyioan_vAinda não há avaliações
- Basic Customization GuideDocumento32 páginasBasic Customization GuideP Clement LloydAinda não há avaliações
- Nonclassical Light GenerationDocumento12 páginasNonclassical Light Generationioan_vAinda não há avaliações
- Piperlongumine Induces Apoptosis and Autophagy in Human Lung Cancer CellsDocumento12 páginasPiperlongumine Induces Apoptosis and Autophagy in Human Lung Cancer Cellsioan_vAinda não há avaliações
- User Guide J2me Sony-Ericsson 2004Documento134 páginasUser Guide J2me Sony-Ericsson 2004ioan_vAinda não há avaliações
- Baterii Litiu SulfDocumento10 páginasBaterii Litiu Sulfioan_vAinda não há avaliações
- Calendula Officinalis - Potential Roles in Cancer Treatment and Palliative CareDocumento1 páginaCalendula Officinalis - Potential Roles in Cancer Treatment and Palliative Careioan_vAinda não há avaliações
- Cancer Prevention With Green Tea and Its Principal Constituent, EGCGDocumento1 páginaCancer Prevention With Green Tea and Its Principal Constituent, EGCGioan_vAinda não há avaliações
- Enthalpy of Solution TableDocumento1 páginaEnthalpy of Solution TableFavio Andrés ChavezAinda não há avaliações
- Carbon-Steam Reaction at Elevated TemperatureDocumento4 páginasCarbon-Steam Reaction at Elevated Temperatureioan_vAinda não há avaliações
- Reduction and Oxidation PotentialDocumento1 páginaReduction and Oxidation Potentialioan_vAinda não há avaliações
- R-11 and R-12 refrigerant physical properties and guidelinesDocumento2 páginasR-11 and R-12 refrigerant physical properties and guidelinesioan_vAinda não há avaliações
- Iron Phosphate Glasses PDFDocumento10 páginasIron Phosphate Glasses PDFioan_vAinda não há avaliações
- Subclassing and Hooking With Visual Basic PDFDocumento687 páginasSubclassing and Hooking With Visual Basic PDFioan_vAinda não há avaliações
- Elemental Sulfur: Properties and AllotropesDocumento22 páginasElemental Sulfur: Properties and AllotropesWijayanto AKAinda não há avaliações
- 8DDocumento10 páginas8DaminAinda não há avaliações
- Upgrading of Heavy Crude Oils - CastillaDocumento7 páginasUpgrading of Heavy Crude Oils - Castillapks24886Ainda não há avaliações
- PREOSDocumento18 páginasPREOSLija BinuAinda não há avaliações
- Tech Bulletin Comparing Oxygen Source OptionsDocumento3 páginasTech Bulletin Comparing Oxygen Source OptionsRaydoon SadeqAinda não há avaliações
- Lubricantes JCBDocumento24 páginasLubricantes JCBNoe GarciaAinda não há avaliações
- Setavin Rco Asugal RSL!Documento2 páginasSetavin Rco Asugal RSL!aniakonik0% (1)
- High Pressure Acid Leaching of A Refractory Lateritic Nickel OreDocumento10 páginasHigh Pressure Acid Leaching of A Refractory Lateritic Nickel OreFabian MansillaAinda não há avaliações
- Tutorial 3Documento8 páginasTutorial 3Azrul RidzuanAinda não há avaliações
- Hydrogen Sensors - A ReviewDocumento24 páginasHydrogen Sensors - A ReviewNaga RajuAinda não há avaliações
- Matacryl WPM: RPM Belgium VandexDocumento4 páginasMatacryl WPM: RPM Belgium VandexAlireza DehghanAinda não há avaliações
- Section 12 - Welding Consumables - HardfacingDocumento69 páginasSection 12 - Welding Consumables - HardfacingFriedrich SchwimAinda não há avaliações
- Icse Class 9 Hy Chemistry 2019Documento4 páginasIcse Class 9 Hy Chemistry 2019Naveen PrabhuAinda não há avaliações
- Asakawa 1978Documento2 páginasAsakawa 1978Omer MukhtarAinda não há avaliações
- FFCTitanium TMS2007Documento29 páginasFFCTitanium TMS2007ildaAinda não há avaliações
- Glycolic AcidDocumento8 páginasGlycolic AcidrajkamleshAinda não há avaliações
- PetrochemicalDocumento3 páginasPetrochemicalVidhi DaveAinda não há avaliações
- Lubriplate Synxtreme Fg/220 Series: ISO-9001 Registered Quality System. ISO-21469 CompliantDocumento2 páginasLubriplate Synxtreme Fg/220 Series: ISO-9001 Registered Quality System. ISO-21469 Compliantnalky1975Ainda não há avaliações
- Chapter 23Documento43 páginasChapter 23Jose Prima Boang ManaluAinda não há avaliações
- Sliding TB 105mmDocumento42 páginasSliding TB 105mmSaud AffanAinda não há avaliações
- Lab3 Propertiesofelements Vanderschilden NicoleDocumento6 páginasLab3 Propertiesofelements Vanderschilden Nicoleapi-439724349Ainda não há avaliações
- Food Analysis TechniquesDocumento42 páginasFood Analysis TechniquesPiku100% (4)
- CHM 420 Questions (Chapter 1) Measurement Matter: HAAH/2013Documento2 páginasCHM 420 Questions (Chapter 1) Measurement Matter: HAAH/2013FAtma HAnysAinda não há avaliações
- 3 - D Printer Carbon Fiber Reinforced WithDocumento17 páginas3 - D Printer Carbon Fiber Reinforced With19 CH 056 Vaishali VivekAinda não há avaliações
- Liquid-Solid Leaching ProcessDocumento49 páginasLiquid-Solid Leaching ProcessFikrie Muhd0% (1)
- New Hydrocracking Catalyst Brings Higher Diesel Yield and Increases Refiner ProfitabilityDocumento22 páginasNew Hydrocracking Catalyst Brings Higher Diesel Yield and Increases Refiner ProfitabilityPae RangsanAinda não há avaliações
- FreseDocumento140 páginasFresea9r8f4g5d4s8r0% (1)
- Chapter 16 LQDocumento4 páginasChapter 16 LQ叶子临Ainda não há avaliações
- Seite 14-15 Marsoflex Universal Chemical Hose Type 45HW PDFDocumento1 páginaSeite 14-15 Marsoflex Universal Chemical Hose Type 45HW PDFVăn Đại - BKHNAinda não há avaliações
- Chemetall - (Data Sheet) Oakite 33Documento3 páginasChemetall - (Data Sheet) Oakite 33Pubcrawl100% (1)
- Ceramic Nanoparticle SynthesisDocumento40 páginasCeramic Nanoparticle SynthesisXavier Jones100% (1)
- Viskrings Seals SDSDocumento6 páginasViskrings Seals SDSTarik ConceptAinda não há avaliações
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideNo EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideNota: 2 de 5 estrelas2/5 (1)
- Asset Integrity Management for Offshore and Onshore StructuresNo EverandAsset Integrity Management for Offshore and Onshore StructuresAinda não há avaliações
- Flow Analysis for Hydrocarbon Pipeline EngineeringNo EverandFlow Analysis for Hydrocarbon Pipeline EngineeringAinda não há avaliações
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryAinda não há avaliações
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionNo EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionNota: 4.5 de 5 estrelas4.5/5 (16)
- Industrial Piping and Equipment Estimating ManualNo EverandIndustrial Piping and Equipment Estimating ManualNota: 5 de 5 estrelas5/5 (7)
- Pipeline Integrity: Management and Risk EvaluationNo EverandPipeline Integrity: Management and Risk EvaluationNota: 4.5 de 5 estrelas4.5/5 (6)
- Well Control for Completions and InterventionsNo EverandWell Control for Completions and InterventionsNota: 4 de 5 estrelas4/5 (10)
- Pocket Guide to Flanges, Fittings, and Piping DataNo EverandPocket Guide to Flanges, Fittings, and Piping DataNota: 3.5 de 5 estrelas3.5/5 (22)
- Risk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesNo EverandRisk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesAinda não há avaliações
- Black Gold Stranglehold: The Myth of Scarcity and the Politics of OilNo EverandBlack Gold Stranglehold: The Myth of Scarcity and the Politics of OilAinda não há avaliações
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationNo EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationNota: 4.5 de 5 estrelas4.5/5 (2)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNo EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisAinda não há avaliações
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsNo EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsNota: 5 de 5 estrelas5/5 (1)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesNo EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesNota: 4 de 5 estrelas4/5 (2)
- Oil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsNo EverandOil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsAinda não há avaliações
- Subsea Valves and Actuators for the Oil and Gas IndustryNo EverandSubsea Valves and Actuators for the Oil and Gas IndustryNota: 5 de 5 estrelas5/5 (1)
- Enhanced Oil Recovery Handout: A Focus on WaterfloodingNo EverandEnhanced Oil Recovery Handout: A Focus on WaterfloodingAinda não há avaliações
- Petroleum Rock Mechanics: Drilling Operations and Well DesignNo EverandPetroleum Rock Mechanics: Drilling Operations and Well DesignNota: 5 de 5 estrelas5/5 (1)
- Compression Machinery for Oil and GasNo EverandCompression Machinery for Oil and GasKlaus BrunNota: 4 de 5 estrelas4/5 (4)