Você também pode gostar
- Mantenimiento de Una TaladradoraDocumento22 páginasMantenimiento de Una TaladradoraDavid BelloAinda não há avaliações
- Mecanizado de Conos IberDocumento12 páginasMecanizado de Conos IberDiego LimachiAinda não há avaliações
- Mantenimiento de TaladroDocumento17 páginasMantenimiento de TaladroJhon J TristanchoAinda não há avaliações
- Informe de Taller Mecanico. Torno TecsupDocumento19 páginasInforme de Taller Mecanico. Torno TecsupDerly Alarcon Alvarez67% (3)
- Informe TORNODocumento17 páginasInforme TORNOAldair AHAinda não há avaliações
- Trabajo Sobre El TornoDocumento21 páginasTrabajo Sobre El TornoAndry GomezAinda não há avaliações
- Apuntes Examen - de Torno y AccesoriosDocumento17 páginasApuntes Examen - de Torno y AccesoriosricardogeAinda não há avaliações
- Tronzado Informe AvanceDocumento57 páginasTronzado Informe AvanceCamila Mendez Soria GalvarroAinda não há avaliações
- Taladradora PDFDocumento12 páginasTaladradora PDFfreddyAinda não há avaliações
- Taladradora PDFDocumento17 páginasTaladradora PDFengaftermathAinda não há avaliações
- Informe TornoDocumento32 páginasInforme TornoJoaquin Alejandro Calatayud FloresAinda não há avaliações
- Torneado MecanicoDocumento14 páginasTorneado MecanicoRichard GallegosAinda não há avaliações
- Trabajo Final de Proceso de Mecanizado Por Arranque de ViruDocumento52 páginasTrabajo Final de Proceso de Mecanizado Por Arranque de ViruManddy Medina de SánchezAinda não há avaliações
- Practica 2 TornoDocumento10 páginasPractica 2 TornoOskarGuerreroAinda não há avaliações
- Investigacion Torno Que Es Un TornoDocumento10 páginasInvestigacion Torno Que Es Un TornoIvania Gago de RojasAinda não há avaliações
- TaladradoraDocumento8 páginasTaladradoraMiriam RamosAinda não há avaliações
- G-10 Operacion TronzadoDocumento38 páginasG-10 Operacion TronzadoMarisol Guaman rosas100% (1)
- Torno Paralelo Juan DiazDocumento9 páginasTorno Paralelo Juan DiazJuan DiazAinda não há avaliações
- Mecanica IndustrialDocumento10 páginasMecanica IndustrialGerman VeizagaAinda não há avaliações
- Monografia Final PDFDocumento52 páginasMonografia Final PDFMartin OrdoñezAinda não há avaliações
- Torno FresadoraDocumento38 páginasTorno Fresadoraromy del jesusAinda não há avaliações
- Informe de PracticaDocumento14 páginasInforme de PracticaMiguel Angel QuinteroAinda não há avaliações
- Tornos y MantenimientoDocumento28 páginasTornos y MantenimientoCarlos García0% (1)
- Astillero LuguensiDocumento20 páginasAstillero LuguensiRosa Ysabel GomezAinda não há avaliações
- Informe de Taller Mecanico Torno TecsupDocumento19 páginasInforme de Taller Mecanico Torno Tecsupalex draxAinda não há avaliações
- Proceso de Maquinado Torno-CompiladoDocumento11 páginasProceso de Maquinado Torno-Compiladojefferson castilloAinda não há avaliações
- Clases de TornoDocumento11 páginasClases de TornocamiloalvarezAinda não há avaliações
- Tecnologia Proyecto Del TornoDocumento13 páginasTecnologia Proyecto Del Tornonelzon100% (1)
- Tipos de TornosDocumento8 páginasTipos de TornosIsela JAinda não há avaliações
- Introduccuion Al MaquinadoDocumento59 páginasIntroduccuion Al MaquinadoAle HernandezAinda não há avaliações
- INTRODUCCIÒN TaladroDocumento35 páginasINTRODUCCIÒN TaladroEres La Razon De Mi Vida Corazon67% (3)
- Procesos de Manufactura Torno y FresaDocumento16 páginasProcesos de Manufactura Torno y FresaAldoFenixHernandezAinda não há avaliações
- Actividad No 1 de Procesos de Manufactura IiDocumento6 páginasActividad No 1 de Procesos de Manufactura IiWillian Camilo Quintero HuertasAinda não há avaliações
- P.3-Practica Del TornoDocumento13 páginasP.3-Practica Del TornoJesus ChimAinda não há avaliações
- Practica #7 Proceso de MaquinadoDocumento23 páginasPractica #7 Proceso de MaquinadoJonathan CabreraAinda não há avaliações
- Proceso de Máquinas HerramientasDocumento68 páginasProceso de Máquinas HerramientasNoé Lara MtzAinda não há avaliações
- TornosDocumento8 páginasTornosGabriel MolinaAinda não há avaliações
- VirutajeDocumento25 páginasVirutajeCristopher Ruiz CruzAinda não há avaliações
- Tornos y Fresadoras Procesos ManufacturasDocumento16 páginasTornos y Fresadoras Procesos ManufacturasjimmyAinda não há avaliações
- Taller Mecánico II (Torno)Documento29 páginasTaller Mecánico II (Torno)Steven Tafur RamirezAinda não há avaliações
- Maquinas y HerramientasDocumento12 páginasMaquinas y HerramientasVictor FernandezAinda não há avaliações
- El Torno Paralelo HorizontalDocumento66 páginasEl Torno Paralelo Horizontaljuan david lucumiAinda não há avaliações
- Guia de LaboratorioDocumento25 páginasGuia de LaboratorioNoelithaa Melendez AranibarAinda não há avaliações
- P. Final Caja ReductoraDocumento43 páginasP. Final Caja Reductorajahaziel lopez carrionAinda não há avaliações
- Apunte 2023 de Taller-Mecanizado I-TorneriaDocumento8 páginasApunte 2023 de Taller-Mecanizado I-Tornerialautaromonteromt47Ainda não há avaliações
- Universidad Nacional Del Altiplano Puno: Mecanizacion de Materiales Página 1Documento11 páginasUniversidad Nacional Del Altiplano Puno: Mecanizacion de Materiales Página 1Alextkm PaAinda não há avaliações
- Proy. Taladr. y Madril.-2Documento31 páginasProy. Taladr. y Madril.-2Isaid RmzAinda não há avaliações
- Taladradora de Columna.Documento3 páginasTaladradora de Columna.Néstor Galeano ArenasAinda não há avaliações
- Manual Del Participante Torno ConvencionalDocumento51 páginasManual Del Participante Torno ConvencionalDalia Martinez DelgadoAinda não há avaliações
- Informe Virutaje TornoDocumento10 páginasInforme Virutaje TornoRoger DelgadoAinda não há avaliações
- Informe de Torneado Valeria PezoDocumento19 páginasInforme de Torneado Valeria Pezorubiodanitza582Ainda não há avaliações
- Laboratorio MarlinDocumento17 páginasLaboratorio MarlinDavid BurbanoAinda não há avaliações
- Rectificado y TorneadoDocumento29 páginasRectificado y TorneadoJoaquín Rodrigo100% (1)
- TornoDocumento19 páginasTornoAnonymous SymArOhAinda não há avaliações
- Trabajo de Tipos de TornosDocumento35 páginasTrabajo de Tipos de TornosJean Paul Villa RealAinda não há avaliações
- Informe de Torno GrupoDocumento11 páginasInforme de Torno GrupobryanAinda não há avaliações
- TORNEADODocumento24 páginasTORNEADOmarcelosuani9Ainda não há avaliações
- Rectificadora 1Documento7 páginasRectificadora 1Luis VarasAinda não há avaliações
- Montaje de conjuntos y estructuras fijas o desmontables. FMEE0108No EverandMontaje de conjuntos y estructuras fijas o desmontables. FMEE0108Ainda não há avaliações
- Preparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309No EverandPreparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309Ainda não há avaliações
- CD RoomDocumento4 páginasCD Roomusuary_secretAinda não há avaliações
- At 110Documento29 páginasAt 110杨广斌Ainda não há avaliações
- Fagor Industrial: Despiece TecnicoDocumento57 páginasFagor Industrial: Despiece TecnicoBuitinės Technikos RemontasAinda não há avaliações
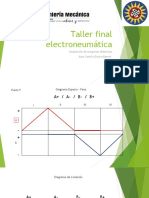
- Taller Final ElectroneumaticaDocumento41 páginasTaller Final ElectroneumaticaJuan Camilo Garcia BernalAinda não há avaliações
- Mmad Mmad-311 FormatoalumnotrabajofinalDocumento10 páginasMmad Mmad-311 FormatoalumnotrabajofinalMiguek QuitoAinda não há avaliações
- TVR-SVN070A-EM VRF-Indoor Unit Branch-TVR ULTRADocumento12 páginasTVR-SVN070A-EM VRF-Indoor Unit Branch-TVR ULTRAChess Servin PerezAinda não há avaliações
- Instalaciones EléctricasDocumento24 páginasInstalaciones EléctricasThay VaniaAinda não há avaliações
- Pets TaladroDocumento3 páginasPets TaladroSoraya Esther Melendez CarreraAinda não há avaliações
- Weed Eater ManualDocumento14 páginasWeed Eater ManualFmc2Ainda não há avaliações
- 720s-14ikb (Type 80xc) La-E581p Rev 2.a Ec Lenovo IdeapadDocumento2 páginas720s-14ikb (Type 80xc) La-E581p Rev 2.a Ec Lenovo IdeapadjorgeAinda não há avaliações
- Esquema de Operacion de Filtro de Arena Con V.multiport JacuzziDocumento1 páginaEsquema de Operacion de Filtro de Arena Con V.multiport JacuzziMagnus MartinezAinda não há avaliações
- Copia de Acta de Entrega ClientesDocumento41 páginasCopia de Acta de Entrega ClientesAndres PradoAinda não há avaliações
- Soportes en Dos PartesDocumento31 páginasSoportes en Dos PartesbigoceannusAinda não há avaliações
- Uso Seguro Del Esmeril AngularDocumento5 páginasUso Seguro Del Esmeril AngularArturo MolinaAinda não há avaliações
- 3 Montaje de Rodamientos y EjesDocumento57 páginas3 Montaje de Rodamientos y Ejespjulio001Ainda não há avaliações
- Examen Parcial PlantillaDocumento12 páginasExamen Parcial PlantillaCADILLO VILLANUEVA ALONSOAinda não há avaliações
- Formato Herramienta 2023Documento30 páginasFormato Herramienta 2023mederosrecubrimientos.ventasAinda não há avaliações
- LPCRDocumento26 páginasLPCREduardoAinda não há avaliações
- Cronogramas de Mantenimiento ProgramadoDocumento22 páginasCronogramas de Mantenimiento ProgramadoAriannys LoyoAinda não há avaliações
- Trabajo Manufactura CostosDocumento12 páginasTrabajo Manufactura CostosgustavoAinda não há avaliações
- Cotizacion Camaras BodegaDocumento4 páginasCotizacion Camaras BodegaMiguel Angel Pardo CarrilloAinda não há avaliações
- MONTAJE DE GOULDS 3196 STX y MTXDocumento3 páginasMONTAJE DE GOULDS 3196 STX y MTXhugo zambranoAinda não há avaliações
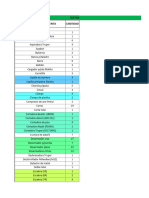
- INVENTARIO POR MARCAS ACTUALIZADO (Autoguardado)Documento26 páginasINVENTARIO POR MARCAS ACTUALIZADO (Autoguardado)GLOBALAinda não há avaliações
- Manual Decodificador 2100Documento2 páginasManual Decodificador 2100dejota1687100% (2)
- Informe Antioquia2 Batsur Al 3 Oct 2020 Denitivo PDFDocumento52 páginasInforme Antioquia2 Batsur Al 3 Oct 2020 Denitivo PDFRonie Lapoint MoralesAinda não há avaliações
- 1 Acta de Revista Del Parque de Armas As (Nueva) 10-6-2011Documento10 páginas1 Acta de Revista Del Parque de Armas As (Nueva) 10-6-2011Oggum GomezAinda não há avaliações
- Grupo8 PDFDocumento75 páginasGrupo8 PDFSantiago OrtAinda não há avaliações
- Cotización J&A SPA N°19060Documento1 páginaCotización J&A SPA N°19060Natalia Paz Villarroel FernandezAinda não há avaliações
- Diámetro Del Círculo de Bancada KTA 38Documento36 páginasDiámetro Del Círculo de Bancada KTA 38Chardy Jarith Piragua Alvarado100% (2)
- Digrama Rueda Guia Cargador 953CDocumento4 páginasDigrama Rueda Guia Cargador 953CDiego VelezAinda não há avaliações