Você também pode gostar
- Various Type of Steam TrapsDocumento46 páginasVarious Type of Steam TrapsRamesh VenugopalAinda não há avaliações
- Various Types of Trap: (A) (B) (A) (B) (C) (A) (B) (C)Documento32 páginasVarious Types of Trap: (A) (B) (A) (B) (C) (A) (B) (C)Ankit KeswaniAinda não há avaliações
- Steam TrapDocumento8 páginasSteam TrapSanket BandekarAinda não há avaliações
- Enerman - Steam TrapDocumento7 páginasEnerman - Steam TrapJM MacayananAinda não há avaliações
- Ball Float Steam Trap (Mechanical Steam Traps)Documento7 páginasBall Float Steam Trap (Mechanical Steam Traps)Heri Fadli SinagaAinda não há avaliações
- Mechanical Steam TrapsDocumento6 páginasMechanical Steam TrapspramodtryAinda não há avaliações
- Steam TrapDocumento4 páginasSteam TrapNor HishamAinda não há avaliações
- Preventing Steam Coil FailureDocumento3 páginasPreventing Steam Coil FailureSjeverAinda não há avaliações
- CEP$ Steam Trap Troubles Febr 2005 PDFDocumento6 páginasCEP$ Steam Trap Troubles Febr 2005 PDFgustav agudeloAinda não há avaliações
- Steam Trap TroublesDocumento6 páginasSteam Trap TroublesAlexander100% (1)
- CH 2mmDocumento8 páginasCH 2mmAhmed GadAinda não há avaliações
- Steam Traps & TypesDocumento21 páginasSteam Traps & TypesSyed Waqas HaiderAinda não há avaliações
- Steam Traps OkDocumento44 páginasSteam Traps Okiran1362Ainda não há avaliações
- My Steam Trap Is Good Why Doesnt It WorkDocumento9 páginasMy Steam Trap Is Good Why Doesnt It WorkrowanlimAinda não há avaliações
- Good Piping Practice Prevents Water Hammer in Steam SystemsDocumento4 páginasGood Piping Practice Prevents Water Hammer in Steam SystemsShubham GautamAinda não há avaliações
- Water Hammer in Steam LinesDocumento5 páginasWater Hammer in Steam LinesVijaita Vikas GandhiAinda não há avaliações
- Steam Traps: Used As A Energy SaverDocumento47 páginasSteam Traps: Used As A Energy SaverAnonymous w6TIxI0G8lAinda não há avaliações
- Venturi Nozzle Systems Questions and AnswersDocumento1 páginaVenturi Nozzle Systems Questions and Answersbalaji12031988Ainda não há avaliações
- Presentation TemplateDocumento18 páginasPresentation Templatesaibabu sai100% (1)
- Vacuum Making1Documento2 páginasVacuum Making1AnkurVermaAinda não há avaliações
- The Importance of Intensive Steam Trap ManagementDocumento4 páginasThe Importance of Intensive Steam Trap ManagementRobert MontoyaAinda não há avaliações
- DesuperheatersDocumento6 páginasDesuperheaterskparthypan100% (1)
- TEMPERATURE CAN PROVIDE an ESTIMATED STEAM PRESSURE Plants Can Estimate Steam and Condensate Pressures by Using Temperature Testing Devices to Detect the Temperature of the Steam Line Inlet to the Steam Trap Station and onDocumento2 páginasTEMPERATURE CAN PROVIDE an ESTIMATED STEAM PRESSURE Plants Can Estimate Steam and Condensate Pressures by Using Temperature Testing Devices to Detect the Temperature of the Steam Line Inlet to the Steam Trap Station and onJohn George LopezAinda não há avaliações
- Parte 2-Capitulo 15-RcaDocumento7 páginasParte 2-Capitulo 15-Rcaingdimitriospino_110Ainda não há avaliações
- Steam TrapDocumento7 páginasSteam TrapharishcsharmaAinda não há avaliações
- Chapter 8 Steam PipingDocumento14 páginasChapter 8 Steam PipingChen WsAinda não há avaliações
- Steam TrapsDocumento11 páginasSteam TrapsAnkit SharmaAinda não há avaliações
- Steam Trap ScienceDocumento5 páginasSteam Trap ScienceSandi AslanAinda não há avaliações
- TIN 810829 01 INFO A1 2 Automatic Drainage of Steam and Condensate Systems During Start Up and Shut Down enDocumento2 páginasTIN 810829 01 INFO A1 2 Automatic Drainage of Steam and Condensate Systems During Start Up and Shut Down enhappale2002Ainda não há avaliações
- Steam TrapDocumento5 páginasSteam TrapMrinal Kanti RoyAinda não há avaliações
- CDB Filters CatalogDocumento47 páginasCDB Filters CatalogjasonlaiymAinda não há avaliações
- Towers PPSXDocumento200 páginasTowers PPSXGapuk MaboekAinda não há avaliações
- Piping 30000Documento14 páginasPiping 30000Prasanta Kumar BeheraAinda não há avaliações
- Condenser Vacuum MarEDocumento4 páginasCondenser Vacuum MarEMayeiaElenorAinda não há avaliações
- Distillation ColumnDocumento192 páginasDistillation ColumnUbaid176100% (1)
- Purpose of Vaccum DistilationDocumento5 páginasPurpose of Vaccum DistilationChad RedwoodAinda não há avaliações
- Steam Trap Basics With Guidelines For Selection and Effective UseDocumento5 páginasSteam Trap Basics With Guidelines For Selection and Effective Usekeyur1109Ainda não há avaliações
- Chapter 8 Steam PipingDocumento14 páginasChapter 8 Steam PipingDak Serik100% (2)
- Steam Traps Wiki Seminar2Documento7 páginasSteam Traps Wiki Seminar2Ram KumaarAinda não há avaliações
- S BookDocumento6 páginasS BookNaAinda não há avaliações
- Steam TrapDocumento76 páginasSteam TrapAhmed RamzyAinda não há avaliações
- Fis128 en AqDocumento12 páginasFis128 en Aqjerin samAinda não há avaliações
- Curing: Rubber Lining Application Manual Revision Date: September 1, 2009 Section 11: Curing Page: 11 - 1Documento17 páginasCuring: Rubber Lining Application Manual Revision Date: September 1, 2009 Section 11: Curing Page: 11 - 1malika_00Ainda não há avaliações
- Deaerator MDT SeriesDocumento9 páginasDeaerator MDT Seriesz3kh4Ainda não há avaliações
- Graham - Proper Piping For Vacuum SystemDocumento5 páginasGraham - Proper Piping For Vacuum SystemAnonymous DJrec2Ainda não há avaliações
- Steam Trap ManualDocumento61 páginasSteam Trap Manualbarrysmith77Ainda não há avaliações
- Steam TrapDocumento21 páginasSteam TrapIgnacio OñateAinda não há avaliações
- Optimising Steam Systems: Part IIDocumento8 páginasOptimising Steam Systems: Part IIbk1234567Ainda não há avaliações
- Steam Trap Selection GuideDocumento5 páginasSteam Trap Selection GuidecordobaluisfAinda não há avaliações
- Armstrong Solving StallDocumento9 páginasArmstrong Solving StallsaverrAinda não há avaliações
- Proper Piping For Vacuum SystemsDocumento5 páginasProper Piping For Vacuum SystemsDowni Oader100% (1)
- EvaporatingDocumento5 páginasEvaporatingFadhil KhalidAinda não há avaliações
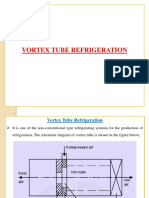
- Vortex Tube Steam Jet RefrigerationDocumento14 páginasVortex Tube Steam Jet RefrigerationDInesh KumarAinda não há avaliações
- 1 210 Desuperheaters Spirax SarcoDocumento7 páginas1 210 Desuperheaters Spirax SarcoNaeemSiddiquiAinda não há avaliações
- Steam Traps - Failure ModesDocumento4 páginasSteam Traps - Failure ModesMalik DaniyalAinda não há avaliações
- Inspections and Survey Procedures in Auxiliary BoilerDocumento16 páginasInspections and Survey Procedures in Auxiliary BoilerkrishnaAinda não há avaliações
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingNo EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingNota: 5 de 5 estrelas5/5 (3)
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitAinda não há avaliações
- Thermodynamic Properties of Methylene Chloride: PresentDocumento15 páginasThermodynamic Properties of Methylene Chloride: PresentKailas NimbalkarAinda não há avaliações
- Abhijit Lagare 2018 - 3Documento3 páginasAbhijit Lagare 2018 - 3Kailas NimbalkarAinda não há avaliações
- Problem Solving in Solid Waste Engineering: January 2012Documento66 páginasProblem Solving in Solid Waste Engineering: January 2012Kailas Nimbalkar100% (1)
- Radhika Waste ManagementDocumento28 páginasRadhika Waste ManagementKailas NimbalkarAinda não há avaliações
- MKT 078 04 AG ST Bioactive Surface TreatmentDocumento2 páginasMKT 078 04 AG ST Bioactive Surface TreatmentKailas NimbalkarAinda não há avaliações
- PROPOSAL OF GREEN HC - MSW - Eng - Ver.1Documento77 páginasPROPOSAL OF GREEN HC - MSW - Eng - Ver.1Kailas NimbalkarAinda não há avaliações
- Cash VoucherDocumento6 páginasCash VoucherKailas NimbalkarAinda não há avaliações
- E-Way Bill System-DELIVERY CHALLAN-1Documento1 páginaE-Way Bill System-DELIVERY CHALLAN-1Kailas NimbalkarAinda não há avaliações
- StepsDocumento1 páginaStepsKailas NimbalkarAinda não há avaliações
- Bharti Tools Payment 12980Documento1 páginaBharti Tools Payment 12980Kailas NimbalkarAinda não há avaliações
- Y Strainer 50mmDocumento1 páginaY Strainer 50mmKailas NimbalkarAinda não há avaliações
- OPERATIONS-Hyderabad CompressedDocumento16 páginasOPERATIONS-Hyderabad CompressedKailas NimbalkarAinda não há avaliações
- BSF CatalogDocumento2 páginasBSF CatalogKailas NimbalkarAinda não há avaliações
- Purpose Code ListDocumento12 páginasPurpose Code ListKailas NimbalkarAinda não há avaliações
- Smart OrbitersDocumento2 páginasSmart OrbitersKailas NimbalkarAinda não há avaliações
- Assure Solutions: Hydro Test ReportDocumento1 páginaAssure Solutions: Hydro Test ReportKailas NimbalkarAinda não há avaliações
- Specification Sheet: Case I Case Ii Operating ConditionsDocumento1 páginaSpecification Sheet: Case I Case Ii Operating ConditionsKailas NimbalkarAinda não há avaliações
- MDC PT ChartDocumento2 páginasMDC PT ChartKailas NimbalkarAinda não há avaliações
- Safety Shoes OrderDocumento1 páginaSafety Shoes OrderKailas NimbalkarAinda não há avaliações
- Basket Strainer PDC 350NBDocumento1 páginaBasket Strainer PDC 350NBKailas Nimbalkar0% (1)
- Conical Strainer PDC 40NBDocumento1 páginaConical Strainer PDC 40NBKailas Nimbalkar0% (1)
- Jo - Mc.Donough. ESP in Perspective A Practical Guide. London. Collin ELT. 1984. p.3Documento6 páginasJo - Mc.Donough. ESP in Perspective A Practical Guide. London. Collin ELT. 1984. p.3Falihatul Kholidiyah100% (1)
- Valuing Construction Variation by Using PWA, FIDIC, ICWMF and CEDA Fluctuation Formula MechanismDocumento5 páginasValuing Construction Variation by Using PWA, FIDIC, ICWMF and CEDA Fluctuation Formula MechanismAzman YahayaAinda não há avaliações
- Final ExamDocumento2 páginasFinal ExamblacmsAinda não há avaliações
- Proac Studio 100: Monitor Level Performance From An Established Compact DesignDocumento2 páginasProac Studio 100: Monitor Level Performance From An Established Compact DesignAnonymous c3vuAsWAAinda não há avaliações
- Simulation of 1,3-Butadiene Extractive Distillation Process Using N-Methyl-2-Pyrrolidone SolventDocumento7 páginasSimulation of 1,3-Butadiene Extractive Distillation Process Using N-Methyl-2-Pyrrolidone SolventAA0809Ainda não há avaliações
- Potassium Permanganate CARUSOL CarusCoDocumento9 páginasPotassium Permanganate CARUSOL CarusColiebofreakAinda não há avaliações
- A B&C - List of Residents - VKRWA 12Documento10 páginasA B&C - List of Residents - VKRWA 12blr.visheshAinda não há avaliações
- SBU PlanningDocumento13 páginasSBU PlanningMohammad Raihanul HasanAinda não há avaliações
- Cpa f1.1 - Business Mathematics & Quantitative Methods - Study ManualDocumento573 páginasCpa f1.1 - Business Mathematics & Quantitative Methods - Study ManualMarcellin MarcaAinda não há avaliações
- Isp List MatiurDocumento3 páginasIsp List Matiurmatiur7Ainda não há avaliações
- CrumpleZonesSE (Edit)Documento12 páginasCrumpleZonesSE (Edit)Dah Unknown MarksmenAinda não há avaliações
- PC2000-8 Spec SheetDocumento20 páginasPC2000-8 Spec SheetNeeraj ChauhanAinda não há avaliações
- Philips fwt9200Documento37 páginasPhilips fwt9200Alex BrazAinda não há avaliações
- Instructional Decision MakingDocumento5 páginasInstructional Decision Makingapi-257693907Ainda não há avaliações
- SAMPLE Forklift Safety ProgramDocumento5 páginasSAMPLE Forklift Safety ProgramSudiatmoko SupangkatAinda não há avaliações
- Membrane and TransportDocumento25 páginasMembrane and TransportHafsa JalisiAinda não há avaliações
- Lesson 7Documento6 páginasLesson 7Jeya Plays YTAinda não há avaliações
- Cyanocobalamin Injection Clinical Pharmacology Drug MonographDocumento36 páginasCyanocobalamin Injection Clinical Pharmacology Drug MonographLaureyAinda não há avaliações
- Math Habits of MindDocumento12 páginasMath Habits of MindAzmi SallehAinda não há avaliações
- Project in Precal: Mary Joyce MolinesDocumento11 páginasProject in Precal: Mary Joyce MolinesJaja KeykAinda não há avaliações
- TRUMPF Marking Laser BrochureDocumento48 páginasTRUMPF Marking Laser BrochureKKM SBAinda não há avaliações
- Assignment On Unstable or Astatic Gravimeters and Marine Gravity SurveyDocumento9 páginasAssignment On Unstable or Astatic Gravimeters and Marine Gravity Surveyraian islam100% (1)
- 2009-04-CEN-TC121 N1574 Working Programme CEN TC 121Documento28 páginas2009-04-CEN-TC121 N1574 Working Programme CEN TC 121Manuel ValenteAinda não há avaliações
- Transformational Leadership in The UmcDocumento17 páginasTransformational Leadership in The Umcapi-202352366Ainda não há avaliações
- Asian RegionalismDocumento15 páginasAsian RegionalismLiezel AalaAinda não há avaliações
- Cesars WayDocumento20 páginasCesars WayToni TursićAinda não há avaliações
- AromatherapyDocumento15 páginasAromatherapymurrmurreAinda não há avaliações
- Understanding PumpDocumento113 páginasUnderstanding Pumpnyr1981_942955963100% (5)
- The Four Types of Gaps and How To Play Them PDFDocumento17 páginasThe Four Types of Gaps and How To Play Them PDFshaikiftakar100% (2)
- თინათინ ზურაბიშვილი, თვისებრივი მეთოდებიDocumento111 páginasთინათინ ზურაბიშვილი, თვისებრივი მეთოდებიNino LomaiaAinda não há avaliações