Escolar Documentos
Profissional Documentos
Cultura Documentos
Simulaçao Modal Maritimo e Rodoviario
Enviado por
jesserabeloTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Simulaçao Modal Maritimo e Rodoviario
Enviado por
jesserabeloDireitos autorais:
Formatos disponíveis
XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
A Utilizao da Simulao para Anlise e Escolha de Modal de Transporte
Carlos Cesar de Moraes Santos (COPPE/UFRJ) carlos.santos@natcobrasil.com.br Ilton Curty Leal Jr (PPGEN/UFRRJ) ilton@servilogsolucoes.com.br Virglio Jos Martins Ferreira Filho (COPPE/UFRJ) virgilio@ufrj.br
Resumo O gerenciamento efetivo da cadeia de suprimento tem fundamental importncia para a maximizao do valor global gerado por uma empresa. A simulao computacional pode ser utilizada de modo que os gestores tenham a possibilidade de tomar decises frente a problemas de natureza complexa. Diante do contexto de necessidade de integrao e exigncia de melhor desempenho o presente trabalho tem por objetivo apresentar um caso prtico de aplicao de simulao utilizando-se o sistema ProModel, seguindo-se os passos bsicos para o desenvolvimento de um projeto. A situao envolve a mudana da planta de fabricao de uma grande empresa do ramo de higiene pessoal, do estado de So Paulo para Recife. Nesta situao observa-se um grande impacto nos custos de transporte e disponibilidade de matria-prima para produo. Palavras-chave:Simulao, Cadeia de Suprimentos, Transporte Multimodal 1. INTRODUO Cada vez mais as empresas tm buscado a melhoria de seus processos, reduo de custos e melhor aproveitamento de seus recursos. A forte concorrncia aliada s mudanas radicais proporcionadas pela globalizao e desenvolvimento da tecnologia tem impulsionado s empresas a buscarem solues que permitam uma melhor performance e desempenho. A melhoria de produtividade passou de desejo a necessidade, num mundo cada vez mais marcado pela globalizao de mercados e pela velocidade de tecnologia da informao, onde as empresas vencedoras so aquelas que respondem de forma rpida e flexvel s necessidades de seus clientes. As empresas que se destacam pela excelncia logstica utilizam intensivamente tecnologias, como por exemplo a simulao computacional que tem se destacado como uma das ferramentas de crescente utilizao de gesto. Neste trabalho a simulao utilizada como ferramenta para anlise do modal de transporte mais adequado. estudado um caso que contempla o transporte de grande quantidade de material entre pontos distantes. Devido as localizaes dos pontos a serem interligados e as caractersticas do produto, uma anlise prvia apontou que os modais que mais se adequam a situao so os modais rodovirio e martimo. So consideradas duas possibilidades, abordando estes dois modais de transporte. A primeira considera exclusivamente o transporte rodovirio e a segunda contempla a integrao dos modais martimo e rodovirio. O modal rodovirio apesar de apresentar uma maior segurana em termos de confiabilidade no prazo de entrega possui custos elevados quando aplicado a longas distncias. No caso da multimodalidade citada os custos podem ser reduzidos em percentual significativo conforme apresentado nos resultados deste estudo.
XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
O presente artigo est organizado da seguinte forma. Na seo 2 se faz um breve resumo da metodologia utilizada a simulao. A seguir se situa o problema a ser tratado dentro do contexto de cadeia de suprimento e transportes. A seo 4 desenvolve o estudo de caso citado acima. Finalmente as concluses do estudo so apresentadas. 2. SIMULAO Cada vez mais a simulao se destaca como uma poderosa ferramenta no desenvolvimento de sistemas mais eficientes e no apoio tomada de deciso (SALIBY; 1999). Pode se dizer que a simulao consiste no processo de experimentao, atravs do desenvolvimento de um modelo que replica o funcionamento de um sistema real ou idealizado, para determinar como o sistema responder a mudanas em sua estrutura, ambiente ou condies de contorno (HARRELL ET AL, 2002). Um modelo a representao real de um sistema. Deve conter informaes suficientemente detalhadas para responder aos propsitos da simulao. Um evento uma ocorrncia que muda o estado do sistema. Os modelos so abordados como de eventos discretos ou contnuos. Modelos de eventos discretos representam os componentes de um sistema e suas interaes. Como por exemplo, a chegada de um recurso para um determinado servio, o comeo ou o final da atividade. Um evento discreto uma ao instantnea que ocorre em um nico momento (HARRELL ET AL, 2002). Em contraste, modelos de eventos contnuos representam sistemas cujos estados so baseados em variveis dependente que mudam continuamente com o passar do tempo (BANKS ET AL, 2001). 2.1.Projeto da simulao Um projeto de simulao consiste no processo de construo de um modelo que pode ser dividido em etapas. Definies similares a dos passos descritos a seguir podem ser encontradas em LAW & KELTON (2000) e BANKS ET AL (2001). - Formulao do problema e definio dos objetivos: Todos os estudos em simulao comeam com a formulao do problema. Esta definio deve ser devidamente acordada e entendida entre as partes envolvidas (clientes e os construtores do modelo). Os objetivos de um estudo de simulao fluem naturalmente a partir da definio do problema (HARRELL ET AL, 2002). - Formulao e planejamento do modelo: Um plano inicial deve identificar os dados necessrios, fontes de informaes e os meios para obt-los. O foco principal deve ser a captura destas condies e fatos que devero servir de suporte para os objetivos do estudo. O modelo deve ser bem planejado de modo que suas sadas se tornem boas respostas para os tomadores de deciso. - Coleta de dados: A coleta de dados um processo contnuo. medida que o estudo de simulao progride os dados macro sero incorporados ao modelo e a coleta de micro dados receber ateno crescente. Segundo LEEMIS (2003) existem duas abordagens a respeito da coleta de dados. A primeira a clssica onde os dados so disponveis para a coleta imediata. A segunda trata de uma abordagem exploratria onde o construtor do modelo no possui dados mo e por isso deve elaborar meios de obter as informaes envolvendo as pessoas que fazem parte do processo. A primeira abordagem melhor em termos de controle e confiabilidade e a segunda em termos de custo. - Desenvolvimento do modelo: O modelo normalmente iniciar como uma abstrao conceitual do sistema, com crescentes nveis de detalhes adicionados medida que se procede
XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
o seu desenvolvimento. O modelo conceitual se tornar um modelo lgico no instante em que o processamento de eventos e os relacionamentos entre os eventos estejam definidos(HARRELL ET AL, 2002). - Verificao: O modelo est pronto para ser verificado quando ele funciona da maneira como o construtor do modelo pretendia. Pode ser efetuada rodando-se a simulao e monitorando-se de perto sua operao. - Validao: A validao deve ser um esforo cooperativo em equipe entre o construtor do modelo, potenciais usurios e pessoas envolvidas com a operao real do sistema. Em geral, o construtor do modelo faz uma exposio para validar a forma como ele se relaciona com o sistema existente. - Experimentao: Esta a fase na qual as diversas alternativas sero testadas. Alm disso, podem ser traados os cenrios para anlise de sensibilidade do tipo What if, para avaliar os efeitos de possveis alteraes antes que ocorram no sistema real. - Anlise dos resultados e apresentao: Os resultados de sada devem ser documentados para cada configurao do modelo. Nesta fase o construtor do modelo deve se preocupar em documentar no apenas a alternativa que apresenta o melhor resultado, mas tambm registrar outras alternativas que permitam a observao de tendncias que podem sugerir consideraes adicionais. - Implementao: Nesta fase ser implementada a alternativa definida. 2.2. O sistema de simulao ProModel O Promodel uma ferramenta de simulao e animao, desenhada para modelagem de processos de diversos tipos (HARRELL & PRICE, 2003). A ferramenta disponibiliza elementos pr-definidos que permitem modelar uma grande variedade de processos. Em situaes especiais, ainda possvel incluir linhas de programao. So ainda disponibilizadas pelo sistema vrias funes de distribuio de probabilidades, que permitem modelar diferentes situaes da realidade. O desenvolvimento do modelo grfico e orientado ao objeto. Todos os resultados de simulao podem ser visualizados com informaes grficas agrupadas por tipo de objetivo ou apresentada em formato de planilha permitindo um acesso rpido e intuitivo. 3. CADEIA DE SUPRIMENTOS E TRANSPORTE 3.1. Cadeia de Suprimentos Uma cadeia de suprimentos engloba todos os estgios envolvidos, direta ou indiretamente, no atendimento de um pedido ao cliente e tem o objetivo de maximizar o valor global gerado, que pode ser entendido como a diferena entre o valor do produto final para o cliente e o esforo realizado por toda a cadeia para atender o seu pedido (CHOPRA & MEINDL, 2003). A crescente competitividade no mundo dos negcios aliada s mudanas radicais proporcionadas pela globalizao da economia e incremento de tecnologia tem levado as empresas a se preocuparem e se aprofundarem em estudos de identificao, avaliao e comparao de alternativas operacionais. A distribuio fsica deve preocupar-se com localizao estratgica, porque custos adicionais de estocagem podem ser compensados por menor custo global de transporte ou vice-versa. Tudo isso, claro focando nos clientes e na melhora do nvel de servio. De
XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
acordo com BALLOU (2001) a administrao da distribuio fsica tarefa desenvolvida em trs nveis: - Estratgico como deve ser nosso sistema de distribuio; - Ttico como o sistema de distribuio pode ser utilizado da melhor maneira possvel; - Operacional aplicao prtica do sistema de distribuio. Para alcanar estes trs nveis devem ser considerados a compensao nos custos, o conceito do custo-total e o conceito do sistema-total. As solues globais, ou sistemas integrados, embasadas no uso intensivo da tecnologia da informao e possibilitando a disponibilizao da informao em base de dados comum surgem como uma ferramenta para um contexto globalizado. 3.2. Transporte Para a maioria das empresas, o transporte a atividade logstica mais importante principalmente porque absorve, em mdia, de um a dois teros dos custos logsticos. A rea de transportes tem importncia fundamental no desenvolvimento econmico de um pas. Vrias so as modalidades de transporte utilizadas pelas organizaes. O modal de transporte mais adequado varia com as atividades da rede logstica, devendo ser determinado por alguns critrios, tais como: custo, tempo mdio de entrega e perdas e danos. No Brasil, a partir da dcada de 1950, com o estmulo que houve a industria automobilstica, as rodovias passaram a ser, em escala cada vez maior, o meio mais utilizado para o transporte de mercadorias, tendo uma participao muito importante na economia. Neste trabalho estudado um caso que contempla o transporte de grande quantidade de material entre pontos distantes. Devido as localizaes dos pontos a serem interligados e as caractersticas do produto, uma anlise prvia apontou que os modais que mais se adequam a situao so os modais rodovirio e martimo. So consideradas duas possibilidades, abordando estes dois modais de transporte. A primeira considera exclusivamente o transporte rodovirio e a segunda contempla a integrao dos modais martimo e rodovirio. O modal rodovirio apesar de apresentar uma maior segurana em termos de confiabilidade no prazo de entrega possui custos elevados quando aplicado a longas distncias. No caso da multimodalidade citada os custos podem ser reduzidos em percentual significativo conforme apresentado nos resultados deste estudo. 4. APLICAO PRTICA DA SIMULAO O presente estudo de caso envolve uma situao de fornecimento de matria-prima atravs de um nico fornecedor na Amrica Latina para uma grande empresa que atua no ramo de higiene pessoal. A planta do fabricante da matria-prima est localizada na cidade de Niteri RJ e a unidade da empresa que compra este produto, neste trabalho denominada cliente, est situada em Ipojuca PE. Atualmente, a unidade do cliente localizada em So Paulo, a responsvel pela fabricao do produto final. Devido a fatores no tratados neste trabalho, a planta da cidade de Ipojuca ser a responsvel pelo processamento do produto. Desse modo, o transporte exclusivamente rodovirio que na situao anterior era plenamente justificado, passaria a ter um custo muito elevado, ocasionando perda de competitividade. Como forma de minimizar custos e ter um maior controle da cadeia de suprimentos, esto sendo consideradas as seguintes medidas:
XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
- Utilizao do modal martimo em conjunto com o rodovirio na operacionalizao do transporte; -Contratao de um operador logstico para gesto estratgica do ciclo de transporte, possibilitando uma viso global da cadeia de suprimento; - Contratao de um armador para o transporte martimo por cabotagem. Neste trabalho, a simulao utilizada como ferramenta para anlise do novo fluxo de transporte com a introduo do modal martimo, antes mesmo de sua implementao, em contrapartida a utilizao do modal rodovirio. 4.1. O problema Os procedimentos descritos a seguir foram idealizados em esforos conjuntos envolvendo o construtor do modelo e as partes envolvidas. O ciclo de fornecimento inicia no momento do envase do produto na fbrica do Rio de Janeiro. O produto ser colocado em contineres do tipo isotanque e transportado via modal rodovirio at o porto do Rio de Janeiro. Os contineres cheios permanecero neste porto at a chegada do navio que far o transporte at o porto de Suape. Atualmente o armador tem disponibilidade de dois navios para cabotagem. Os contineres sero desembarcados no porto de Suape e transportados at a planta do fabricante do produto final, de acordo com a demanda. Neste momento ser realizado o abastecimento do silo. Uma vez vazio, o continer transportado via modal terrestre, de volta ao porto de Suape, onde aguardar o navio para transport-lo at o porto do Rio de Janeiro. Aps o desembarque, o continer vazio dever ser levado at um local onde passar por um processo de limpeza. Depois disso, o continer retorna planta do fabricante, onde novamente o produto ser envasado e o ciclo novamente iniciado. A figura a seguir ilustra o processo acima citado:
RIO DE JANEIRO PERNAMBUCO
FABRICANTE CLIENTE
N(7,2) DIAS
PORTO DO RIO DE JANEIRO
PORTO DE SUAPE
N(5,2) DIAS
LEGENDA: Fluxo Isotanque Cheio ESTAO DE LIMPEZA Fluxo Isotanque Vazio
Figura 01: Fluxograma de suprimento da matria-prima Fonte: Dados do Estudo 4.2. Objetivos De acordo com SALIBY (1999), a simulao indicada para sistemas onde as conseqncias das relaes entre seus diversos componentes no so conhecidas a priori e dificilmente traduzidas de uma maneira analtica. A partir do problema apresentado anteriormente foram definidos quatro objetivos principais para a simulao:
XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
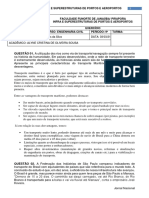
i. Estabelecimento de uma melhor compreenso sobre a natureza dos processos transporte, envase, abastecimento e limpeza dos isotanques, antes de suas implementaes; ii. Definio da quantidade inicial de isotanques a serem adquiridos pelo fabricante e que sero introduzidos no ciclo. iii. Previso do custo de armazenagem nos portos. Como s haver estoque em processo, no tanque ou nos portos, devem ser estimados quantos dias so necessrios, alm dos dias livres cedidos, para permanncia dos isotanques nos portos do Rio de Janeiro e Suape. Atualmente, existe um limite sem custo adicional de quinze dias de permanncia no porto do Rio de Janeiro, e no porto de Suape de dez dias para isotanques cheios e de oito dias para isotanques vazios. Em funo da necessidade, foi considerado neste estudo que no h a possibilidade de estoque de isotanques nos ptios do fabricante ou do cliente. iv. Previso do custo total de transporte 4.3.Formulao e planejamento do modelo e coleta de dados Esta fase foi realizada de forma exploratria a partir de questionrios feitos pelo construtor do modelo e reunies com as pessoas envolvidas no processo. 4.4. Desenvolvimento do modelo, verificao e validao A seguir so apresentadas as premissas adotadas para a modelagem dos macroprocessos - Envase do produto: Ser utilizado um silo exclusivo no envase de um isotanque de 29 toneladas. No modelo considerado que existe uma capacidade de envase de apenas um isotanque por vez. - Transporte rodovirio fabricante x porto do Rio de Janeiro: Sero utilizados veculos do tipo carreta prancha para o transporte dos isotanques cheios. Este processo contar com a utilizao de dois veculos dedicados. Cada um carrega um isotanque por vez. - Transporte martimo porto do Rio de Janeiro x porto de Suape: Neste caso, o Armador contratado pelo fabricante utiliza dois navios para a operao de cabotagem, geralmente, com uma viagem para o sul e outra para o norte, possuindo sadas quinzenais de ambos os portos. Foi estimado um tempo para o processo de embarque dos isotanques e permanncia total do navio no porto. O mesmo foi feito para o desembarque. - Transporte rodovirio Porto de Suape x cliente: Sero utilizados veculos do tipo carreta prancha para o transporte dos isotanques cheios at a unidade do cliente tratada no estudo. Este processo contar com a utilizao de dois veculos dedicados. O modelo utilizado neste processo ser da seguinte forma: Os veculos carregam os isotanques no porto de Suape, se dirigem at a fbrica do cliente, onde aguardam o abastecimento do silo. Depois retornam ao porto de Suape com os isotanques vazios. - Abastecimento do tanque: Esta operao realizada na unidade do cliente e considera-se o abastecimento de um container por vez. A capacidade esttica dos tanques tambm objeto deste estudo. A lgica utilizada na simulao determina que o ponto de pedido seja o volume equivalente a um isotanque, que deve ser buscado no porto onde se encontra. Outra premissa para este modelo que no h consumo da matria-prima aos domingos.
XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
- Transporte rodovirio cliente x porto de Suape: Trajeto de retorno ao porto de Suape com os isotanques vazios. - Transporte martimo Porto de Suape x Porto do Rio de Janeiro: acontece as mesmas condies do transporte Rio de Janeiro x Suape, porm os isotanques embarcados estaro vazios. - Transporte rodovirio Porto do Rio de Janeiro x estao de limpeza dos isotanques: Antes de retornarem ao fabricante, os isotanques devem passar por um processo de limpeza em Duque de Caxias - RJ. Sero utilizados veculos do tipo carreta prancha para o transporte dos isotanques at o local da limpeza. - Estao de limpeza dos isotanques: Este local tem a capacidade de atender at um isotanque por vez. No ptio pode existir uma fila com tamanho de at quinze isotanques. - Transporte rodovirio estao de limpeza dos isotanques x fabricante: Os isotanques limpos retornam fbrica para novamente serem envasados e assim o ciclo de suprimento novamente iniciado. Outras consideraes: - Transporte rodovirio fabricante x cliente: para alguns cenrios utilizado este tipo de transporte para garantir a segurana do fornecimento. Cada carreta tem capacidade de trinta toneladas. Nesta situao, a carreta tem prioridade no envase e abastecimento do silo. - Run time: O tempo total considerado na simulao de 360 dias para todos os cenrios. Antes de rodar a simulao, assumi-se que o tanque est completamente cheio. determinada uma quantidade inicial de isotanques cheios nos portos de Suape e do Rio de Janeiro. A soma desta quantidade inicial representa o total de isotanques que estaro no processo durante toda a simulao. - Foi considerado que na estao de limpeza, na unidade do cliente e na planta do fabricante s h operao de segunda a sexta-feira em um nico turno de 8h s 16h. - O critrio de segurana foi estabelecido em dias de estoque de acordo com o consumo do cliente. Para o estudo em questo foram estabelecidos trs graus de risco. O primeiro quando a quantidade total de produto disponvel em Pernambuco (tanque mais porto) fica menor do que quatro dias de consumo, que uma mdia de tempo de trnsito rodovirio entre a fbrica em Niteri e o cliente em Ipojuca. O segundo ponto crtico ficou estabelecido em trs dias e o terceiro quando a quantidade chega a zero. Neste caso so computados os dias que o cliente permaneceu com estoque zero. Por trs meses foram feitas reunies e simulaes com a participao do construtor do modelo, cliente e fornecedor da matria-prima.
4.5. Experimentao, anlise de resultados e apresentao e implementao Aps a anlise e validao foram elaboradas diversas alternativas que deram origem a quatro cenrios-base, conforme ilustrado na tabela a seguir:
XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
PREMISSAS Capacidade tanque Cliente Demanda Quantidade Inicial Isotanque cheios Suape Quantidade Inicial Isotanque cheios Rio de Janeiro Sadas semanais Carretas Niteri X Ipojuca
CENRIO 1 174 t T(22.6,28,33.6) t/dia 21 14
CENRIO 2 174 t T(22.6,28,33.6) t/dia 19 11
CENRIO 3 174 t Constante 33.6 t/dia 19 11
CENRIO 4 374 t T(22.6,28,33.6) t/dia 20 12
CENRIO 1 CENRIO 2 CENRIO 3 RESULTADOS No. De vezes que Estoque 3 3 4 Total fica menor que 4 dias de consumo No. De vezes que Estoque 1 2 2 Total fica menor que 3 dias de consumo No. de vezes que o 1 0 0 estoque total vai a zero. Qtd. De dias de estoque 3 0 0 total zero Mdia Mensal Demurrage R$ 4.913,50 R$ 5.104,46 R$ 5.113,14 total Mdia mensal de custo de transporte rodo-martimo R$ 118.466,00 R$ 100.160,00 R$ 101.758,00
CENRIO 4 2
2 0 0 R$ 3.430,46
R$ 116.102,00
Mdia mensal de custo de R$ transporte rodovirio Niteri X Ipojuca TOTAL TRANSPORTE R$ 123.379,50 DEMURRAGE
R$
46.800,00
R$
93.600,00
R$
R$ 152.064,46
R$ 200.471,14
R$ 119.532,46
Tabela 01: Premissas e resultados dos cenrios Fonte: Dados do estudo
No cenrio 1 so adquiridos 35 isotanques (21 inicialmente em Suape e 14 no Rio de Janeiro), porm no previsto qualquer investimento em novas instalaes como aumento da capacidade esttica do tanque. De acordo com este modelo por trs vezes o total de produto disponvel em Pernambuco fica menor do que quatro dias de consumo e por uma vez o estoque vai a zero, conforme grfico a seguir:
XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
Cenrio 1
Grfico 01: Curva da quantidade total de matria-prima disponvel em Pernambuco e variao da demanda no cenrio 1. Fonte: Dados do estudo J no caso do cenrio 2 a quantidade de isotanques adquiridos reduz para 30 e acrescenta-se ao processo uma carreta de trinta toneladas uma vez por semana para garantir a confiabilidade no abastecimento. Neste caso o custo total aumenta em relao ao cenrio 1, porm fica garantido que o estoque no cliente no chegue a zero, diminuindo o risco do processo.
Grfico 02: Curva da quantidade total de matria-prima disponvel em Pernambuco e variao da demanda no cenrio 2. Fonte: Dados do estudo O cenrio 3 considera uma taxa de demanda constante 20% maior que a mdia. Nesta situao, o nmero de isotanques permanece igual ao cenrio 2 e so acrescentadas ao
XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
processo duas carretas de trinta toneladas, uma vez por semana. Este foi o cenrio que apresentou o pior resultado, pois o custo de transporte maior e o risco de se trabalhar com estoque baixo aumenta.
Grfico 03: Curva da quantidade total de matria-prima disponvel em Pernambuco e variao da demanda no cenrio 3. Fonte: Dados do estudo No ltimo cenrio delineado, considerado alm de um aumento na capacidade do tanque no cliente em 200 toneladas uma reduo de trs unidades na quantidade de isotanques adquiridos comparando-se com o cenrio 1. No existe o acrscimo de carretas para transporte semanal e a taxa de demurrage diminui em funo do aumento da capacidade esttica do tanque. Desconsiderando o investimento inicial no aumento de capacidade, foi o cenrio que apresentou o melhor resultado de custos totais e tambm mostra um risco menor que os cenrios anteriores.
Grfico 04: Curva da quantidade total de matria-prima disponvel em Pernambuco e variao da demanda no cenrio 4. Fonte: Dados do estudo
10
XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
Neste estudo tambm foi considerada a hiptese da utilizao de transporte exclusivamente rodovirio entre Niteri e Ipojuca. Apesar desta modalidade representar uma maior segurana na data de entrega, os resultados de custos de transporte de todos os cenrios ficaram significamente abaixo do custo que teria esta modalidade (Entre 25% a 100 %).
5. CONCLUSO A simulao se mostrou uma ferramenta muito importante na concepo de como ser o funcionamento dos processos. Seus resultados formaram uma base slida para a deciso sobre quais investimentos sero realizados, quer seja no aumento do tanque, ou na quantidade a ser adquirida de isotanques. A anlise que foi feita para os resultados no se preocupou apenas em mostrar a quantidade mnima disponvel em Pernambuco ocorrida ao final do perodo de 360 dias, mas incluiu tambm a quantidade de vales na curva do estoque abaixo de um nvel de segurana, o que foi chamado de grau de risco. Em nenhum dos cenrios idealizados, a curva de quantidade total teve um comportamento plenamente estvel, isto , em algum momento esta quantidade foi menor que o estoque de segurana (4 dias de consumo). Este fato poderia ser facilmente resolvido, aumentando-se significamente a capacidade total do tanque, ou o nmero de isotanques introduzidos no ciclo de suprimento. Porm, isto elevaria demasiadamente o custo no investimento. Como forma de contrabalancear o total de investimento com a operao ideal, ser utilizado o primeiro cenrio como exemplo. Foi visto que em apenas trs vezes a quantidade total de matria-prima foi menor do que o estoque de segurana de 4 dias e que em apenas uma vez a quantidade chegou a zero. neste momento que pode entrar a gesto estratgica do operador logstico, prevendo como vai se comportar o estoque e se antecipar. Em perodos crticos como estes, ele pode acionar algumas carretas para o transporte rodovirio entre Niteri e Ipojuca e desse modo, garantir que no haver parada de produo por falta de estoque de matria-prima.
11
XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004
6. REFERNCIAS BIBLIOGRFICAS BALLOU, Ronald H. Gerenciamento da Cadeia de Suprimentos Porto Alegre, Bookman, 2001. BANKS, J. ET AL. Discrete-Event System Simulation - Upper Saddle River, N. J. PrenticeHall, 2001. CHOPRA, Sunil & MEINDL, Peter. Gerenciamento da Cadeia de Suprimentos: Estratgia, Planejamento e Operao - So Paulo, Prentice Hall, 2003. CHEN, E. JACK, LEE, Young & SELIKSON, Paul L. A Simulation Study of Logistics Activities in a Chemical Plant. Simulation Modelling Pratice and Theory, v.10, p.235-245, 2002. HARRELL, Charles R. ET AL. Simulao otimizando os sistemas So Paulo, Instituto IMAM, 2002. HARRELL, Charles R. & PRICE, Rochelle N. Simulation Modeling Using ProModel Technology, Proceedings of the 2003 Winter Simulation Conference, Institute of Electrical and Electronics Engineers, Piscataway, New Jersey, p. 175- 181, 2003. LAW, A. M. & KELTON, W. D. X. Simulation Modeling and Analysis - New York, McGraw-Hill, 2000. LAW, Averill M. How to Conduct a Successful Simulation Study. Proceedings of the 2003 Winter Simulation Conference, Institute of Electrical and Electronics Engineers, Piscataway, New Jersey, p.66 70, 2003. LEEMIS, Lawrence. Input Modeling Techniques for Discrete-Event Simulations. Proceedings of the 2001 Winter Simulation Conference, Institute of Electrical and Electronics Engineers, Piscataway, New Jersey, p. 62 73, 2001. SALIBY, Eduardo. Tecnologia de informao: Uso da Simulao para Obteno de Melhorias em Operaes Logsticas. Artigos CEL, Centro de Estudos em Logstica, Disponvel em: <www.cel.coppead.ufrj.br/fs-public.htm>, 1999. VALENTIN, Edwin C. & VERBRAECK, Alexander. Guidelines for designing simulation building blocks. Proceedings of the 2002 Winter Simulation Conference, Institute of Electrical and Electronics Engineers, Piscataway, New Jersey, p. 563-571, 2002.
12
Você também pode gostar
- GlossrioHidrovirioREV05 PDFDocumento228 páginasGlossrioHidrovirioREV05 PDFadautoAinda não há avaliações
- Perguntas Sobre Transporte MarítimoDocumento5 páginasPerguntas Sobre Transporte MarítimoAlcyon RicardoAinda não há avaliações
- Curso Básico de Conferência de Carga (CBCCDocumento19 páginasCurso Básico de Conferência de Carga (CBCCosmaraujo100% (1)
- Trabalho de TeoriaaoaiDas FilasDocumento19 páginasTrabalho de TeoriaaoaiDas FilasJéssica Nogueira100% (1)
- Evolução Dos Transportes No BrasilDocumento32 páginasEvolução Dos Transportes No BrasilMariana ChavesAinda não há avaliações
- Histórico do Porto de ItaguaíDocumento25 páginasHistórico do Porto de Itaguaísandraargolo5776Ainda não há avaliações
- Modal AquaviárioDocumento9 páginasModal AquaviárioCleumaBrito100% (2)
- Reforma urbana de Pereira Passos e o projeto de modernização do Porto do Rio de JaneiroDocumento41 páginasReforma urbana de Pereira Passos e o projeto de modernização do Porto do Rio de JaneiroOlavo LeverAinda não há avaliações
- EXPO'98 - Os Espaços Públicos Na Reconversão Da Zona Da Expo'98Documento32 páginasEXPO'98 - Os Espaços Públicos Na Reconversão Da Zona Da Expo'98francisco33100% (2)
- O Sistema Portuário Brasileiro e o Novo Modelo de Portos ChinêsDocumento211 páginasO Sistema Portuário Brasileiro e o Novo Modelo de Portos ChinêsJoão Pedro MonferdiniAinda não há avaliações
- Apostila Easy Export Control - EEC - P11 - Rev04Documento79 páginasApostila Easy Export Control - EEC - P11 - Rev04Adriana ColafatiAinda não há avaliações
- EVTEA Do Terminal de Placas Bobinas e Do Terminal de Carvao Com o TMU2 Minuta FinalDocumento136 páginasEVTEA Do Terminal de Placas Bobinas e Do Terminal de Carvao Com o TMU2 Minuta FinalFelipe GeorgeAinda não há avaliações
- Hse Pgpa Contrato 8204 PortoDocumento22 páginasHse Pgpa Contrato 8204 Portoarthur100% (1)
- Segurança em Portos e AeroportosDocumento77 páginasSegurança em Portos e AeroportosRonaldo LinsAinda não há avaliações
- Aula 2 - A Construção Naval Como Atividade EconômicaDocumento40 páginasAula 2 - A Construção Naval Como Atividade EconômicaSilvio Melo100% (1)
- Curso de Operador de Gate: conceitos básicos de importaçãoDocumento52 páginasCurso de Operador de Gate: conceitos básicos de importaçãoDiego De Souza Vieira100% (2)
- 1 - Arquitetura Naval PDFDocumento128 páginas1 - Arquitetura Naval PDFMarcelo Cardoso88% (8)
- Movimentação profissional de cargas a granel com gruas portuáriasDocumento16 páginasMovimentação profissional de cargas a granel com gruas portuáriasMarinel123Ainda não há avaliações
- NPCP-RJ - Capítulo 4Documento52 páginasNPCP-RJ - Capítulo 4Renato FonsecaAinda não há avaliações
- Tipos de PortosDocumento142 páginasTipos de PortosMarcelo LealAinda não há avaliações
- Atividade 3 - CabotagemDocumento2 páginasAtividade 3 - CabotagemAllyne CristinaAinda não há avaliações
- O rio Douro e a construção do PortoDocumento18 páginasO rio Douro e a construção do PortoRicardo DominguesAinda não há avaliações
- História e Cultura do ParanáDocumento146 páginasHistória e Cultura do ParanáCamila BizinelliAinda não há avaliações
- NPCP-RJ - Capítulo 1Documento27 páginasNPCP-RJ - Capítulo 1Renato FonsecaAinda não há avaliações
- ANTAQDocumento23 páginasANTAQmarcos.rochaAinda não há avaliações
- O Centro Da Cidade de SalvadorDocumento199 páginasO Centro Da Cidade de SalvadorLucas Jerzy PortelaAinda não há avaliações
- História da Baixada FluminenseDocumento26 páginasHistória da Baixada FluminenseJ Eduardo B. SantanaAinda não há avaliações
- Relatorio de Administracao Com Demonstracoes ContabeisDocumento70 páginasRelatorio de Administracao Com Demonstracoes ContabeisNeto MoraesAinda não há avaliações
- Castelo de Crestuma - Comunicado Cais RomanoDocumento2 páginasCastelo de Crestuma - Comunicado Cais RomanoParque Biológico de GaiaAinda não há avaliações
- FAL - Convenção Sobre Facilitação Do Tráfego Marítimo Internacional, 1967 - Emd - Jul2010 - Corrigida - 19ago2011Documento53 páginasFAL - Convenção Sobre Facilitação Do Tráfego Marítimo Internacional, 1967 - Emd - Jul2010 - Corrigida - 19ago2011Pedro AssisAinda não há avaliações