Você também pode gostar
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideNo EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideNota: 4 de 5 estrelas4/5 (8)
- C I F D: Ommercial and Ndustrial Looring EsignDocumento22 páginasC I F D: Ommercial and Ndustrial Looring EsignJibbs OyawoyeAinda não há avaliações
- Ur - A2 - Rev3 - Cor1 Shipboard Fittings and Supporting Hull Structures Associated With Towing and Mooring On Conventional VesselsDocumento6 páginasUr - A2 - Rev3 - Cor1 Shipboard Fittings and Supporting Hull Structures Associated With Towing and Mooring On Conventional Vesselsqiuliang shiAinda não há avaliações
- Kul-24 4410 Torsion Vibrations.3Documento65 páginasKul-24 4410 Torsion Vibrations.3Nandha PugazAinda não há avaliações
- Pile Horizontal CheckDocumento8 páginasPile Horizontal CheckDINESHAinda não há avaliações
- Amortecedores de Poliuretano - WampflerDocumento6 páginasAmortecedores de Poliuretano - WampflerrererererererererereAinda não há avaliações
- Engine Roo Ventilation GuideDocumento36 páginasEngine Roo Ventilation GuideHP MochaAinda não há avaliações
- Chapter 5 Ventilation and Air Conditioning PDFDocumento36 páginasChapter 5 Ventilation and Air Conditioning PDFAlvinSotoRíosAinda não há avaliações
- Criterios de DiseñoDocumento26 páginasCriterios de DiseñoVinicio VillarruelAinda não há avaliações
- Wgo Boiler ManualDocumento44 páginasWgo Boiler ManualJorge Felipe Sepúlveda HaugenAinda não há avaliações
- GM32337-KP1 - Digital Gauge PDFDocumento8 páginasGM32337-KP1 - Digital Gauge PDFXxxxxxxxxxxxAinda não há avaliações
- COSMOS FloWorks TutorialDocumento238 páginasCOSMOS FloWorks Tutorialblacklili123Ainda não há avaliações
- 1 Is It Expansion Loop Required: 2.1 Limit Stop LocationDocumento4 páginas1 Is It Expansion Loop Required: 2.1 Limit Stop LocationNixonAinda não há avaliações
- En 13445 Parte 4Documento8 páginasEn 13445 Parte 4rovergammaAinda não há avaliações
- Rotary Actuator Guide FileDocumento20 páginasRotary Actuator Guide Filenikospg9427Ainda não há avaliações
- Weflo 3129 Cast Iron Gate Valve Flanged Table EDocumento1 páginaWeflo 3129 Cast Iron Gate Valve Flanged Table EMOHD HAIDARAinda não há avaliações
- T83840en PDFDocumento6 páginasT83840en PDFshareyhou100% (1)
- Grundfosliterature 3929715 PDFDocumento352 páginasGrundfosliterature 3929715 PDFRaluca OlaruAinda não há avaliações
- Milton ValveDocumento4 páginasMilton ValvemcdermottrickAinda não há avaliações
- COP 101 Version 12 Document (Text) June 2012Documento45 páginasCOP 101 Version 12 Document (Text) June 2012DFAinda não há avaliações
- Fatigue Life Testing of Metal Expansion JointsDocumento1 páginaFatigue Life Testing of Metal Expansion JointsVirjil AycochoAinda não há avaliações
- MX Preaction Sprinkler Eng PDFDocumento2 páginasMX Preaction Sprinkler Eng PDFNarendra Reddy Bhuma100% (1)
- 2009 Ajax CatalogDocumento88 páginas2009 Ajax Cataloglemiis93Ainda não há avaliações
- Qualisteelcoat Technical Specifications Version21 31102013Documento64 páginasQualisteelcoat Technical Specifications Version21 31102013Dino PedutoAinda não há avaliações
- Ics 8 2012 Ready To Publish WatermarkedDocumento111 páginasIcs 8 2012 Ready To Publish WatermarkedJesus SalazarAinda não há avaliações
- Offshore Containers: Standard For Certification No. 2.7-1Documento30 páginasOffshore Containers: Standard For Certification No. 2.7-1Teknik MarinaAinda não há avaliações
- Wind Load 102Documento1 páginaWind Load 102lincah marpaungAinda não há avaliações
- Installation Guide VentilationDocumento16 páginasInstallation Guide VentilationmohdrashidAinda não há avaliações
- Oil and Gas Processing Systems: Offshore Standard DNV-OS-E201Documento51 páginasOil and Gas Processing Systems: Offshore Standard DNV-OS-E201TIZIANO CIVIDINOAinda não há avaliações
- IEC - 61892 6 2019 en FR stGnH9WUUvDocumento101 páginasIEC - 61892 6 2019 en FR stGnH9WUUvElia MadyAinda não há avaliações
- 603 DDocumento8 páginas603 DreluAinda não há avaliações
- Astm f1196 1994Documento7 páginasAstm f1196 1994RajkumarAinda não há avaliações
- Barutzki PDFDocumento9 páginasBarutzki PDFesutjiadiAinda não há avaliações
- VibrationsDocumento2 páginasVibrationsUdayAinda não há avaliações
- DH18 Issue 1 Lean BuildDocumento28 páginasDH18 Issue 1 Lean Buildwinc9303Ainda não há avaliações
- Sira Atex PosterDocumento1 páginaSira Atex PosterRiadh2012Ainda não há avaliações
- Thermalrock S Product Data Sheet inDocumento4 páginasThermalrock S Product Data Sheet inIvyrod Umalsa- EnterprisesAinda não há avaliações
- Main Issues On The Seismic Design of Ind PDFDocumento10 páginasMain Issues On The Seismic Design of Ind PDFLleiLleiAinda não há avaliações
- Mil-Dtl-27422d Tank, Fuel, Crash-Resistant, Ballistic Tollerant, AircraftDocumento47 páginasMil-Dtl-27422d Tank, Fuel, Crash-Resistant, Ballistic Tollerant, AircraftfogdartAinda não há avaliações
- Re92076 2005-03Documento32 páginasRe92076 2005-03Şenol MemişAinda não há avaliações
- Valves Symbols P&IDDocumento9 páginasValves Symbols P&IDGris PatyAinda não há avaliações
- Automatic Control ValvesDocumento36 páginasAutomatic Control Valveshoxoxi1234Ainda não há avaliações
- DQ450DBZ Top Drive Device Maintenance Instruction PDFDocumento47 páginasDQ450DBZ Top Drive Device Maintenance Instruction PDFHala DawodAinda não há avaliações
- Glass Aluminum Stainless Steel 2011Documento36 páginasGlass Aluminum Stainless Steel 2011y2kareinAinda não há avaliações
- BS en 10058-2018 PDFDocumento12 páginasBS en 10058-2018 PDFBravo RdAinda não há avaliações
- Brochure o e w31Documento4 páginasBrochure o e w31Irfan AshrafAinda não há avaliações
- Verification of Lifting Appliances For The Oil and Gas IndustryDocumento46 páginasVerification of Lifting Appliances For The Oil and Gas IndustryPinco PalloAinda não há avaliações
- BS en 13160-4 2016Documento42 páginasBS en 13160-4 2016CK CkkouAinda não há avaliações
- Chap 16Documento125 páginasChap 16BaneeIshaqueK100% (1)
- Gost 12821-80Documento19 páginasGost 12821-80Mile NikolcicAinda não há avaliações
- Tyco Flange Tech DetailsDocumento0 páginaTyco Flange Tech DetailsRajesh KanalaAinda não há avaliações
- BS 5000 IndexDocumento2 páginasBS 5000 IndexMohamed987Ainda não há avaliações
- MPMVP Winmpm Manual v1.12Documento201 páginasMPMVP Winmpm Manual v1.12martin_jaitmanAinda não há avaliações
- Fahts Users CommandsDocumento55 páginasFahts Users CommandsTNTAinda não há avaliações
- Automation 2012Documento222 páginasAutomation 2012Franco FranchiAinda não há avaliações
- Maheswaran Jeron PDFDocumento228 páginasMaheswaran Jeron PDFRohan KarandeAinda não há avaliações
- BS en 13160-6 2016Documento12 páginasBS en 13160-6 2016CK CkkouAinda não há avaliações
- Seamless Steel Pipe For Ship-Building For Sale PDFDocumento2 páginasSeamless Steel Pipe For Ship-Building For Sale PDFshahjadaAinda não há avaliações
- Sizing of Air ReceiverDocumento6 páginasSizing of Air Receiverraghu_mn100% (1)
- Sizing The Air ReceiverDocumento5 páginasSizing The Air Receiveranon_151761797Ainda não há avaliações
- ASTM Catalog 2007Documento23 páginasASTM Catalog 2007jiplaksAinda não há avaliações
- DNV OS F101 - Submarine PipelinesDocumento168 páginasDNV OS F101 - Submarine PipelinesSatya PavanAinda não há avaliações
- Symbol of PipeDocumento1 páginaSymbol of PipejiplaksAinda não há avaliações
- Symbol of PipeDocumento1 páginaSymbol of PipejiplaksAinda não há avaliações
- Dictionary of Oil Industry TerminologyDocumento79 páginasDictionary of Oil Industry Terminologyniksharris100% (22)
- ASTM A36 - Standard Specification For Carbon Structural SteelDocumento3 páginasASTM A36 - Standard Specification For Carbon Structural SteelLeo Kapmas SinambelaAinda não há avaliações
- Chapter Five: Piping System, Cavitaions, and Net Positive Suction HeadDocumento30 páginasChapter Five: Piping System, Cavitaions, and Net Positive Suction HeadKaren SantosAinda não há avaliações
- Lampiran: Contoh MSDS Gas Asetilen (C H)Documento6 páginasLampiran: Contoh MSDS Gas Asetilen (C H)Abdi Wahyu KresnaAinda não há avaliações
- Test 1: Name: ClassDocumento2 páginasTest 1: Name: ClassjohnjabarajAinda não há avaliações
- Boiler Assessment AnswersDocumento12 páginasBoiler Assessment Answers2178-gme39-jaydeepAinda não há avaliações
- Princípios Elementares Dos Processos Químicos (Felder) - GráficosDocumento10 páginasPrincípios Elementares Dos Processos Químicos (Felder) - GráficosRobson AlmeidaAinda não há avaliações
- Fluids 2 Experiment 3Documento8 páginasFluids 2 Experiment 3Bench CiudadanoAinda não há avaliações
- Boilers NotesDocumento16 páginasBoilers Notesjust randomAinda não há avaliações
- Construction Parts of BoilerDocumento5 páginasConstruction Parts of BoilerMdParbhezAinda não há avaliações
- 8.2 - Fully Developed Laminar FlowDocumento5 páginas8.2 - Fully Developed Laminar FlowOlusegun OwoeyeAinda não há avaliações
- Enerflex Rocsole Presentation 051220 - 1033 - v.2Documento28 páginasEnerflex Rocsole Presentation 051220 - 1033 - v.2Monsivais AntonioAinda não há avaliações
- Experimental PhysicsDocumento7 páginasExperimental PhysicsIthnaini KamilAinda não há avaliações
- Alkylation & ButamerDocumento21 páginasAlkylation & Butamermujeeb84Ainda não há avaliações
- Axial Fans Installation Dos and Don'ts PDFDocumento4 páginasAxial Fans Installation Dos and Don'ts PDFshanwen88100% (1)
- NG AppGuide Ebook EmersonDocumento718 páginasNG AppGuide Ebook EmersonFaizalRahimanAinda não há avaliações
- Group G-59 Thesis DESIGN, FABRICATION & PERFORMANCE TEST OF A PNEUMATIC SHEET METAL CUTTING MACHINEDocumento21 páginasGroup G-59 Thesis DESIGN, FABRICATION & PERFORMANCE TEST OF A PNEUMATIC SHEET METAL CUTTING MACHINEAmal ChandraAinda não há avaliações
- Chapter 1 Refrigeration CycleDocumento19 páginasChapter 1 Refrigeration CycleMira FazziraAinda não há avaliações
- API-mpms Chapter 5.3Documento6 páginasAPI-mpms Chapter 5.3bzkxtAinda não há avaliações
- Properties of SteamDocumento67 páginasProperties of SteamKhushank MAinda não há avaliações
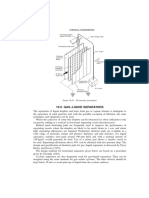
- 10.9. Gas Liquid Separators: Chemical EngineeringDocumento6 páginas10.9. Gas Liquid Separators: Chemical EngineeringsterlingAinda não há avaliações
- Chapter 1Documento68 páginasChapter 1khurramAinda não há avaliações
- Ethylene BasicsDocumento53 páginasEthylene Basicskingcobra008100% (5)
- How Do You Make LiquidDocumento2 páginasHow Do You Make LiquidjukortaAinda não há avaliações
- Pressure Test REPORTDocumento6 páginasPressure Test REPORTMANIMARAN QCAinda não há avaliações
- MIG Welding - Gas Metal Arc Welding (GMAW)Documento5 páginasMIG Welding - Gas Metal Arc Welding (GMAW)Mohamed AtefAinda não há avaliações
- Hse HSG139Documento43 páginasHse HSG139alain_oregioniAinda não há avaliações
- Coil Tubing ESP APCDocumento6 páginasCoil Tubing ESP APCJhon Doe100% (1)
- Class 2 Physical Properties of Hydraulic FluidsDocumento31 páginasClass 2 Physical Properties of Hydraulic FluidsMawada RashedAinda não há avaliações
- 02 Textbook TP501 enDocumento236 páginas02 Textbook TP501 enAlexander PenadoAinda não há avaliações
- Air Compressor (Proposal)Documento10 páginasAir Compressor (Proposal)Conte DiazAinda não há avaliações
- NR 529 Safety Gas Fuelled EngineDocumento36 páginasNR 529 Safety Gas Fuelled EngineSoren KjaerAinda não há avaliações