Você também pode gostar
- Failure Behavior of Resistance Spot Welded Low CarDocumento10 páginasFailure Behavior of Resistance Spot Welded Low CarLuis Allan GarciaAinda não há avaliações
- Failure Mode of Dissimilar Resistance Spot Welds Between Austenitic Stainless and Low Carbon Steels M. Pouranvari, P. Marashi, M. GoodarziDocumento6 páginasFailure Mode of Dissimilar Resistance Spot Welds Between Austenitic Stainless and Low Carbon Steels M. Pouranvari, P. Marashi, M. GoodarziNarayanan SubramanianAinda não há avaliações
- International Journal of Engineering Research and DevelopmentDocumento6 páginasInternational Journal of Engineering Research and DevelopmentIJERDAinda não há avaliações
- Effects of Welding Residual Stresses On Fatigue Crack Growth Behaviour in Butt Welds of A Pipeline SteelDocumento10 páginasEffects of Welding Residual Stresses On Fatigue Crack Growth Behaviour in Butt Welds of A Pipeline SteelJohan Esteban Garcia PuentesAinda não há avaliações
- Microstructures and Failure Mechanisms of Friction Stir Spot Welds of Aluminum 6061-T6 SheetsDocumento24 páginasMicrostructures and Failure Mechanisms of Friction Stir Spot Welds of Aluminum 6061-T6 SheetsAnand Kumar MandalAinda não há avaliações
- Fatigue Characteristics of DP780 Steel Spot Welding Joints With Different Static Fracture Modesmaterials TransactionsDocumento7 páginasFatigue Characteristics of DP780 Steel Spot Welding Joints With Different Static Fracture Modesmaterials TransactionsJuliana G. Rosado CarrascoAinda não há avaliações
- The Effect of Galvanizing On The Mechanical Resistance and Fatigue Toughness of A Spot Welded Assembly Made of AISI410 MartensiteDocumento12 páginasThe Effect of Galvanizing On The Mechanical Resistance and Fatigue Toughness of A Spot Welded Assembly Made of AISI410 Martensitenico0001586Ainda não há avaliações
- Microstructure & Mechanical Property 1988 (SA-516 Gr.70) (OK) PDFDocumento6 páginasMicrostructure & Mechanical Property 1988 (SA-516 Gr.70) (OK) PDFhoangviet20006Ainda não há avaliações
- Farizah at Al 2016Documento5 páginasFarizah at Al 2016Farizah AdlizaAinda não há avaliações
- Mechanical Testing - Notched Bar or Impact TestingDocumento7 páginasMechanical Testing - Notched Bar or Impact TestingFsAinda não há avaliações
- 02Documento8 páginas02Nghiem QuocAinda não há avaliações
- Mechanical Testing 01B: Part 2 Charpy Impact TestingDocumento25 páginasMechanical Testing 01B: Part 2 Charpy Impact Testingsamurai7_77100% (1)
- Influence of Friction Stir Welding Parameters On Grain Size and Formability in 5083 Aluminum AlloyDocumento15 páginasInfluence of Friction Stir Welding Parameters On Grain Size and Formability in 5083 Aluminum AlloySakthi ManokaranAinda não há avaliações
- Effect of Expulsion On Peak Load and Energy 2008Documento6 páginasEffect of Expulsion On Peak Load and Energy 2008Vipin MishraAinda não há avaliações
- AWS Fatigue Strength Lee06 01Documento5 páginasAWS Fatigue Strength Lee06 01Jorge Ayala BacaAinda não há avaliações
- Martensuta TemperadaDocumento17 páginasMartensuta TemperadaOmar Felipe Ramirez MartinezAinda não há avaliações
- Microstructure and Failure Behavior 2008Documento6 páginasMicrostructure and Failure Behavior 2008Vipin MishraAinda não há avaliações
- Effect of Tempering On The Microstructure and Mechanical Properties of Resistance of Spot Welded DP 980 SteelDocumento6 páginasEffect of Tempering On The Microstructure and Mechanical Properties of Resistance of Spot Welded DP 980 SteelShameekaAinda não há avaliações
- Characterization of Astm A516 Grade 70 Fusion Welded Joints: Aidy Ali, A. B. SanuddinDocumento11 páginasCharacterization of Astm A516 Grade 70 Fusion Welded Joints: Aidy Ali, A. B. SanuddinIgor GrujićAinda não há avaliações
- Fracture Failure Analysis of 4Cr13 Stainless Steel Linkages in Circuit BreakersDocumento7 páginasFracture Failure Analysis of 4Cr13 Stainless Steel Linkages in Circuit BreakersnaderbahramiAinda não há avaliações
- Crack Path Morphology in Dual-Phase SteelDocumento3 páginasCrack Path Morphology in Dual-Phase SteelEngels OchoaAinda não há avaliações
- Dependence of The Yield and Fatigue Strength of The Thread Rolled Mild Steel On Dislocation DensityDocumento7 páginasDependence of The Yield and Fatigue Strength of The Thread Rolled Mild Steel On Dislocation DensitySteve OoiAinda não há avaliações
- Twi Impact TestingDocumento17 páginasTwi Impact TestingchungndtAinda não há avaliações
- Dependence of Overload Performance Spot 2008Documento6 páginasDependence of Overload Performance Spot 2008Vipin MishraAinda não há avaliações
- Cracking LPG SphereDocumento11 páginasCracking LPG SphereMauricio CenturionAinda não há avaliações
- Effect of Kissing Bond On Fatigue Behavior of Friction Stir Welds On Al 5083 AlloyDocumento7 páginasEffect of Kissing Bond On Fatigue Behavior of Friction Stir Welds On Al 5083 AlloyTrimakisAinda não há avaliações
- Premature Fatigue Failure of A Spring Due To Quench CracksDocumento8 páginasPremature Fatigue Failure of A Spring Due To Quench CracksCamilo Rojas GómezAinda não há avaliações
- CripplingDocumento10 páginasCripplingaravindkarthiAinda não há avaliações
- 2014 M. Divya, C.R DasDocumento10 páginas2014 M. Divya, C.R DasPRATEEK KUMARAinda não há avaliações
- Fracture Toughness of Cast Aluminium Alloys: Bulletin of Materials Science March 1982Documento8 páginasFracture Toughness of Cast Aluminium Alloys: Bulletin of Materials Science March 1982Aung Khant KyawAinda não há avaliações
- Resistance Welding of FeCrNiSi AlloyDocumento18 páginasResistance Welding of FeCrNiSi Alloytqzw7p8m2kAinda não há avaliações
- Bolted Conn. With Hot-Dip Galv. Steel Memb.Documento14 páginasBolted Conn. With Hot-Dip Galv. Steel Memb.PaulAinda não há avaliações
- 39IJMPERDAPR201939Documento8 páginas39IJMPERDAPR201939TJPRC PublicationsAinda não há avaliações
- رافد5Documento21 páginasرافد5ناهض عهد عبد المحسن ناهضAinda não há avaliações
- Materials Characterization: V. Thomas Paul, S. Saroja, S.K. Albert, T. Jayakumar, E. Rajendra KumarDocumento12 páginasMaterials Characterization: V. Thomas Paul, S. Saroja, S.K. Albert, T. Jayakumar, E. Rajendra KumargardenergardenerAinda não há avaliações
- Failure Analysis of A Bridge Crane Shaft-Version Online FinalDocumento8 páginasFailure Analysis of A Bridge Crane Shaft-Version Online FinaloazzambranoAinda não há avaliações
- The Effects of Welding Processes and Microstructure On 3 Body Abrasive Wear Resistances For Hardfacing DepositsDocumento10 páginasThe Effects of Welding Processes and Microstructure On 3 Body Abrasive Wear Resistances For Hardfacing DepositstheijesAinda não há avaliações
- The Effect of Groove Welding On Mechanical PropertDocumento8 páginasThe Effect of Groove Welding On Mechanical PropertMuhammad Zuhairy jabarAinda não há avaliações
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocumento9 páginasEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless Steelnaresh1272Ainda não há avaliações
- Analysis of Martensite-Austenite Constituent and Its Effect On Toughness in Submerged Arc Welded Joint of Low Carbon Bainitic SteelDocumento11 páginasAnalysis of Martensite-Austenite Constituent and Its Effect On Toughness in Submerged Arc Welded Joint of Low Carbon Bainitic Steelflasher_for_nokiaAinda não há avaliações
- wj1106 264 PDFDocumento6 páginaswj1106 264 PDFkarthikkandaAinda não há avaliações
- On The Failure Mode of Resistance Spot Welded HslaDocumento7 páginasOn The Failure Mode of Resistance Spot Welded HslaVipin MishraAinda não há avaliações
- Effect of Tool Rotational Speed On The MicrostructDocumento11 páginasEffect of Tool Rotational Speed On The MicrostructlarryAinda não há avaliações
- Martensitic Steel Sheets of 1300 and 1500mpa GradesDocumento5 páginasMartensitic Steel Sheets of 1300 and 1500mpa Gradesmohamed ahmedAinda não há avaliações
- Microstructure and Mechanical Properties of Laser Beam Welds of 15CDV6 SteelDocumento4 páginasMicrostructure and Mechanical Properties of Laser Beam Welds of 15CDV6 SteelKarthik RaoAinda não há avaliações
- On The Immersed Friction Stir Welding of Aa6061-T6 A Metallurgic and Mechanical Comparison To Friction Stir WeldingDocumento5 páginasOn The Immersed Friction Stir Welding of Aa6061-T6 A Metallurgic and Mechanical Comparison To Friction Stir WeldingKaushik SenguptaAinda não há avaliações
- Nah & Kim (2011) - Establishment of Slip Coefficient For Slip Resistant Connection - KoreaDocumento9 páginasNah & Kim (2011) - Establishment of Slip Coefficient For Slip Resistant Connection - KoreawackokidAinda não há avaliações
- Da Silva Fatigue BehaviourDocumento8 páginasDa Silva Fatigue Behaviourrathish14uAinda não há avaliações
- Fatigue Resistance and Failure Behavior of PenetraDocumento15 páginasFatigue Resistance and Failure Behavior of PenetraTrimakisAinda não há avaliações
- Crack Propagation in EBW JointsDocumento8 páginasCrack Propagation in EBW JointsEidertxuAinda não há avaliações
- Finite Element Analysis and Tests On Bolted End-Plate by Shi 2004Documento12 páginasFinite Element Analysis and Tests On Bolted End-Plate by Shi 2004fahmi aballiAinda não há avaliações
- ArtigoDocumento8 páginasArtigoIgor HenriqueAinda não há avaliações
- Feng 2010Documento15 páginasFeng 2010ggAinda não há avaliações
- Correlation Between Macromicro Structure and MechaDocumento15 páginasCorrelation Between Macromicro Structure and MechaVipin MishraAinda não há avaliações
- DFM Notes of ExtrusionDocumento83 páginasDFM Notes of ExtrusionyeswanthAinda não há avaliações
- Engineering Fracture Mechanics: Jaewon Lee, Kamran Asim, Jwo PanDocumento23 páginasEngineering Fracture Mechanics: Jaewon Lee, Kamran Asim, Jwo PanbnidhalAinda não há avaliações
- Fatigue 2Documento16 páginasFatigue 2kalirajgurusamyAinda não há avaliações
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysNo EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysAinda não há avaliações
- The Fracture of Brittle Materials: Testing and AnalysisNo EverandThe Fracture of Brittle Materials: Testing and AnalysisAinda não há avaliações
- Chapter 1 - Internship ReportDocumento5 páginasChapter 1 - Internship ReportperminderlbwAinda não há avaliações
- AFBC-Control Loop Write UpsDocumento12 páginasAFBC-Control Loop Write UpsSaurabh BarangeAinda não há avaliações
- Chapter 1 RC Column Design SlidesDocumento28 páginasChapter 1 RC Column Design SlidesMesfin Derbew100% (9)
- Hydraulic Design of IntakeDocumento4 páginasHydraulic Design of IntakeGokul100% (1)
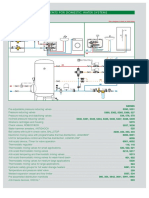
- Components For Domestic Water Systems: This Diagram Is Just An IndicationDocumento22 páginasComponents For Domestic Water Systems: This Diagram Is Just An Indicationravi00098Ainda não há avaliações
- Dokumen - Tips Onshore Pipeline EngineeringpptDocumento52 páginasDokumen - Tips Onshore Pipeline Engineeringpptfxoption4057Ainda não há avaliações
- ECA100 Engine Cycle Datasheet 0417Documento3 páginasECA100 Engine Cycle Datasheet 0417BKOAinda não há avaliações
- HW2 WordDocumento3 páginasHW2 WordRudiele SchankoskiAinda não há avaliações
- MAN Diesel and Turbo SL2014-571 PDFDocumento20 páginasMAN Diesel and Turbo SL2014-571 PDFhiiiAinda não há avaliações
- Outdoor UnitsDocumento47 páginasOutdoor UnitsSayeed AnwarAinda não há avaliações
- Update DES Night PIT 9 Perjam 06Documento1 páginaUpdate DES Night PIT 9 Perjam 06Iccang DewiAinda não há avaliações
- SunSaluter Water Solar Tracker ProcedureDocumento10 páginasSunSaluter Water Solar Tracker ProcedureVivek AnandAinda não há avaliações
- Daftar Standard Di Elibrary RekindDocumento48 páginasDaftar Standard Di Elibrary RekindHamzah ZuhdiAinda não há avaliações
- Pegasus FerroliDocumento6 páginasPegasus Ferrolimarius_brkt6284Ainda não há avaliações
- Service Manual SM1-2-24.0: Front Axle, R & IDocumento4 páginasService Manual SM1-2-24.0: Front Axle, R & IMohamed RashedAinda não há avaliações
- Floating JointDocumento2 páginasFloating JointEDUARDO NICOLASAinda não há avaliações
- Pvii Study Notes English TestDocumento21 páginasPvii Study Notes English Testanon_660004464100% (1)
- Hydraulic Showvls Cat 6090 Fs PDFDocumento8 páginasHydraulic Showvls Cat 6090 Fs PDFGlory LightAinda não há avaliações
- Tank Erection Itp Org ChartDocumento34 páginasTank Erection Itp Org Chartvasantha kumar100% (1)
- Star Line Ball Valves Om ManualDocumento41 páginasStar Line Ball Valves Om ManualThairanil AbduljaleelAinda não há avaliações
- 348 295 1 SheetfeediDocumento2 páginas348 295 1 SheetfeediJuan GonzalezAinda não há avaliações
- FMC Hydraulic ActuatorsDocumento2 páginasFMC Hydraulic ActuatorsLuciano Fucello57% (7)
- What Is The Pressure at The End of A Pipe Which Is Discharging To AtmosphereDocumento2 páginasWhat Is The Pressure at The End of A Pipe Which Is Discharging To AtmospheremwardAinda não há avaliações
- 103 TOP Heat Transfer - Mechanical Engineering Multiple Choice Questions and Answers List - MCQs Preparation For Engineering Competitive ExamsDocumento19 páginas103 TOP Heat Transfer - Mechanical Engineering Multiple Choice Questions and Answers List - MCQs Preparation For Engineering Competitive ExamsNagaraj Muniyandi100% (2)
- Part 01 Theory (253 - 273)Documento24 páginasPart 01 Theory (253 - 273)Piyush SinghAinda não há avaliações
- Classification of Steam TurbinesDocumento10 páginasClassification of Steam TurbinesShon Rick AnisAinda não há avaliações
- 3225 HARDOX 450 Prilog OcjenDocumento6 páginas3225 HARDOX 450 Prilog OcjenGoran SpasojevicAinda não há avaliações
- Prelim Examination Set A Solutions PDFDocumento6 páginasPrelim Examination Set A Solutions PDFOxy GenAinda não há avaliações
- Quote NumberDocumento1 páginaQuote NumberDenaibeliAinda não há avaliações
- 1327 751 101aDocumento71 páginas1327 751 101aСергей Григорьев67% (3)