Você também pode gostar
- Rotating Biological ContactorDocumento17 páginasRotating Biological Contactormikelycan100% (2)
- Sequencing Batch Reactor Technology For Biological Wastewater Treatment: A ReviewDocumento9 páginasSequencing Batch Reactor Technology For Biological Wastewater Treatment: A ReviewDiliptiwariAinda não há avaliações
- Concept of Zero DischargeDocumento4 páginasConcept of Zero DischargeShesharam Chouhan67% (3)
- Water Treatment Plant Performance Evaluations and OperationsNo EverandWater Treatment Plant Performance Evaluations and OperationsAinda não há avaliações
- CalculationDocumento28 páginasCalculationManish Kumar Ghora100% (1)
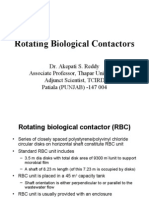
- Rotating Biological ContactorDocumento10 páginasRotating Biological ContactorDr. Akepati Sivarami Reddy100% (1)
- Wastewater Operator Study Guide and Test QuestionsDocumento46 páginasWastewater Operator Study Guide and Test QuestionsManjunath NadarajanAinda não há avaliações
- Introduction To Activated Sludge Study Guide: Wisconsin Department of Natural Resources Wastewater Operator CertificationDocumento33 páginasIntroduction To Activated Sludge Study Guide: Wisconsin Department of Natural Resources Wastewater Operator CertificationAgus WitonoAinda não há avaliações
- 12 - Rotating Biological Contactor-ProcessDocumento55 páginas12 - Rotating Biological Contactor-ProcessMohammed Barni100% (1)
- Rotating Biological ContactorDocumento6 páginasRotating Biological ContactorDebasish NayakAinda não há avaliações
- Trickling Filters: Biological Wastewater Treatment Using Porous MediaDocumento7 páginasTrickling Filters: Biological Wastewater Treatment Using Porous MediaTasirmistAinda não há avaliações
- Attached Growth Reactors Trickling Filters ExplainedDocumento31 páginasAttached Growth Reactors Trickling Filters ExplainedJon Bisu Debnath100% (1)
- Microscopic Techniques To Troubleshoot Activated Sludge, Problems and ControlDocumento125 páginasMicroscopic Techniques To Troubleshoot Activated Sludge, Problems and Controlsri kanthAinda não há avaliações
- Stabilization PondsDocumento25 páginasStabilization PondsDevendra SharmaAinda não há avaliações
- Biotower FundamentalsDocumento40 páginasBiotower Fundamentalsram1987_rajaAinda não há avaliações
- Aerated Lagoon: Types of Aerated Lagoons or BasinsDocumento4 páginasAerated Lagoon: Types of Aerated Lagoons or BasinsRaajiv MenonAinda não há avaliações
- Operations Problem in Suspended Growth 2021Documento36 páginasOperations Problem in Suspended Growth 2021Je Jed100% (1)
- Design of Mixing BasinDocumento5 páginasDesign of Mixing BasinShekh Muhsen Uddin AhmedAinda não há avaliações
- Biological Denitrification Process Design and OptimizationDocumento40 páginasBiological Denitrification Process Design and OptimizationNordine MerahAinda não há avaliações
- WRD Ot Activated Sludge Process 445196 7Documento162 páginasWRD Ot Activated Sludge Process 445196 7anpuselvi125Ainda não há avaliações
- Membrane Bioreactor Seminar ReportDocumento25 páginasMembrane Bioreactor Seminar Reportpratik100% (1)
- Wastewater Math FormulasDocumento17 páginasWastewater Math FormulasRamon CardonaAinda não há avaliações
- Ankit Akela Minor ProjectDocumento34 páginasAnkit Akela Minor ProjectAnkit TuranAinda não há avaliações
- Characteristics and comparison of SBR, ASBR and SBBR systems for wastewater treatmentDocumento10 páginasCharacteristics and comparison of SBR, ASBR and SBBR systems for wastewater treatmentThanh LanAinda não há avaliações
- Biological Wastewater Treatment III - MBR Processes R1Documento26 páginasBiological Wastewater Treatment III - MBR Processes R1NUR ASYIQIN BINTI AZAHARAinda não há avaliações
- Understanding Alkalinity's Role in Wastewater TreatmentDocumento47 páginasUnderstanding Alkalinity's Role in Wastewater Treatmentsong1088100% (1)
- Wastewater ExamDocumento9 páginasWastewater ExamSanti PoAinda não há avaliações
- Activated Sludge Microbiology Problems and Their ControlDocumento21 páginasActivated Sludge Microbiology Problems and Their ControlDaniel Pérez100% (1)
- Aerobic Secondary Treatment of Wastewater PDFDocumento7 páginasAerobic Secondary Treatment of Wastewater PDFdanndiamond100% (3)
- Maintaining Ohio Package Treatment PlantsDocumento25 páginasMaintaining Ohio Package Treatment PlantsHendra SusantoAinda não há avaliações
- Experimental Methods in Wastewater Treatment PDFDocumento362 páginasExperimental Methods in Wastewater Treatment PDFfikri fikriAinda não há avaliações
- F-M Ratio - Activated SludgeDocumento2 páginasF-M Ratio - Activated SludgeangrypepperAinda não há avaliações
- Inclined Plate ClarifierDocumento2 páginasInclined Plate ClarifierKelvin SiewAinda não há avaliações
- Municipal Wastewater Treatment: Evaluating Improvements in National Water QualityNo EverandMunicipal Wastewater Treatment: Evaluating Improvements in National Water QualityAinda não há avaliações
- Onsite SBR Wastewater TreatmentDocumento4 páginasOnsite SBR Wastewater TreatmentKwang Je LeeAinda não há avaliações
- Study Guide - 1201 PDFDocumento364 páginasStudy Guide - 1201 PDFjkhan_724384Ainda não há avaliações
- Oxidation Ditch PresentationDocumento12 páginasOxidation Ditch PresentationAngelina PranotoAinda não há avaliações
- ENVI Trickling FiltersDocumento23 páginasENVI Trickling FiltersbaBy daBy AnNetTeAinda não há avaliações
- Waste Water Treatment in 40 CharactersDocumento6 páginasWaste Water Treatment in 40 Charactersstylish eagle100% (1)
- Advanced Activated Sludge ProcessDocumento5 páginasAdvanced Activated Sludge ProcessDileep C DileepAinda não há avaliações
- Study 3201Documento164 páginasStudy 3201ROB1DC100% (1)
- SBR DesignDocumento10 páginasSBR DesignQuốc TuyênAinda não há avaliações
- Benefits of Using Oxidation Instead of Using Enzyme To Treat Starch in Paper MakingDocumento4 páginasBenefits of Using Oxidation Instead of Using Enzyme To Treat Starch in Paper MakingrajatAinda não há avaliações
- Activated Sludge Calculations Excel CourseDocumento22 páginasActivated Sludge Calculations Excel CoursesahatAinda não há avaliações
- Activated Sludge: The Good, the Bad, and the UglyDocumento50 páginasActivated Sludge: The Good, the Bad, and the Uglyashoori79Ainda não há avaliações
- Anaerobic Processes Definition of Anaerobic: ExampleDocumento28 páginasAnaerobic Processes Definition of Anaerobic: ExampleFarid HanafiAinda não há avaliações
- Activated SludgeDocumento17 páginasActivated SludgeAquasoul Co100% (1)
- Conventional Water TreatmentDocumento16 páginasConventional Water TreatmentLucian ApostuAinda não há avaliações
- Design of Waste Stablization PondsDocumento29 páginasDesign of Waste Stablization Pondsusmansherdin100% (2)
- Activated Sludge - Kinetic ModelDocumento19 páginasActivated Sludge - Kinetic ModelDevendra SharmaAinda não há avaliações
- Specific Energy Consumption of Membrane Bioreactor (MBR) For SewageDocumento14 páginasSpecific Energy Consumption of Membrane Bioreactor (MBR) For Sewagesulihah12Ainda não há avaliações
- Sludge Quality Microscopic ExamDocumento40 páginasSludge Quality Microscopic ExamMario MarmoAinda não há avaliações
- Lagoon System Math PracticeDocumento13 páginasLagoon System Math PracticemaqboolsaAinda não há avaliações
- Sludge BulkingDocumento24 páginasSludge BulkingEdo Fransiskus Aritonang100% (1)
- Anaerobic Digestion TheoryDocumento4 páginasAnaerobic Digestion TheorytransilvanpopAinda não há avaliações
- Anaerobic Suspended and Attached Growth Biological Treatment ProcessesDocumento26 páginasAnaerobic Suspended and Attached Growth Biological Treatment ProcessesJerome MilitarAinda não há avaliações
- Activated Sludge MathDocumento21 páginasActivated Sludge MathJR Zuniga100% (1)
- Conversion Table For Wastewater TreatmentDocumento5 páginasConversion Table For Wastewater TreatmentAG-Metal /Tretman Otpadnih Voda/Wastewater TreatmentAinda não há avaliações
- Water Plant Operator Trainee: Passbooks Study GuideNo EverandWater Plant Operator Trainee: Passbooks Study GuideAinda não há avaliações
- Long-Run Incremental Cost Pricing For Negative Growth RateDocumento21 páginasLong-Run Incremental Cost Pricing For Negative Growth RateDevendra SharmaAinda não há avaliações
- Long-Run Incremental Cost Pricing For Negative Growth RateDocumento21 páginasLong-Run Incremental Cost Pricing For Negative Growth RateDevendra SharmaAinda não há avaliações
- Long-Run Incremental Cost Pricing For Negative Growth RateDocumento22 páginasLong-Run Incremental Cost Pricing For Negative Growth RateDevendra SharmaAinda não há avaliações
- WreDocumento21 páginasWreDevendra SharmaAinda não há avaliações
- Voltage StabilityDocumento27 páginasVoltage StabilityDevendra SharmaAinda não há avaliações
- Machine Lab 1Documento25 páginasMachine Lab 1Devendra SharmaAinda não há avaliações
- Microprocessor AssignmentDocumento33 páginasMicroprocessor AssignmentDevendra SharmaAinda não há avaliações
- World Trade ParkDocumento33 páginasWorld Trade ParkDevendra Sharma67% (3)
- Measurement LabDocumento40 páginasMeasurement LabDevendra SharmaAinda não há avaliações
- NTPC Badarpur TrainingDocumento50 páginasNTPC Badarpur TrainingDevendra SharmaAinda não há avaliações
- Water Resource ManagementDocumento34 páginasWater Resource ManagementDevendra SharmaAinda não há avaliações
- World Trade Park JaipurDocumento3 páginasWorld Trade Park JaipurDevendra SharmaAinda não há avaliações
- Training Report - Khasa KothiDocumento33 páginasTraining Report - Khasa KothiDevendra SharmaAinda não há avaliações
- Urgent Opportunities For Transmission System EnhacementDocumento36 páginasUrgent Opportunities For Transmission System EnhacementDevendra SharmaAinda não há avaliações
- Voltage Stability Enhancement in Contingency Conditions Using Shunt DevicesDocumento17 páginasVoltage Stability Enhancement in Contingency Conditions Using Shunt DevicesDevendra SharmaAinda não há avaliações
- Reduction in Induction Motor Heating Fed by A New PWM TechniqueDocumento18 páginasReduction in Induction Motor Heating Fed by A New PWM TechniqueDevendra SharmaAinda não há avaliações
- Voltage StabilityDocumento26 páginasVoltage StabilityDevendra SharmaAinda não há avaliações
- Turbo Generators PDFDocumento54 páginasTurbo Generators PDFDevendra Sharma94% (33)
- Road Light Management System Using EmbeddedDocumento8 páginasRoad Light Management System Using EmbeddedDevendra SharmaAinda não há avaliações
- Training Report Rajasthan Housing BoardDocumento13 páginasTraining Report Rajasthan Housing BoardDevendra SharmaAinda não há avaliações
- Six Lan Road ConstructionDocumento25 páginasSix Lan Road ConstructionDevendra SharmaAinda não há avaliações
- Transmission System Application Requirement For Facts ControllersDocumento26 páginasTransmission System Application Requirement For Facts ControllersDevendra SharmaAinda não há avaliações
- Sustainable Energy Strategy and ImplementationDocumento21 páginasSustainable Energy Strategy and ImplementationDevendra SharmaAinda não há avaliações
- Project Report Burj DubaiDocumento14 páginasProject Report Burj DubaiDevendra Sharma100% (4)
- SewersDocumento13 páginasSewersDevendra SharmaAinda não há avaliações
- Presentation On 132 KV Chambal G.S.S., JaipurDocumento23 páginasPresentation On 132 KV Chambal G.S.S., JaipurDevendra Sharma100% (6)
- Report of Composite StructureDocumento21 páginasReport of Composite StructureDevendra SharmaAinda não há avaliações
- Prediction of Transmission Line Overloading Using Intelligent TechniqueDocumento18 páginasPrediction of Transmission Line Overloading Using Intelligent TechniqueDevendra SharmaAinda não há avaliações
- Prediction of Transmission Line Overloading UsingDocumento23 páginasPrediction of Transmission Line Overloading UsingDevendra SharmaAinda não há avaliações
- Sustainable Event Management A Practical Guide CompressDocumento417 páginasSustainable Event Management A Practical Guide CompressMegha ChughAinda não há avaliações
- PT PLN's Guide to Conducting Comprehensive Energy AuditsDocumento190 páginasPT PLN's Guide to Conducting Comprehensive Energy Auditsmasgraha100% (3)
- Vision IAS CSP 2019 Test 19 Solutions PDFDocumento34 páginasVision IAS CSP 2019 Test 19 Solutions PDFNainsi SinghAinda não há avaliações
- Technical VolumeDocumento162 páginasTechnical Volumeiamskg63891583Ainda não há avaliações
- Chem Volume 1Documento200 páginasChem Volume 1Marc Laurenze CelisAinda não há avaliações
- Environment VocabularyDocumento5 páginasEnvironment VocabularyJ Adrian HidrovoAinda não há avaliações
- Water PollutionDocumento17 páginasWater PollutionLam Chui YongAinda não há avaliações
- BiofuelsDocumento27 páginasBiofuelshusnainAinda não há avaliações
- Icare ONE Manual 12 Languages Lo ResDocumento194 páginasIcare ONE Manual 12 Languages Lo ResMila VeraAinda não há avaliações
- Carbon Black - Properties PDFDocumento15 páginasCarbon Black - Properties PDFdan_geplAinda não há avaliações
- Contacts AdminDocumento40 páginasContacts AdminRonica GregoryAinda não há avaliações
- Induction Training ProgrammeDocumento23 páginasInduction Training Programmevirendra kumar singhAinda não há avaliações
- Concept Paper FinalDocumento30 páginasConcept Paper FinalKristan SiaoAinda não há avaliações
- All The Waste in A Year From A Nuclear Power Plant Can Be Stored Under A Desk.Documento22 páginasAll The Waste in A Year From A Nuclear Power Plant Can Be Stored Under A Desk.Shu BhamAinda não há avaliações
- Thesis in StatisticsDocumento40 páginasThesis in StatisticsIsabel Dueñas Casimero PagsaliganAinda não há avaliações
- Detailed Project Report For Pollution 26-12-17Documento11 páginasDetailed Project Report For Pollution 26-12-17NAVKAR PUNEAinda não há avaliações
- Bio Medical WastesDocumento2 páginasBio Medical Wastesaj salazarAinda não há avaliações
- SMG 07-005 Application of Saudi Aramco Building Code To Contractors 2021-11-25Documento38 páginasSMG 07-005 Application of Saudi Aramco Building Code To Contractors 2021-11-25baseet gazaliAinda não há avaliações
- PRB-PRN-PR45 SRB Enumeration by Serial Dilution (Rev.01)Documento8 páginasPRB-PRN-PR45 SRB Enumeration by Serial Dilution (Rev.01)Michael MedinaAinda não há avaliações
- Collective Health Action For The Community and The EnvironmentDocumento14 páginasCollective Health Action For The Community and The EnvironmentTrixie LadesmaAinda não há avaliações
- Determination of Concentration of ChromiumDocumento26 páginasDetermination of Concentration of ChromiumCik Tiem Ngagiman70% (10)
- Understanding how COVID-19 impacts society, politics, environment and cultureDocumento3 páginasUnderstanding how COVID-19 impacts society, politics, environment and culturemae mahiya100% (2)
- Mesa Adensadora de Lodo AndritzDocumento2 páginasMesa Adensadora de Lodo AndritzLara PinheiroAinda não há avaliações
- Comparing Byproduct and Heat-Recovery CokemakingDocumento9 páginasComparing Byproduct and Heat-Recovery Cokemakingkselvan_1100% (1)
- Ibarrola Et Al, 2012 - Life Cycle Carbon Assessment of Biochar PDocumento10 páginasIbarrola Et Al, 2012 - Life Cycle Carbon Assessment of Biochar PsafiraapmAinda não há avaliações
- Waste Card SW307 1Documento3 páginasWaste Card SW307 1mesess nasir100% (1)
- The TexMexicorn: An Adventure Time WorkoutDocumento15 páginasThe TexMexicorn: An Adventure Time WorkoutJackie MahoneyAinda não há avaliações
- Task 6.03 - Evaluate Maintenance WorkDocumento4 páginasTask 6.03 - Evaluate Maintenance WorkAmri MohdAinda não há avaliações
- Principles of Speech Writing: Oral Communication in ContextDocumento14 páginasPrinciples of Speech Writing: Oral Communication in ContextCherryl IbarrientosAinda não há avaliações
- 8382 Optimod 1.1.0 Manual PressDocumento244 páginas8382 Optimod 1.1.0 Manual PressPhilipp A IslaAinda não há avaliações