Você também pode gostar
- Cook Compression PackingDocumento2 páginasCook Compression PackingMuhammad Imran100% (1)
- Vibracon Frequently Asked Questions: An SKF Group CompanyDocumento16 páginasVibracon Frequently Asked Questions: An SKF Group CompanyLuisSilvaAinda não há avaliações
- 04 Vibracon®Documento2 páginas04 Vibracon®LuisSilvaAinda não há avaliações
- Compressor Over-Lubrication PresentationDocumento38 páginasCompressor Over-Lubrication Presentation1mmahoneyAinda não há avaliações
- 02 How To Order Vibracon® ChocksDocumento16 páginas02 How To Order Vibracon® ChocksLuisSilvaAinda não há avaliações
- Superior - Cylinder Databook - ValvesDocumento8 páginasSuperior - Cylinder Databook - ValvesJake NavarreteAinda não há avaliações
- Er-96-0-7-1 - Piston Rod Runout CorrectionDocumento3 páginasEr-96-0-7-1 - Piston Rod Runout CorrectionJeff LAinda não há avaliações
- Recip Overview Brochure HSR OnlyDocumento11 páginasRecip Overview Brochure HSR OnlyMuhammad ImranAinda não há avaliações
- ARIEL Maint intervalSEK PDFDocumento7 páginasARIEL Maint intervalSEK PDFMargaret Daugherty100% (1)
- Warning: Recommended Lube Oil Change Intervals Taking An Oil SampleDocumento6 páginasWarning: Recommended Lube Oil Change Intervals Taking An Oil SamplegalaxiprinceAinda não há avaliações
- F2489Documento13 páginasF2489msbarretosAinda não há avaliações
- D VipDocumento6 páginasD VipClemente Rafael Marval EscalonaAinda não há avaliações
- MH62 - 07H1622-07H1628 GEA - ManualDocumento3 páginasMH62 - 07H1622-07H1628 GEA - ManualSAID GUERROUTAinda não há avaliações
- Pump Seal Failure Report SampleDocumento9 páginasPump Seal Failure Report SampleSaeed AhmedAinda não há avaliações
- Compressor With Seal OilDocumento7 páginasCompressor With Seal OilKamel NaimiAinda não há avaliações
- Altronic V Installation Manual (FORM AV II)Documento12 páginasAltronic V Installation Manual (FORM AV II)francis_mouille_iiAinda não há avaliações
- DDDocumento3 páginasDDAnkush Sehgal100% (1)
- Machinery Lubrication November December 2017 PDFDocumento89 páginasMachinery Lubrication November December 2017 PDFJorge Cuadros BlasAinda não há avaliações
- Special Edition Tensioner JuneDocumento3 páginasSpecial Edition Tensioner JuneDjebali MouradAinda não há avaliações
- Reciprocating Compressor DiagnosticsDocumento4 páginasReciprocating Compressor DiagnosticsChandra ShekarAinda não há avaliações
- KT Components E 01Documento8 páginasKT Components E 01Mvk RajuAinda não há avaliações
- WH Compressor Frame OverviewDocumento43 páginasWH Compressor Frame OverviewArzyman100% (1)
- Improve force feed lubrication upgradesDocumento8 páginasImprove force feed lubrication upgradesdiego yecid millan mendozaAinda não há avaliações
- Compressor Torque Manual GES089Documento93 páginasCompressor Torque Manual GES089Jeff LAinda não há avaliações
- Installation - Operation - Maintenance: S70-101 IOM/JAN 2000Documento66 páginasInstallation - Operation - Maintenance: S70-101 IOM/JAN 2000arielfernandomaxAinda não há avaliações
- ELP End User Rev10Documento38 páginasELP End User Rev10hugoheloAinda não há avaliações
- NUOVO PIGNONE Compressor Spares (2010-37)Documento4 páginasNUOVO PIGNONE Compressor Spares (2010-37)sianas1706Ainda não há avaliações
- Reduce Oil Leakage with OT Oil Wiper Packing DesignDocumento4 páginasReduce Oil Leakage with OT Oil Wiper Packing DesignsaravananknpcAinda não há avaliações
- 03 Product OverviewDocumento44 páginas03 Product OverviewMamdouh ElhanafyAinda não há avaliações
- Hoerbiger Rings & Packings Training SeminarDocumento20 páginasHoerbiger Rings & Packings Training SeminarinamAinda não há avaliações
- Reciprocating Compressor Condition Monitoring: © 2010 General Electric Company. All Rights ReservedDocumento22 páginasReciprocating Compressor Condition Monitoring: © 2010 General Electric Company. All Rights ReservedPablo Alcayaga Penros100% (3)
- Intro DR Engines July2018Documento31 páginasIntro DR Engines July2018Russell DezemeAinda não há avaliações
- g3616 A4 Lehw0198 FinalDocumento4 páginasg3616 A4 Lehw0198 FinalVictor NunezAinda não há avaliações
- Guidelines For Preventing Torsional Vibration Problems in Reciprocating MachineryDocumento48 páginasGuidelines For Preventing Torsional Vibration Problems in Reciprocating MachineryFabbrox100% (2)
- Relief Valve PDFDocumento34 páginasRelief Valve PDFThái Mai ĐìnhAinda não há avaliações
- Ariel J. Lubrication System-03 04 04Documento43 páginasAriel J. Lubrication System-03 04 04Manuel LiñeiroAinda não há avaliações
- D5967Documento42 páginasD5967jbaquerizo31Ainda não há avaliações
- 2012 Paper Screw CompressorsDocumento25 páginas2012 Paper Screw CompressorsravisankarAinda não há avaliações
- Exam Basic Reciprocating Compressor AnalysisDocumento18 páginasExam Basic Reciprocating Compressor Analysisjuan lesmes100% (1)
- Ariel Air CompressorDocumento4 páginasAriel Air CompressorCelso FernandesAinda não há avaliações
- Ethane 1800 KW Turbo-Expander Reliability Improvement: Vibration & DGS Seal FailuresDocumento18 páginasEthane 1800 KW Turbo-Expander Reliability Improvement: Vibration & DGS Seal FailuressanjeevvangeAinda não há avaliações
- Reciprocating Compressors IMPDocumento21 páginasReciprocating Compressors IMPrutujaAinda não há avaliações
- Manual W300H 01780455 90Documento2 páginasManual W300H 01780455 90Daniel LanderoszAinda não há avaliações
- 20 RR NOV 300Q-5 Technical Data SheetsDocumento2 páginas20 RR NOV 300Q-5 Technical Data SheetsJorge SoriaAinda não há avaliações
- Waukesha Bearing Analysis ReviewDocumento24 páginasWaukesha Bearing Analysis ReviewEdwin Freire100% (1)
- Manual 99 LDDocumento20 páginasManual 99 LDCristianAinda não há avaliações
- Steam Turbine Study Emg 32/25: Title: Document Code RevisionDocumento23 páginasSteam Turbine Study Emg 32/25: Title: Document Code RevisionUdhayakumar VenkataramanAinda não há avaliações
- BCL506Documento1 páginaBCL506hakimsalimiAinda não há avaliações
- المستندDocumento5 páginasالمستندMahdi HassanAinda não há avaliações
- Installation, Care and Operation Manuals and Parts List: Main IndexDocumento1 páginaInstallation, Care and Operation Manuals and Parts List: Main IndexWalter Nuñez LopezAinda não há avaliações
- ZSK 9121 CB - 01Documento23 páginasZSK 9121 CB - 01Joaquin Adolfo Chavez Quiroz100% (1)
- Feed-Gas Molecular Weight Affects Centrifugal Compressor EfficiencyDocumento8 páginasFeed-Gas Molecular Weight Affects Centrifugal Compressor EfficiencyChem.EnggAinda não há avaliações
- PV LimitDocumento9 páginasPV Limitadam100% (1)
- Compressor Valve Reference DataDocumento3 páginasCompressor Valve Reference DataHusnu KusumaAinda não há avaliações
- Clutch Assymbly PDFDocumento28 páginasClutch Assymbly PDFAnkit SharmaAinda não há avaliações
- Oil Mist Lubrication PDFDocumento35 páginasOil Mist Lubrication PDFmatteus boldrocchioAinda não há avaliações
- Re-Rate Case StudyDocumento4 páginasRe-Rate Case StudyA_MosbahAinda não há avaliações
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsNo EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahAinda não há avaliações
- Lyrics To Walking in The AirDocumento1 páginaLyrics To Walking in The AirmadhancairnAinda não há avaliações
- G3600 Turbo Failure AnalysisDocumento12 páginasG3600 Turbo Failure AnalysismadhancairnAinda não há avaliações
- GMRC White Paper - Cast Iron RepairDocumento13 páginasGMRC White Paper - Cast Iron RepairmadhancairnAinda não há avaliações
- Ergonomics - Ucla.edu Oldergo Ergowebv2Documento3 páginasErgonomics - Ucla.edu Oldergo Ergowebv2madhancairnAinda não há avaliações
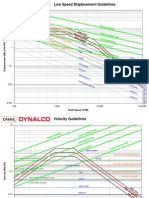
- Vibration GuidelinesDocumento2 páginasVibration GuidelinesmadhancairnAinda não há avaliações
- O 200D OperationDocumento44 páginasO 200D OperationBaldie27Ainda não há avaliações
- Diesel Generator - : User ManualDocumento24 páginasDiesel Generator - : User ManualLUATAinda não há avaliações
- Hartl Powercrusher PC1 Impact Crusher Service ManualDocumento22 páginasHartl Powercrusher PC1 Impact Crusher Service ManualMax Perminov100% (1)
- Engineering Tribology Lecture ViscosityDocumento61 páginasEngineering Tribology Lecture ViscosityUsmanAslamAinda não há avaliações
- Total LubeDocumento5 páginasTotal Lubefrana hadi100% (1)
- Nomenclature For Valves: SEBF8002Documento8 páginasNomenclature For Valves: SEBF8002Miguel GutierrezAinda não há avaliações
- How to Select the Right Turbine OilDocumento8 páginasHow to Select the Right Turbine Oildaniel adam100% (1)
- ABB Turbochargers VTR ..4 Series Lubrication OilDocumento1 páginaABB Turbochargers VTR ..4 Series Lubrication Oil123turbo100% (1)
- Sinopec Diesel Engine Oil Euro E6 10W 40Documento3 páginasSinopec Diesel Engine Oil Euro E6 10W 40pedriscoAinda não há avaliações
- Yamaha FX HO Service ManualDocumento515 páginasYamaha FX HO Service ManualDanijal Korajkic66% (35)
- DTH120 Operation ManualDocumento79 páginasDTH120 Operation Manualmohammad0% (1)
- 320/320 GC Medium Hydraulic Excavators Parts Reference GuideDocumento15 páginas320/320 GC Medium Hydraulic Excavators Parts Reference GuideRoberto MinutoliAinda não há avaliações
- AB Axor 130310 en PDF PDFDocumento154 páginasAB Axor 130310 en PDF PDFdsfasfasfAinda não há avaliações
- John Devere 350G LC Service ManualDocumento224 páginasJohn Devere 350G LC Service ManualColton stone33% (3)
- ตารางแปลโค้ด Komatsu Pc130-8Documento298 páginasตารางแปลโค้ด Komatsu Pc130-8เสฏฐวุฒิ บุญเข็มAinda não há avaliações
- 9660 STS 9760 STS and 9860 STS Series Combines Filter Overview With Service Intervals and CapacitiesDocumento2 páginas9660 STS 9760 STS and 9860 STS Series Combines Filter Overview With Service Intervals and CapacitiesRodrigo RojasAinda não há avaliações
- Autodata PDFDocumento106 páginasAutodata PDFIon Zaharia100% (2)
- Chemical CatalogDocumento57 páginasChemical CatalogpanchoAinda não há avaliações
- Behind The Scene of Why Need Oil AnalysisDocumento75 páginasBehind The Scene of Why Need Oil Analysishzq1eAinda não há avaliações
- SsangYong Action Service ManualDocumento2.172 páginasSsangYong Action Service ManualHector Garin91% (103)
- YD 25 Engines IssuesDocumento4 páginasYD 25 Engines IssuesZauron Kent TouchitAinda não há avaliações
- Premium Stationary Gas Engine Oil MADocumento2 páginasPremium Stationary Gas Engine Oil MARaden ArdyAinda não há avaliações
- Ski Daddler 1966 1970Documento4 páginasSki Daddler 1966 1970Paul MartinAinda não há avaliações
- Kawasaki ER-6F Owner's ManualDocumento199 páginasKawasaki ER-6F Owner's ManualRight LeftAinda não há avaliações
- MAN Fuels Coolant and OilDocumento54 páginasMAN Fuels Coolant and OilDavid NguyenAinda não há avaliações
- 0820 9001 000 - Moc515 Moc8015Documento58 páginas0820 9001 000 - Moc515 Moc8015gaby2003100% (1)
- Lawnmower Owner'S Manual & Service Record Booklet HUT216: Printed October 2004 by Kenmark Press 03 9555 6075Documento26 páginasLawnmower Owner'S Manual & Service Record Booklet HUT216: Printed October 2004 by Kenmark Press 03 9555 6075José Roberto Simões100% (1)
- Maintaining Hand Tools Tve 7 ModuleDocumento11 páginasMaintaining Hand Tools Tve 7 ModuleJocelyn C. DinampoAinda não há avaliações
- Iom Manual Shenck SLK307Documento66 páginasIom Manual Shenck SLK307Ruben SepulvedaAinda não há avaliações
- Service Data Compressor Tooflo 500Documento12 páginasService Data Compressor Tooflo 500Antonio MejicanosAinda não há avaliações