Você também pode gostar
- EN EN: Tiger 350 SXDocumento76 páginasEN EN: Tiger 350 SXnapalito100% (5)
- Manual Sierra BandaDocumento62 páginasManual Sierra BandaElvis Luis Rivera Dueñas100% (1)
- BECS-6C18 Owner's Manual (Version 2019-02)Documento199 páginasBECS-6C18 Owner's Manual (Version 2019-02)M Khoirul AnwarAinda não há avaliações
- Gs 3 MDocumento316 páginasGs 3 MNazielAinda não há avaliações
- Docsity Uzam PLC Ew 22 ArticlesDocumento94 páginasDocsity Uzam PLC Ew 22 ArticlesRecep Ivedik100% (1)
- Potterton Kingfisher MF RS 50 Installation Manual GCNo 41 393 95Documento39 páginasPotterton Kingfisher MF RS 50 Installation Manual GCNo 41 393 95lenin6737Ainda não há avaliações
- MasterCool 30 - Service ManualDocumento20 páginasMasterCool 30 - Service ManualElia S.r.l.Ainda não há avaliações
- SKK Gearmotor MFG500 Series A Series CataloqDocumento128 páginasSKK Gearmotor MFG500 Series A Series Cataloqyb7knv100% (2)
- FADAL SpecificationsDocumento44 páginasFADAL Specificationspopious_j_pitoAinda não há avaliações
- WIKUS Band Saw BladesDocumento64 páginasWIKUS Band Saw BladesRashedul HasanAinda não há avaliações
- Service Manual: Color Video CameraDocumento63 páginasService Manual: Color Video Cameraaurumstar2000100% (1)
- Thermal Dynamics Ultra-Cut 200 Eng-OmDocumento168 páginasThermal Dynamics Ultra-Cut 200 Eng-OmsajsigalomaAinda não há avaliações
- Operation Manual KH-212Documento63 páginasOperation Manual KH-212Jorge Centeno Ramos100% (2)
- Barett 950 Operating ManualDocumento140 páginasBarett 950 Operating ManualcalinkgbAinda não há avaliações
- Ecotec Installation and Servicing Manual 261417Documento88 páginasEcotec Installation and Servicing Manual 261417adrgrAinda não há avaliações
- User Manual Io en v2Documento15 páginasUser Manual Io en v2bhlebarovAinda não há avaliações
- C.B.Ferrari: Programming Manual CNC E 560Documento117 páginasC.B.Ferrari: Programming Manual CNC E 560firnandau1206Ainda não há avaliações
- TubePro User Manual PDFDocumento66 páginasTubePro User Manual PDFLuis Fernando ValenciaAinda não há avaliações
- Panasonic A5 Operation BasicDocumento29 páginasPanasonic A5 Operation BasicaaauserhoyAinda não há avaliações
- PSR-TRISAFE-M Manual PDFDocumento126 páginasPSR-TRISAFE-M Manual PDFwiruAinda não há avaliações
- Bodor Topsinn Filter Todc-4b Tehnicki PodaciDocumento18 páginasBodor Topsinn Filter Todc-4b Tehnicki PodaciBodor Serbia Filos (Bodor Serbia)Ainda não há avaliações
- GS500 Manual enDocumento35 páginasGS500 Manual enJovica MilicevicAinda não há avaliações
- WinCC V4 Manual Part 3 - 3Documento422 páginasWinCC V4 Manual Part 3 - 3www.otomasyonegitimi.comAinda não há avaliações
- CVIC II User Manual English 6159932190 En-08-EnDocumento70 páginasCVIC II User Manual English 6159932190 En-08-EnAlvaro HorcajoAinda não há avaliações
- Accuset 1000 User ManualDocumento2 páginasAccuset 1000 User ManualNabi Diassé TangaraAinda não há avaliações
- Cabletest Users TrainingDocumento80 páginasCabletest Users Trainingimad el-ghayouryAinda não há avaliações
- Emco Retrofit With UCN5804BDocumento12 páginasEmco Retrofit With UCN5804B63ragtopAinda não há avaliações
- mf70 PKGDocumento19 páginasmf70 PKGCarlos RamirezAinda não há avaliações
- Electrolux - Masina Cuburi EngDocumento12 páginasElectrolux - Masina Cuburi EngPaul MocanuAinda não há avaliações
- Topflytech t8808 User ManualDocumento18 páginasTopflytech t8808 User ManualSamuel LiuAinda não há avaliações
- eMachinesE527 E727Documento236 páginaseMachinesE527 E727Zzoltán SzkenderovicsAinda não há avaliações
- OfficialManualOCA 203 EDocumento122 páginasOfficialManualOCA 203 ETiffany RusAinda não há avaliações
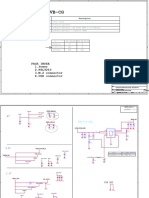
- RTL9210-VB-CG Demo V203 PDFDocumento5 páginasRTL9210-VB-CG Demo V203 PDFCenusa MihaiAinda não há avaliações
- Oandm Manual Mec 100 Digital Voltage RegulatorDocumento248 páginasOandm Manual Mec 100 Digital Voltage RegulatorKaiser IqbalAinda não há avaliações
- Cosmo New Mighty Super Oil SeriesDocumento2 páginasCosmo New Mighty Super Oil SeriesluluAinda não há avaliações
- TD Helios r5b EngDocumento44 páginasTD Helios r5b EngtiagoAinda não há avaliações
- Manual Equipo AUG 25-30 ELBWDocumento26 páginasManual Equipo AUG 25-30 ELBWShadow50_4Ainda não há avaliações
- Linuxcnc GcodeDocumento1 páginaLinuxcnc Gcodekk_kamalakkannanAinda não há avaliações
- Awea VP2012Documento179 páginasAwea VP2012ChantelleAinda não há avaliações
- PM5 Autolap - v0211Documento13 páginasPM5 Autolap - v0211অর্ণব কোলেAinda não há avaliações
- OperatorManual PDFDocumento56 páginasOperatorManual PDFAnatoliy RozenbljumAinda não há avaliações
- Proxxon Mf70 - PartsDocumento2 páginasProxxon Mf70 - PartsDijana TarčukiAinda não há avaliações
- Grbl-Panel Wiki GitHubDocumento3 páginasGrbl-Panel Wiki GitHubMarky Maypo100% (1)
- MTKB Mu16029 enDocumento6 páginasMTKB Mu16029 enmuugiinoo0% (1)
- M-Codes: HSFDB 1800/2500C Checkout FormDocumento3 páginasM-Codes: HSFDB 1800/2500C Checkout FormDawitt BadilloAinda não há avaliações
- Part List - 69NT40-441 To 444Documento49 páginasPart List - 69NT40-441 To 444cloviskrelling100% (1)
- 2014 Miteebite Catalog WebDocumento40 páginas2014 Miteebite Catalog WebDonald NeislerAinda não há avaliações
- ZKW 40 50Documento52 páginasZKW 40 50ricardo100% (1)
- Ford Old TimersDocumento25 páginasFord Old TimersJan-Erik Kaald HusbyAinda não há avaliações
- Spare Parts List: Origo Mig 400t / Origo Mig 500tDocumento15 páginasSpare Parts List: Origo Mig 400t / Origo Mig 500tvio99usAinda não há avaliações
- Changzhou RATTM MOTOR Co.,Ltd: RTM100-30-24Z/3.0 220V User InstructionsDocumento10 páginasChangzhou RATTM MOTOR Co.,Ltd: RTM100-30-24Z/3.0 220V User InstructionsrusbogdanclaudiuAinda não há avaliações
- PLC With Pic16F648A: Microcontroller (PART 1)Documento5 páginasPLC With Pic16F648A: Microcontroller (PART 1)artmx2003Ainda não há avaliações
- Preventive Maintenance Checklist: Tool Room & Production SawsDocumento2 páginasPreventive Maintenance Checklist: Tool Room & Production SawsValerio Ambrocio IsmaelAinda não há avaliações
- Cyback en PDFDocumento25 páginasCyback en PDFSergeyAinda não há avaliações
- 9715efdi Dcmotors v1Documento35 páginas9715efdi Dcmotors v1agarwood0% (1)
- Technical Manual FrontierDocumento162 páginasTechnical Manual FrontierMobile legends Bang bangAinda não há avaliações
- Cookers: Service ManualDocumento25 páginasCookers: Service ManualPetar AkikAinda não há avaliações
- Countersink Tool Downward - WZ19enDocumento10 páginasCountersink Tool Downward - WZ19enBebe Ionuț AnițaAinda não há avaliações
- Faida WTP - Control PhilosophyDocumento19 páginasFaida WTP - Control PhilosophyDelshad DuhokiAinda não há avaliações
- Chapter 1 Hospital and Clinical Pharmacy Choplete PDF Notes D.Pharma 2nd Notes PDF NoteskartsDocumento7 páginasChapter 1 Hospital and Clinical Pharmacy Choplete PDF Notes D.Pharma 2nd Notes PDF NoteskartsDrx Brajendra LodhiAinda não há avaliações
- Sun Hung Kai 2007Documento176 páginasSun Hung Kai 2007Setianingsih SEAinda não há avaliações
- Change Language DynamicallyDocumento3 páginasChange Language DynamicallySinan YıldızAinda não há avaliações
- Supply Chain Risk Management: Resilience and Business ContinuityDocumento27 páginasSupply Chain Risk Management: Resilience and Business ContinuityHope VillonAinda não há avaliações
- European Steel and Alloy Grades: 16Mncr5 (1.7131)Documento3 páginasEuropean Steel and Alloy Grades: 16Mncr5 (1.7131)farshid KarpasandAinda não há avaliações
- Ap06 - Ev04 Taller en Idioma Inglés Sobre Sistema de DistribuciónDocumento9 páginasAp06 - Ev04 Taller en Idioma Inglés Sobre Sistema de DistribuciónJenny Lozano Charry50% (2)
- M70-700 4th or 5th Axis Install ProcedureDocumento5 páginasM70-700 4th or 5th Axis Install ProcedureNickAinda não há avaliações
- OOPS Notes For 3rd Sem ALL ChaptersDocumento62 páginasOOPS Notes For 3rd Sem ALL Chaptersabhishek singh83% (6)
- h6811 Datadomain DsDocumento5 páginash6811 Datadomain DsChristian EstebanAinda não há avaliações
- Province of Camarines Sur vs. CADocumento8 páginasProvince of Camarines Sur vs. CACrisDBAinda não há avaliações
- Mentorship ICT at A GlanceDocumento5 páginasMentorship ICT at A GlanceTeachers Without Borders0% (1)
- Immovable Sale-Purchase (Land) ContractDocumento6 páginasImmovable Sale-Purchase (Land) ContractMeta GoAinda não há avaliações
- ILRF Soccer Ball ReportDocumento40 páginasILRF Soccer Ball ReportgabalauiAinda não há avaliações
- Triplex (Triple Full Free Panoramic) Mast (5M15D To 5M35D) : Structure and FunctionDocumento2 páginasTriplex (Triple Full Free Panoramic) Mast (5M15D To 5M35D) : Structure and FunctionMaz Ariez EkaAinda não há avaliações
- Fast Binary Counters and Compressors Generated by Sorting NetworkDocumento11 páginasFast Binary Counters and Compressors Generated by Sorting Networkpsathishkumar1232544Ainda não há avaliações
- Faculty of Business and Law Assignment Brief Mode E and R RegulationsDocumento4 páginasFaculty of Business and Law Assignment Brief Mode E and R RegulationsSyeda Sana Batool RizviAinda não há avaliações
- Simplified Concrete Modeling: Mat - Concrete - Damage - Rel3Documento14 páginasSimplified Concrete Modeling: Mat - Concrete - Damage - Rel3amarAinda não há avaliações
- How Can You Achieve Safety and Profitability ?Documento32 páginasHow Can You Achieve Safety and Profitability ?Mohamed OmarAinda não há avaliações
- Dunham Bush Midwall Split R410a InverterDocumento2 páginasDunham Bush Midwall Split R410a InverterAgnaldo Caetano100% (1)
- Procurement Audit PlanDocumento12 páginasProcurement Audit PlanMustafa Bilal100% (1)
- Bench VortexDocumento3 páginasBench VortexRio FebriantoAinda não há avaliações
- Shares and Share CapitalDocumento50 páginasShares and Share CapitalSteve Nteful100% (1)
- China Ve01 With Tda93xx An17821 Stv9302a La78040 Ka5q0765-SmDocumento40 páginasChina Ve01 With Tda93xx An17821 Stv9302a La78040 Ka5q0765-SmAmadou Fall100% (1)
- X HM11 S Manual AUpdfDocumento228 páginasX HM11 S Manual AUpdfAntonio José Domínguez CornejoAinda não há avaliações
- ODF-2 - Learning MaterialDocumento24 páginasODF-2 - Learning MateriallevychafsAinda não há avaliações
- AdvertisingDocumento2 páginasAdvertisingJelena ŽužaAinda não há avaliações
- Catalogue of The Herbert Allen Collection of English PorcelainDocumento298 páginasCatalogue of The Herbert Allen Collection of English PorcelainPuiu Vasile ChiojdoiuAinda não há avaliações
- Summary - A Short Course On Swing TradingDocumento2 páginasSummary - A Short Course On Swing TradingsumonAinda não há avaliações
- BSL-3 Training-1Documento22 páginasBSL-3 Training-1Dayanandhi ElangovanAinda não há avaliações