Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Project Report On Visualization of Flow Over Cylinder Using Dye Injection 1Documento23 páginasProject Report On Visualization of Flow Over Cylinder Using Dye Injection 1RAKESH SAHAinda não há avaliações
- HMT 2marksDocumento12 páginasHMT 2markssanthanam102Ainda não há avaliações
- Sizing of Relief Valves For Two-Phase Flow in The Bayer ProcessDocumento11 páginasSizing of Relief Valves For Two-Phase Flow in The Bayer Processjonyboy_1234915100% (1)
- Design and Analysis of Different Types of Fin Configurations Using AnsysDocumento8 páginasDesign and Analysis of Different Types of Fin Configurations Using AnsysPrashasti Bhai PatelAinda não há avaliações
- F MM AssignmentsDocumento9 páginasF MM AssignmentsMuhammad HarisAinda não há avaliações
- 4 - ENS6148 - Descriptive Practice QuestionsDocumento3 páginas4 - ENS6148 - Descriptive Practice QuestionssatheeswaranAinda não há avaliações
- C Knock-Out Isolation ValveDocumento1 páginaC Knock-Out Isolation ValveCarlos Alberto Aguilera MendezAinda não há avaliações
- Stress Analysis of Gun Barrel Subjected To Dynamic Pressure: H. Babaei, M. Malakzadeh, H. AsgariDocumento10 páginasStress Analysis of Gun Barrel Subjected To Dynamic Pressure: H. Babaei, M. Malakzadeh, H. AsgariAmilcarRafaelVitriagoAinda não há avaliações
- Fluid Mechanics Exercises FINAL 1676700516410Documento51 páginasFluid Mechanics Exercises FINAL 1676700516410Shahroz NomaniAinda não há avaliações
- Re AllDocumento13 páginasRe AlltsapoutshisAinda não há avaliações
- Tie Rod Analysis Using FEA and Use of BDocumento5 páginasTie Rod Analysis Using FEA and Use of BKarran KapurAinda não há avaliações
- Skin Friction Between Soil and Pile MaterialsDocumento7 páginasSkin Friction Between Soil and Pile MaterialsdanisoftwareAinda não há avaliações
- Measurement of Creep Crack Growth Times in Metals: Standard Test Method ForDocumento25 páginasMeasurement of Creep Crack Growth Times in Metals: Standard Test Method ForCristian DíazAinda não há avaliações
- Module 1: Introduction To Heat TransferDocumento168 páginasModule 1: Introduction To Heat TransferMohit MittalAinda não há avaliações
- FSVN1Q - Jun2010 - Rev01 - Catálogo TécnicoDocumento114 páginasFSVN1Q - Jun2010 - Rev01 - Catálogo TécnicoDioneAinda não há avaliações
- S TN Rcs General 001 1Documento9 páginasS TN Rcs General 001 1Hamed RoshanaeiAinda não há avaliações
- Yield Line Analysis of SlabsDocumento32 páginasYield Line Analysis of SlabsSTOCK MSOWOYAAinda não há avaliações
- Ansi Fci70-2Documento3 páginasAnsi Fci70-2RafaelAinda não há avaliações
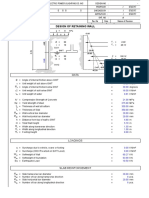
- Tablon Retaining Wall Ht. - Clark - With WindDocumento27 páginasTablon Retaining Wall Ht. - Clark - With WindclarkgaguiAinda não há avaliações
- CRANE - Flow of Fluids - Through Valve, Fittings and PipesDocumento133 páginasCRANE - Flow of Fluids - Through Valve, Fittings and PipesPherx JhossAinda não há avaliações
- Elements of ClimateDocumento18 páginasElements of Climateእኔ እስጥፍAinda não há avaliações
- FTPDocumento6 páginasFTPGabi BarzăAinda não há avaliações
- Mass EnergyDocumento64 páginasMass EnergyhlvijaykumarAinda não há avaliações
- Bearing Stress Sample ProblemsDocumento1 páginaBearing Stress Sample ProblemsHannah TugononAinda não há avaliações
- Ice Skating Rink Product GuideDocumento8 páginasIce Skating Rink Product GuidecashloverAinda não há avaliações
- Plastic Theory of Bending - Materials - Engg Reference With Worked ExamplesDocumento9 páginasPlastic Theory of Bending - Materials - Engg Reference With Worked ExampleshoojzteAinda não há avaliações
- Solved Problems in Kinematics and DynamicsDocumento7 páginasSolved Problems in Kinematics and DynamicsJayson Acosta100% (1)
- Performance of A Heat Pipe Solar CollectorDocumento5 páginasPerformance of A Heat Pipe Solar Collectorgonzalez2678Ainda não há avaliações
- Water CoolerDocumento37 páginasWater Coolerpramo_dassAinda não há avaliações
- 1.1 Backwash Blowers 1.1.1 Design BasisDocumento2 páginas1.1 Backwash Blowers 1.1.1 Design BasisLusubilo MalakalingaAinda não há avaliações