Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Android List FreewareDocumento24 páginasAndroid List FreewareBoedisantosoAinda não há avaliações
- ARM® and Thumb®-2 Instruction Set Quick Reference CardDocumento6 páginasARM® and Thumb®-2 Instruction Set Quick Reference CardpavankrishnatAinda não há avaliações
- Coumputer History PDFDocumento4 páginasCoumputer History PDFFurqan AfzalAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Manual Secador Mdcw50Documento115 páginasManual Secador Mdcw50daniel menaAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- LogDocumento8 páginasLogJonas Honorato0% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- 111 - 33KV Capacitor Bank .Documento16 páginas111 - 33KV Capacitor Bank .Aseem TandonAinda não há avaliações
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Selection Guide Fluid Coupling NewDocumento34 páginasSelection Guide Fluid Coupling NewIsaac Montero Barrera100% (1)
- Smart Control For Home Water Heater Saving PDFDocumento111 páginasSmart Control For Home Water Heater Saving PDFPrashant JagadaleAinda não há avaliações
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- 11Documento25 páginas11Suraj KumarAinda não há avaliações
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- ManualDocumento56 páginasManual- Y.D.V-Ainda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- MD 280Documento229 páginasMD 280nhu@nhuAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Automatic Control Systems - Electronics and Communication Engineering Questions and Answers - 1Documento9 páginasAutomatic Control Systems - Electronics and Communication Engineering Questions and Answers - 1Rian RiveraAinda não há avaliações
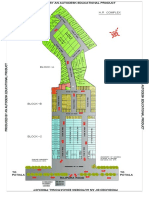
- H.R Complex: Rajpura Road TO Patiala TO PatialaDocumento1 páginaH.R Complex: Rajpura Road TO Patiala TO Patialaprabhjeet singh antalAinda não há avaliações
- AP Chapter 13 MC Practice Questions With MC AnswersDocumento9 páginasAP Chapter 13 MC Practice Questions With MC AnswersapantollanoAinda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- 02 Ra41332en50gla1 Lte Kpi ArchitectureDocumento87 páginas02 Ra41332en50gla1 Lte Kpi Architecturekhanhnam0509100% (3)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Philips Solar Indoor Lighting System Eco - 20140730Documento2 páginasPhilips Solar Indoor Lighting System Eco - 20140730Muslimin PutraAinda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Homework 1 Solution PDFDocumento5 páginasHomework 1 Solution PDFRemon Hanna Wadie YoussefAinda não há avaliações
- Datasheet - H8CA-SAL OMRON - MÁQ FEZERDocumento15 páginasDatasheet - H8CA-SAL OMRON - MÁQ FEZERMarcelo Vitali PagnussattAinda não há avaliações
- 42pfl3508g 78 Fhi BRP PDFDocumento3 páginas42pfl3508g 78 Fhi BRP PDFram79co100% (1)
- 1 Auxilliary Equipment - US PricingDocumento132 páginas1 Auxilliary Equipment - US PricingOscar EspitiaAinda não há avaliações
- LAN DesignDocumento6 páginasLAN DesignLeanne RuthAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- TE19 Thermal Conductivity ExperimentDocumento11 páginasTE19 Thermal Conductivity ExperimentbassamAinda não há avaliações
- SickDocumento4 páginasSickpredic1Ainda não há avaliações
- 975 Helukabel Cables-Wires 2012-2013Documento125 páginas975 Helukabel Cables-Wires 2012-2013AbdelRhman ElfkyAinda não há avaliações
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- LABVIEW PROJECT NewDocumento14 páginasLABVIEW PROJECT NewJp SinghAinda não há avaliações
- DB750X UserManualDocumento46 páginasDB750X UserManualBob GageAinda não há avaliações
- Et FlowsDocumento196 páginasEt FlowsNitish KumarAinda não há avaliações
- EEE141 Topic 1Documento50 páginasEEE141 Topic 1Saadat TariqAinda não há avaliações
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (120)
- Shield Ekg Emg Rev B SchematicDocumento1 páginaShield Ekg Emg Rev B SchematicwidyarahmahAinda não há avaliações