Você também pode gostar
- Acid Regeneration TechnologyDocumento5 páginasAcid Regeneration TechnologyNadia WhiteAinda não há avaliações
- Lead Chamber Process For H2so4Documento11 páginasLead Chamber Process For H2so4Zamir Khan100% (3)
- 101-110 RunkelDocumento10 páginas101-110 RunkelJohn Sebastian Bell-ScottAinda não há avaliações
- Ausmelt SmeltingDocumento6 páginasAusmelt SmeltingMarcelo SerranoAinda não há avaliações
- Sulphur Vs Pyrite Acid Plant 147-156 - WarrenDocumento10 páginasSulphur Vs Pyrite Acid Plant 147-156 - WarrenlazaremmAinda não há avaliações
- DC Arc Smelting - Conroast SAIMM 2004Documento4 páginasDC Arc Smelting - Conroast SAIMM 2004witkerzAinda não há avaliações
- Copper EconomicsDocumento11 páginasCopper EconomicsGoran VukovicAinda não há avaliações
- v112n06p455 Sulfating RoastingDocumento6 páginasv112n06p455 Sulfating Roastingergfarad0% (1)
- Coal Selection CriteriaDocumento31 páginasCoal Selection CriteriaHardik Kumar MendparaAinda não há avaliações
- Iron Making TechnologyDocumento53 páginasIron Making TechnologyAwas Ada UdinAinda não há avaliações
- Sponge Iron ManufacturingDocumento14 páginasSponge Iron Manufacturingapi-2604165367% (3)
- Sulphuric Acid PlantsDocumento16 páginasSulphuric Acid PlantsSekar.SAinda não há avaliações
- Sponge IronDocumento11 páginasSponge IronVenkatadurgarao VendraAinda não há avaliações
- 1.2.2.1 CorexDocumento3 páginas1.2.2.1 CorexAnggiet HerdayantiAinda não há avaliações
- Flash ConvertingDocumento13 páginasFlash ConvertingDaniel Zolnierczyk100% (1)
- SPL Utilization in Cement Steel IndustryDocumento19 páginasSPL Utilization in Cement Steel IndustryVincent 2020Ainda não há avaliações
- SPL Technical Paper.Documento9 páginasSPL Technical Paper.Ragesh JoshiAinda não há avaliações
- Proceso Finex y CorexDocumento15 páginasProceso Finex y CorexAnthony AlvarezAinda não há avaliações
- Iron Making Unit 4Documento87 páginasIron Making Unit 4Micky SahuAinda não há avaliações
- Project ReportDocumento39 páginasProject ReportMd Sahanawaz100% (2)
- Unit Ii: Sulfur and Silicates IndustriesDocumento35 páginasUnit Ii: Sulfur and Silicates IndustriesANSH SHUKLAAinda não há avaliações
- Coal-Gas Residuals and Their Application.Documento24 páginasCoal-Gas Residuals and Their Application.Sesan-David AyokanmiAinda não há avaliações
- OTE Outotec Fluidization Technology Eng WebDocumento16 páginasOTE Outotec Fluidization Technology Eng WebmumblexAinda não há avaliações
- The Suitability of Ultrafine Coal As An Industrial Boiler FuelDocumento18 páginasThe Suitability of Ultrafine Coal As An Industrial Boiler FuellcandoAinda não há avaliações
- Copper Smelting: Industry Description and PracticesDocumento4 páginasCopper Smelting: Industry Description and PracticesbatuasupriyaAinda não há avaliações
- News 2013 12Documento12 páginasNews 2013 12leekiangyen100% (1)
- Use of SO2 As Reducing Agent in Cobalt Leaching PDFDocumento4 páginasUse of SO2 As Reducing Agent in Cobalt Leaching PDFrubcarvAinda não há avaliações
- Sodium Silicate Cold-Bonded Chromite Pellets For The Ferrochromium Industry - Identifying A Suitable ProcessDocumento13 páginasSodium Silicate Cold-Bonded Chromite Pellets For The Ferrochromium Industry - Identifying A Suitable ProcessRunkitoAinda não há avaliações
- 0229 RedlDocumento8 páginas0229 Redlasad.ittibaAinda não há avaliações
- Direct Reduction-Are We Moving in The Right Direction?: by K. O. R. GebhardDocumento2 páginasDirect Reduction-Are We Moving in The Right Direction?: by K. O. R. GebhardNadyaZulfaniAinda não há avaliações
- Chemistry in The Coal Industry: VII-Energy-E-Coal-1Documento4 páginasChemistry in The Coal Industry: VII-Energy-E-Coal-1Pushp DuttAinda não há avaliações
- Manufacture of Metallurgical Coke and Recovery of Coal ChemicalsDocumento166 páginasManufacture of Metallurgical Coke and Recovery of Coal ChemicalsMarco Milos Trentu100% (1)
- United States Patent (19) : Diercks Et Al. (11) Patent NumberDocumento5 páginasUnited States Patent (19) : Diercks Et Al. (11) Patent NumberVirginia Rosales OlmosAinda não há avaliações
- The HIsmelt Iron Making ProcessDocumento6 páginasThe HIsmelt Iron Making ProcessamrohAinda não há avaliações
- India's Sulphur Problem & Its SolutionDocumento5 páginasIndia's Sulphur Problem & Its Solutiondebabrata5976Ainda não há avaliações
- Zhao 2016Documento7 páginasZhao 2016Andre UvillusAinda não há avaliações
- Copper Manufacturing Process: General Flowsheet of ProcessDocumento28 páginasCopper Manufacturing Process: General Flowsheet of ProcessflaviosazevedoAinda não há avaliações
- 1 s2.0 0010218089901041 Main PDFDocumento18 páginas1 s2.0 0010218089901041 Main PDFLuis AguirreAinda não há avaliações
- Sulfatizing Roasting and Leaching of Cobalt Ores at Outokumpu OyDocumento5 páginasSulfatizing Roasting and Leaching of Cobalt Ores at Outokumpu OyEduardo CandelaAinda não há avaliações
- Syngas Production ProcessDocumento17 páginasSyngas Production ProcessAbubakr KhanAinda não há avaliações
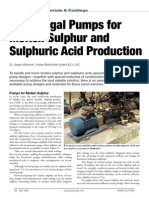
- Centrifugal Pumps For Molten Sulphur & H2so4 ProductionDocumento6 páginasCentrifugal Pumps For Molten Sulphur & H2so4 ProductionSamir Ganguli100% (2)
- Kalinga Nagar - Part3Documento10 páginasKalinga Nagar - Part3cet.ranchi7024Ainda não há avaliações
- BF 00764506Documento11 páginasBF 00764506Mohammed GhanemAinda não há avaliações
- Coke Making TechnologyDocumento166 páginasCoke Making TechnologyManab DuttaAinda não há avaliações
- EconomicsGo LdoreDocumento14 páginasEconomicsGo LdoreAlejandro ValenzuelaAinda não há avaliações
- 7 - Sulfur & Sulfuric Acid TaughtDocumento58 páginas7 - Sulfur & Sulfuric Acid TaughtsahibjotAinda não há avaliações
- 6704I - 6th Semester - Metallurgical and Materials EngineeringDocumento32 páginas6704I - 6th Semester - Metallurgical and Materials EngineeringMicky SahuAinda não há avaliações
- Coal Technology Presentation PDFDocumento24 páginasCoal Technology Presentation PDFyondelaAinda não há avaliações
- Primary Copper Smelter and Refinery As A Recycling Plant-A System Integrated Approach To Estimate Secondary Raw Material ToleranceDocumento11 páginasPrimary Copper Smelter and Refinery As A Recycling Plant-A System Integrated Approach To Estimate Secondary Raw Material ToleranceMogan RajAinda não há avaliações
- 16.1.1 Furnaces For Roasting and Calcining: 16.1.1.1 Rotary KilnsDocumento66 páginas16.1.1 Furnaces For Roasting and Calcining: 16.1.1.1 Rotary Kilnshisem100% (1)
- Atmospheric Oxidation of Gold-Bearing Pyrite Concentrates: A Kinetics StudyDocumento11 páginasAtmospheric Oxidation of Gold-Bearing Pyrite Concentrates: A Kinetics StudyLevent ErgunAinda não há avaliações
- Gastech2015 - WSA Case StudyDocumento1 páginaGastech2015 - WSA Case StudyIlham HakimAinda não há avaliações
- Heavy and Extra-heavy Oil Upgrading TechnologiesNo EverandHeavy and Extra-heavy Oil Upgrading TechnologiesNota: 4 de 5 estrelas4/5 (2)
- Liquid Fuels: The Commonwealth and International Library of Science, Technology, Engineering and Liberal Studies: Metallurgy DivisionNo EverandLiquid Fuels: The Commonwealth and International Library of Science, Technology, Engineering and Liberal Studies: Metallurgy DivisionNota: 4.5 de 5 estrelas4.5/5 (2)
- Extractive Metallurgy 3: Processing Operations and RoutesNo EverandExtractive Metallurgy 3: Processing Operations and RoutesAinda não há avaliações
- Description of the Process of Manufacturing Coal Gas: For the Lighting of Streets Houses, and Public BuildingsNo EverandDescription of the Process of Manufacturing Coal Gas: For the Lighting of Streets Houses, and Public BuildingsAinda não há avaliações
- Deactivation of Heavy Oil Hydroprocessing Catalysts: Fundamentals and ModelingNo EverandDeactivation of Heavy Oil Hydroprocessing Catalysts: Fundamentals and ModelingAinda não há avaliações
- Innovation in Electric Arc Furnaces: Scientific Basis for SelectionNo EverandInnovation in Electric Arc Furnaces: Scientific Basis for SelectionAinda não há avaliações