Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- Everything You Need To Know About Flatteners and Levelers For Coil ProcessingDocumento6 páginasEverything You Need To Know About Flatteners and Levelers For Coil ProcessingPraful PatilAinda não há avaliações
- The Book of Random Tables Science Fiction 2Documento48 páginasThe Book of Random Tables Science Fiction 2xihoxam66475% (4)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- DIPRA Member Companies Design Ductile Iron Pipe Thrust Restraint SystemsDocumento10 páginasDIPRA Member Companies Design Ductile Iron Pipe Thrust Restraint SystemsSaravanan MuthuramanAinda não há avaliações
- Mechanical Columns Buckling FailureDocumento19 páginasMechanical Columns Buckling FailurePraful Patil100% (1)
- Fuels and CombustionDocumento26 páginasFuels and CombustionEjaz AhmedAinda não há avaliações
- Hydraulic BasicsDocumento189 páginasHydraulic BasicsPraful PatilAinda não há avaliações
- Basement WaterproofingDocumento22 páginasBasement WaterproofinglallanasaintsAinda não há avaliações
- Design of Offshore StructuresDocumento29 páginasDesign of Offshore StructuresJOSE PRASOBH..JAinda não há avaliações
- Oxidation and Reduction SPM Form 5Documento63 páginasOxidation and Reduction SPM Form 5Azie Nurul Akhtar85% (13)
- Principles of Screening and Sizing PDFDocumento63 páginasPrinciples of Screening and Sizing PDFestramilsolutionAinda não há avaliações
- How To Construct A Concrete Swimming Pool - (PDF) - The ConstructorDocumento13 páginasHow To Construct A Concrete Swimming Pool - (PDF) - The ConstructorBunkun15Ainda não há avaliações
- Heat Resistant Alloy HK40 Data SheetDocumento2 páginasHeat Resistant Alloy HK40 Data SheethawyegAinda não há avaliações
- Heat Resistant Alloy HK40 Data SheetDocumento2 páginasHeat Resistant Alloy HK40 Data SheethawyegAinda não há avaliações
- Investment Casting Process and ApplicationsDocumento28 páginasInvestment Casting Process and ApplicationsKristin Louise Agbulos100% (1)
- Axial Piston PumpDocumento6 páginasAxial Piston PumpPraful PatilAinda não há avaliações
- How To Choose and Use Vibratory Feeders and ConveyorsDocumento16 páginasHow To Choose and Use Vibratory Feeders and Conveyorssrusti02Ainda não há avaliações
- Catalytic Reforming ProcessDocumento28 páginasCatalytic Reforming ProcessSiddesh PatilAinda não há avaliações
- Control & On-Off Valve - Forbes MarshallDocumento12 páginasControl & On-Off Valve - Forbes MarshallPraful Patil100% (1)
- Control & On-Off Valve - Forbes MarshallDocumento12 páginasControl & On-Off Valve - Forbes MarshallPraful Patil100% (1)
- (Handbook) High Performance Stainless Steels (11021)Documento95 páginas(Handbook) High Performance Stainless Steels (11021)pekawwAinda não há avaliações
- Gas CylindersDocumento49 páginasGas CylindersTravis WoodAinda não há avaliações
- Continuum Common Beam FormulasDocumento5 páginasContinuum Common Beam FormulasRavi MulimaniAinda não há avaliações
- Equipment Differences: Flattener vs Straightener vs LevelerDocumento13 páginasEquipment Differences: Flattener vs Straightener vs LevelerPraful PatilAinda não há avaliações
- IPSS For Pulling and Lifting MachinesDocumento4 páginasIPSS For Pulling and Lifting MachinesPraful PatilAinda não há avaliações
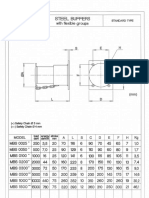
- Steel Buffer - Leaflet Standard TypeDocumento1 páginaSteel Buffer - Leaflet Standard TypePraful PatilAinda não há avaliações
- Two Wattmeter Method (E)Documento11 páginasTwo Wattmeter Method (E)sonivishal2002100% (2)
- 6177-4 Hertz Contact StressesDocumento10 páginas6177-4 Hertz Contact StressesVictor GearAinda não há avaliações
- GALVI Buffers Catalogue PDFDocumento5 páginasGALVI Buffers Catalogue PDFPraful PatilAinda não há avaliações
- Emmision STD Petrochemplants IndiaDocumento189 páginasEmmision STD Petrochemplants IndiaFinigan JoyceAinda não há avaliações
- Gearmotor BasicsDocumento8 páginasGearmotor BasicsKyriakos MichalakiAinda não há avaliações
- GALVI Buffers CatalogueDocumento5 páginasGALVI Buffers CataloguePraful PatilAinda não há avaliações
- Moment Distribution Method: Rotational StiffnessDocumento0 páginaMoment Distribution Method: Rotational Stiffnessomar_sool2Ainda não há avaliações
- Fluid MechanicsDocumento41 páginasFluid MechanicsRian SteveAinda não há avaliações
- 4058 73 DA1 001 01 Refractory Dry Out CycleDocumento6 páginas4058 73 DA1 001 01 Refractory Dry Out CyclePraful PatilAinda não há avaliações
- HXDocumento2 páginasHXPraful PatilAinda não há avaliações
- HCDocumento2 páginasHCPraful PatilAinda não há avaliações
- Gearmotor BasicsDocumento8 páginasGearmotor BasicsKyriakos MichalakiAinda não há avaliações
- (Vol VI), 2019 Rules For Welding, 2019 PDFDocumento348 páginas(Vol VI), 2019 Rules For Welding, 2019 PDFMuhammad BaqiAinda não há avaliações
- Rha GGBS 27 4Documento12 páginasRha GGBS 27 4KhaDeja MawraAinda não há avaliações
- Application of ACFM-1Documento5 páginasApplication of ACFM-1NILESHAinda não há avaliações
- Mono106 001Documento184 páginasMono106 001catalin cretuAinda não há avaliações
- AWS Weld Detail LegendDocumento2 páginasAWS Weld Detail LegendGerardo CastilloAinda não há avaliações
- Primary Clarifier Removes Organic SolidsDocumento1 páginaPrimary Clarifier Removes Organic SolidsiastraAinda não há avaliações
- Complaint AnalysisDocumento8 páginasComplaint AnalysisJKP OperationAinda não há avaliações
- BIS0116 - C1L7P3 - Technical Guide - Drilling - Countersinking - Tapping - WebDocumento8 páginasBIS0116 - C1L7P3 - Technical Guide - Drilling - Countersinking - Tapping - WebkenAinda não há avaliações
- Air-coupled ultrasonic measurements in compositesDocumento100 páginasAir-coupled ultrasonic measurements in compositeswc_11111Ainda não há avaliações
- Bhilai Steel Plant Plate SizesDocumento24 páginasBhilai Steel Plant Plate SizesSri Datta Kiran KuchibhatlaAinda não há avaliações
- Rigid Pavement: Postgraduate Studies Highways EngineeringDocumento15 páginasRigid Pavement: Postgraduate Studies Highways EngineeringHANAN HUSSAinda não há avaliações
- Elastomeric Sealing Compound Specification for BuildingsDocumento33 páginasElastomeric Sealing Compound Specification for BuildingsSivaram KottaliAinda não há avaliações
- Antacid Lab Effectiveness AnalysisDocumento42 páginasAntacid Lab Effectiveness Analysisumesh123patilAinda não há avaliações
- Astm c78Documento4 páginasAstm c78Budi PrakosoAinda não há avaliações
- MouldsDocumento6 páginasMouldsAdnan AdamAinda não há avaliações
- Nitrogen FamilyDocumento2 páginasNitrogen FamilyArnolAinda não há avaliações
- Dosage FormulationDocumento5 páginasDosage FormulationArham AhmedAinda não há avaliações
- A 470 - 03 Piezas ForjadasDocumento8 páginasA 470 - 03 Piezas ForjadasWILLIAM ROMEROAinda não há avaliações
- Replacement of Bearings in The Golden Horn Bridge PDFDocumento3 páginasReplacement of Bearings in The Golden Horn Bridge PDFVCAinda não há avaliações
- SCH 2102Documento4 páginasSCH 2102Clare Mueni Makaa100% (1)
- Wash Care Label RequirementsDocumento11 páginasWash Care Label Requirementsnishkarsh mauryaAinda não há avaliações
- UTP A 8051 Ti: ClassificationsDocumento1 páginaUTP A 8051 Ti: ClassificationsGustavo OrozcoAinda não há avaliações