Você também pode gostar
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- LevitronDocumento38 páginasLevitronFatima RubabAinda não há avaliações
- SFD and BMD (Questions)Documento22 páginasSFD and BMD (Questions)Mayank ShelarAinda não há avaliações
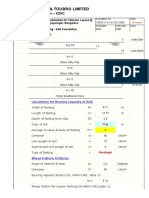
- SBC DesignDocumento5 páginasSBC DesignNitesh SinghAinda não há avaliações
- 37 ExerciesesDocumento2 páginas37 ExerciesesPizza ReceptacleAinda não há avaliações
- CET I 4. Second Law 2021Documento63 páginasCET I 4. Second Law 2021Dhruv AgarwalAinda não há avaliações
- Reinforced Soil Retaining Walls-Design and ConstructionDocumento32 páginasReinforced Soil Retaining Walls-Design and ConstructiongauravAinda não há avaliações
- Activity 13 IN SOUND WAVESDocumento2 páginasActivity 13 IN SOUND WAVESKc Clyde Mendoza LavarejosAinda não há avaliações
- A Panel Method For Trans-Cavitating Marine PropellersDocumento16 páginasA Panel Method For Trans-Cavitating Marine PropellersAlex FatecAinda não há avaliações
- Investigation Into Rotor Blade AerodynamicsDocumento114 páginasInvestigation Into Rotor Blade AerodynamicsneofakAinda não há avaliações
- Assignment B 1Documento4 páginasAssignment B 1José A. Montiel QuirósAinda não há avaliações
- The Warp Drive and AntigravityDocumento6 páginasThe Warp Drive and AntigravityPeter Morris-HindAinda não há avaliações
- Steam Turbine: Life Time Calculations and Life Limitings FactorsDocumento38 páginasSteam Turbine: Life Time Calculations and Life Limitings FactorsPPG CoverAinda não há avaliações
- Friction Mini LabsDocumento3 páginasFriction Mini Labsapi-298716691Ainda não há avaliações
- Unit 4 NotesDocumento36 páginasUnit 4 NotesDamotharan Sathesh KumarAinda não há avaliações
- 2015/2018 NDS Example Problems: Member Designs and Connection Basics (DES 221)Documento34 páginas2015/2018 NDS Example Problems: Member Designs and Connection Basics (DES 221)Md. Nahid HossainAinda não há avaliações
- Seminar 04Documento13 páginasSeminar 04Jayati GuptaAinda não há avaliações
- CVE431-L1a 2021-2022 SESSIONDocumento52 páginasCVE431-L1a 2021-2022 SESSIONSamtheartkidAinda não há avaliações
- Dynamic Stability of Railway Vehicles AnalyzedDocumento23 páginasDynamic Stability of Railway Vehicles AnalyzedFedericoBertoAinda não há avaliações
- Holzer's Method and Geared SystemsDocumento15 páginasHolzer's Method and Geared SystemsWen Ming Lau100% (2)
- Atwood Machine TheoryDocumento2 páginasAtwood Machine TheorymedeteducationAinda não há avaliações
- Dedan Kimathi University of Technology exam paper electromagnetic wavesDocumento3 páginasDedan Kimathi University of Technology exam paper electromagnetic wavesHenry Kabasa100% (1)
- OpenFoam Solvers ListDocumento4 páginasOpenFoam Solvers ListAbhishek VermaAinda não há avaliações
- SI-3221 Rekayasa Fondasi-Daya Dukung Fondasi Dangkal Part 1 Rev 00Documento26 páginasSI-3221 Rekayasa Fondasi-Daya Dukung Fondasi Dangkal Part 1 Rev 00Margaretha StgAinda não há avaliações
- Thesis On Steel Fibre Reinforced ConcreteDocumento8 páginasThesis On Steel Fibre Reinforced Concretedenisemillerdesmoines100% (2)
- Fluid Coupling and Tourque ConverterDocumento19 páginasFluid Coupling and Tourque ConverterMD Mahmudul Hasan MasudAinda não há avaliações
- Rectangular DuctDocumento67 páginasRectangular DuctAUCE9802100% (3)
- Fatigue of WeldmentsDocumento222 páginasFatigue of WeldmentsAjay MenonAinda não há avaliações
- Lec 2 Theories of Failure (Dr. M.M.abdelkader)Documento13 páginasLec 2 Theories of Failure (Dr. M.M.abdelkader)Ahmed AlyAinda não há avaliações
- Strength of Material Chapter 3Documento22 páginasStrength of Material Chapter 3naserunnAinda não há avaliações