Você também pode gostar
- Minimise Amine Losses in Gas and Liquid TreatingDocumento10 páginasMinimise Amine Losses in Gas and Liquid Treatings k kumar100% (2)
- Amine Regenerator ControlDocumento14 páginasAmine Regenerator ControlGloria Margarita LópezAinda não há avaliações
- HYSYS Stream Reporter Utility Version 1.1, User GuideDocumento5 páginasHYSYS Stream Reporter Utility Version 1.1, User GuideMikhail LópezAinda não há avaliações
- Hydrothermal Damaging of Molecular Sieve and How To Prevent ItDocumento12 páginasHydrothermal Damaging of Molecular Sieve and How To Prevent ItBassem BalghouthiAinda não há avaliações
- Article PSV Specific HeatDocumento6 páginasArticle PSV Specific Heatprq123Ainda não há avaliações
- Vapor-Liquid Equilibria Using Unifac: A Group-Contribution MethodNo EverandVapor-Liquid Equilibria Using Unifac: A Group-Contribution MethodAinda não há avaliações
- Amine Gas SweeteningDocumento5 páginasAmine Gas SweeteningYorman Zambrano SilvaAinda não há avaliações
- Natural Gas Processing from Midstream to DownstreamNo EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirAinda não há avaliações
- Kg-Tower ManualDocumento5 páginasKg-Tower ManualJohnny50% (2)
- UniSim Heat Exchangers User GuideDocumento22 páginasUniSim Heat Exchangers User Guidebabis1980Ainda não há avaliações
- Vapor Liquid Separator PDFDocumento10 páginasVapor Liquid Separator PDFClemenAinda não há avaliações
- WP UniSim Design Blowdown Utility PDFDocumento21 páginasWP UniSim Design Blowdown Utility PDFMinh Hoàng NguyễnAinda não há avaliações
- Dynamic Depressuring PDFDocumento16 páginasDynamic Depressuring PDFAsimAinda não há avaliações
- Getting Start Hysys UnisimDocumento38 páginasGetting Start Hysys UnisimBassem BalghouthiAinda não há avaliações
- User's GuideDocumento30 páginasUser's GuideAnonymous Wd2KONAinda não há avaliações
- IntroKGTowerV2 0 PDFDocumento14 páginasIntroKGTowerV2 0 PDFrasyid93Ainda não há avaliações
- Flarenet Best PracticesDocumento2 páginasFlarenet Best Practiceskelvery chewAinda não há avaliações
- Compressor SurgeDocumento3 páginasCompressor SurgeajaysapruAinda não há avaliações
- A-Extensions in HYSYSDocumento4 páginasA-Extensions in HYSYSSyed Muzamil AhmedAinda não há avaliações
- Gas Processing I - Chapter 3 Rev 1Documento26 páginasGas Processing I - Chapter 3 Rev 1ABULARA2K6Ainda não há avaliações
- Teg ContactorDocumento4 páginasTeg ContactorrepentinezAinda não há avaliações
- DynamicModel7 3 PDFDocumento224 páginasDynamicModel7 3 PDFArcangelo Di TanoAinda não há avaliações
- A Systemic Optimization Approach For The Design of Natural Gas Dehydration PlantDocumento9 páginasA Systemic Optimization Approach For The Design of Natural Gas Dehydration PlantInternational Journal of Research in Engineering and ScienceAinda não há avaliações
- Cascade ControlDocumento10 páginasCascade ControlManoj RajagopalanAinda não há avaliações
- Experiences in The OperationDocumento7 páginasExperiences in The OperationUsama Bin SabirAinda não há avaliações
- K.O DrumDocumento7 páginasK.O DrumsaririskihasibuanAinda não há avaliações
- Gas Compression System HP/LP Separator and Surge Vessel Operating Envelope StudyDocumento21 páginasGas Compression System HP/LP Separator and Surge Vessel Operating Envelope StudyValesh MonisAinda não há avaliações
- Process Engineer - Blowdown Valve (BDV) To Flare SystemDocumento2 páginasProcess Engineer - Blowdown Valve (BDV) To Flare Systemkenoly123Ainda não há avaliações
- Engineering Encyclopedia: Mass and Energy BalancesDocumento39 páginasEngineering Encyclopedia: Mass and Energy BalancesLogeswaran AppaduraiAinda não há avaliações
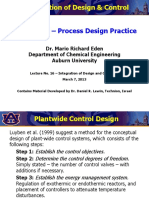
- CHEN 4470 - Process Design Practice: Dr. Mario Richard Eden Department of Chemical Engineering Auburn UniversityDocumento23 páginasCHEN 4470 - Process Design Practice: Dr. Mario Richard Eden Department of Chemical Engineering Auburn UniversityRachele PiovanelliAinda não há avaliações
- Tray Distillation ColumnsDocumento27 páginasTray Distillation ColumnsRajeshkumar Elango0% (1)
- Glycol Dehydration Instrumentation and ControlsDocumento3 páginasGlycol Dehydration Instrumentation and ControlsdndudcAinda não há avaliações
- EastmanDocumento37 páginasEastmanKrishnananth SajuAinda não há avaliações
- Relief and Blowdown System FlaringDocumento5 páginasRelief and Blowdown System FlaringRicardo NapitupuluAinda não há avaliações
- Pipesys TutorialDocumento62 páginasPipesys TutorialNatalia Prieto JimenezAinda não há avaliações
- Skim PileDocumento2 páginasSkim PilemaxkurmaAinda não há avaliações
- Jump Start Relief Sizing in Aspen HYSYS and Aspen Plus Temp PDFDocumento35 páginasJump Start Relief Sizing in Aspen HYSYS and Aspen Plus Temp PDFMreza JafariAinda não há avaliações
- Offsites and UtilitiesDocumento70 páginasOffsites and Utilitiesankitalalwani100% (1)
- Dyn 006H DepressuringDocumento14 páginasDyn 006H DepressuringNicandroGonzalesAinda não há avaliações
- Aspen Flare System Analyzer: Getting Started GuideDocumento57 páginasAspen Flare System Analyzer: Getting Started GuideHaris ShahidAinda não há avaliações
- Black OilDocumento70 páginasBlack OilsandaflorAinda não há avaliações
- Problem Is The Result of Industry 'S Move To Use Higher PressuresDocumento2 páginasProblem Is The Result of Industry 'S Move To Use Higher PressuresFadhliAinda não há avaliações
- Flare Systems-Conclusion Safety, Noise, and Emissions Elements Round Out FlaDocumento10 páginasFlare Systems-Conclusion Safety, Noise, and Emissions Elements Round Out FlaJR RomanAinda não há avaliações
- Design Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFDocumento7 páginasDesign Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFmohamedAinda não há avaliações
- Aspen MUSE GettingstartedDocumento27 páginasAspen MUSE GettingstartedSurya Budi WidagdoAinda não há avaliações
- Installation Procedure - 1200ADocumento18 páginasInstallation Procedure - 1200AHarshkumar PatelAinda não há avaliações
- Simple Dew Point Control HYSYS v10 - Rev2.2 PDFDocumento41 páginasSimple Dew Point Control HYSYS v10 - Rev2.2 PDFlaura jaimesAinda não há avaliações
- HAT Horiz Vessel VolDocumento1 páginaHAT Horiz Vessel VolAnonymous JWI6rqtAinda não há avaliações
- EHY2511 Flare Network Design and RatingDocumento2 páginasEHY2511 Flare Network Design and Ratingdeion29Ainda não há avaliações
- The Rose Process: Tayseer Abdel-Halim and Raymond FloydDocumento14 páginasThe Rose Process: Tayseer Abdel-Halim and Raymond FloydBharavi K SAinda não há avaliações
- Sizing of Glycol ContactorDocumento10 páginasSizing of Glycol ContactorGODWIN ANYIMAH100% (1)
- FLARENETDocumento19 páginasFLARENETrohmanAinda não há avaliações
- Statistics for Process Control Engineers: A Practical ApproachNo EverandStatistics for Process Control Engineers: A Practical ApproachAinda não há avaliações
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979No EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonAinda não há avaliações
- Principles and Case Studies of Simultaneous DesignNo EverandPrinciples and Case Studies of Simultaneous DesignAinda não há avaliações
- Handbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28No EverandHandbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28Ainda não há avaliações
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationAinda não há avaliações
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentAinda não há avaliações
- Chem 241 242 Formula SheetDocumento2 páginasChem 241 242 Formula SheetClara RyuAinda não há avaliações
- Chemistry wkbk2 Ans Chem Class 12Documento233 páginasChemistry wkbk2 Ans Chem Class 12Taanisha SharmaAinda não há avaliações
- Report Acetanilide SynthesisDocumento4 páginasReport Acetanilide SynthesisCamilo Andres Carvajal PinillaAinda não há avaliações
- 2018 Singapore-Cambridge A Level H2 Chemistry P3 Suggested Answer Key (9729)Documento19 páginas2018 Singapore-Cambridge A Level H2 Chemistry P3 Suggested Answer Key (9729)howieAinda não há avaliações
- Version of Record:: ManuscriptDocumento20 páginasVersion of Record:: ManuscriptMayurkumar patilAinda não há avaliações
- Chapter 10 Organic Chemistry SL WorksheetDocumento25 páginasChapter 10 Organic Chemistry SL Worksheetfei shenAinda não há avaliações
- Condensate Purification Purolite TechnologyDocumento20 páginasCondensate Purification Purolite TechnologyLekhamani YadavAinda não há avaliações
- Corroflux - Oilfield Scavenger RangeDocumento6 páginasCorroflux - Oilfield Scavenger Rangeben7251Ainda não há avaliações
- United States Patent (19) : Johnson, JRDocumento4 páginasUnited States Patent (19) : Johnson, JRrancang pabrikAinda não há avaliações
- 5 - Fundamentals of Organic ChemistryDocumento14 páginas5 - Fundamentals of Organic ChemistrySagi IbiAinda não há avaliações
- Balaji Amines PDFDocumento29 páginasBalaji Amines PDFrojaAinda não há avaliações
- Aplicatiile Chitosanului in TextileDocumento9 páginasAplicatiile Chitosanului in TextileVasluianuAinda não há avaliações
- Pysical Organic Chapter OneDocumento34 páginasPysical Organic Chapter OneTeferaAinda não há avaliações
- Answers To End-Of-Chapter QuestionsDocumento8 páginasAnswers To End-Of-Chapter Questionsluizdr100% (1)
- GPA Research PDFDocumento28 páginasGPA Research PDFsyukur1Ainda não há avaliações
- Industrial and Pharmaceutical ChemistryDocumento120 páginasIndustrial and Pharmaceutical Chemistryslm.sbipAinda não há avaliações
- Acid Base and Solubility of Organic Compounds PDFDocumento31 páginasAcid Base and Solubility of Organic Compounds PDFPaolo NaguitAinda não há avaliações
- 9701 Chemistry Data Booklet 2016Documento20 páginas9701 Chemistry Data Booklet 2016Hamza JunaidAinda não há avaliações
- A Review On Synthesis of Isoniazid Derivatives and Their Biological PropertiesDocumento17 páginasA Review On Synthesis of Isoniazid Derivatives and Their Biological PropertiesSO SORRY ENTERTAINTMENTONLYAinda não há avaliações
- Phase PlannerDocumento1 páginaPhase PlannerAlonaAinda não há avaliações
- Arkema Amines BrochureDocumento6 páginasArkema Amines BrochureNeng Hermin SetianingsihAinda não há avaliações
- United States Patent: (10) Patent No.: (45) Date of PatentDocumento15 páginasUnited States Patent: (10) Patent No.: (45) Date of PatentVansala GanesanAinda não há avaliações
- BIOCHEM - Amino AcidsDocumento7 páginasBIOCHEM - Amino AcidsAlyssa Nicole PadillaAinda não há avaliações
- 2.2.56. Amino Acid Analysis PDFDocumento7 páginas2.2.56. Amino Acid Analysis PDFliska ramdanawatiAinda não há avaliações
- Distinction TestsDocumento4 páginasDistinction TestsAntriksh SharmaAinda não há avaliações
- 2021 H2 Chemistry Prelim Paper 1Documento15 páginas2021 H2 Chemistry Prelim Paper 1clarissa yeoAinda não há avaliações
- Chem 1Documento87 páginasChem 1Christopher Jordan EvoniukAinda não há avaliações
- Solvents For Gas Sweetening ProcessDocumento2 páginasSolvents For Gas Sweetening ProcesstalesofseriesAinda não há avaliações
- Chemistry Organic FlowchartsDocumento3 páginasChemistry Organic FlowchartsLouisefleming0% (1)