Você também pode gostar
- Materials, Processes and DefectsDocumento28 páginasMaterials, Processes and DefectsmangsureshAinda não há avaliações
- DefectologyDocumento91 páginasDefectologySivasankaran Raju100% (6)
- Welding MetallurgyDocumento37 páginasWelding Metallurgyhemant1886100% (4)
- Casting Material CA15BASD PDFDocumento4 páginasCasting Material CA15BASD PDFAditya GuptaAinda não há avaliações
- Forging DefectsDocumento12 páginasForging DefectsBalram JiAinda não há avaliações
- Casting DefectsDocumento61 páginasCasting DefectsVikas NagarAinda não há avaliações
- Forging DefectsDocumento10 páginasForging DefectsnvemanAinda não há avaliações
- Magnetic Particle TestingDocumento9 páginasMagnetic Particle Testingsaleemut3Ainda não há avaliações
- Discontinuities and DefectsDocumento12 páginasDiscontinuities and DefectsPatrick Dominguez100% (1)
- Manufacturing Processes and Their Related DefectsDocumento138 páginasManufacturing Processes and Their Related DefectsaliAinda não há avaliações
- Module 10 Visual Inspection and Other NDE Methods and SymbolsDocumento41 páginasModule 10 Visual Inspection and Other NDE Methods and SymbolsMiki JaksicAinda não há avaliações
- Casting DefectsDocumento60 páginasCasting DefectsVaibhav AwacharAinda não há avaliações
- Zero Defect Strategy Download 17-11-09Documento9 páginasZero Defect Strategy Download 17-11-09Jagadeesh NandamAinda não há avaliações
- Welding Defects PresentationDocumento41 páginasWelding Defects PresentationAhsan AliAinda não há avaliações
- Basic Weld MetallurgyDocumento34 páginasBasic Weld Metallurgydaha333Ainda não há avaliações
- A General Review of Geometric Shape ImperfectionsDocumento12 páginasA General Review of Geometric Shape Imperfectionsbipete69Ainda não há avaliações
- Weld Defects and DiscontinuitiesDocumento78 páginasWeld Defects and DiscontinuitiesGilbert MendozaAinda não há avaliações
- Product TechnologyDocumento138 páginasProduct TechnologyRaja SekarAinda não há avaliações
- Introduction To Materials-OKDocumento104 páginasIntroduction To Materials-OKMan Nguyen TheAinda não há avaliações
- 2 HeatTreatment-1Documento43 páginas2 HeatTreatment-1PrakashAinda não há avaliações
- Question Paper On Liquid Penetrant ExaminationDocumento4 páginasQuestion Paper On Liquid Penetrant ExaminationGivon Da AnneistaAinda não há avaliações
- Slide 4 Casting Defects and Heat TreatmentDocumento58 páginasSlide 4 Casting Defects and Heat TreatmentgunjanAinda não há avaliações
- Casting DefectsDocumento22 páginasCasting DefectsDeepakKaushik100% (1)
- Casting Processes CompleteDocumento49 páginasCasting Processes CompleteRavi KumarAinda não há avaliações
- NDT Syllabus NIT TrichyDocumento17 páginasNDT Syllabus NIT Trichykhizer mohamedAinda não há avaliações
- Heat Treatment of Steels: (I) (Ii) (Iii)Documento32 páginasHeat Treatment of Steels: (I) (Ii) (Iii)Srushti MAinda não há avaliações
- NDT Techniques: Pulsed Eddy Current (PEC) & Long Range Ultrasonic Test (LRUT)Documento10 páginasNDT Techniques: Pulsed Eddy Current (PEC) & Long Range Ultrasonic Test (LRUT)abhi9792Ainda não há avaliações
- Casting DefectsDocumento57 páginasCasting DefectsFajar SiradzAinda não há avaliações
- Weld GaugesDocumento15 páginasWeld GaugesHaleemUrRashidBangashAinda não há avaliações
- Casting DefectsDocumento35 páginasCasting DefectsYaser Mohamed AbasAinda não há avaliações
- Acceptance Criteria of Weld Defects As Per Different Codes - The Engineers Edge Institute of NDT CBEDocumento18 páginasAcceptance Criteria of Weld Defects As Per Different Codes - The Engineers Edge Institute of NDT CBEEngineersEDGE CoimbatoreAinda não há avaliações
- Heat Treatment ManualDocumento25 páginasHeat Treatment Manualraj101086100% (1)
- Heat Treatment Part 2Documento46 páginasHeat Treatment Part 2Naman DaveAinda não há avaliações
- Welding Lectures 1-4Documento68 páginasWelding Lectures 1-4ganeshAinda não há avaliações
- Is 7310 RequirementsDocumento4 páginasIs 7310 RequirementsRavichandran Tirupattur SubramaniamAinda não há avaliações
- Heat Treatment of SteelsDocumento162 páginasHeat Treatment of SteelsINSTECH ConsultingAinda não há avaliações
- Magnetic Particle Testing 3Documento54 páginasMagnetic Particle Testing 3alfa_macasaet100% (1)
- NDT Basics PresentationsDocumento154 páginasNDT Basics Presentationskirans60100% (1)
- A General Review of The Causes and Acceptance of Shape ImperfectionsDocumento7 páginasA General Review of The Causes and Acceptance of Shape ImperfectionsMuhammed SulfeekAinda não há avaliações
- ME 328.3 E5 - Welding MetallurgyDocumento41 páginasME 328.3 E5 - Welding Metallurgytbmari100% (1)
- 4 Ferrous MetalsDocumento26 páginas4 Ferrous MetalsLira AgbonAinda não há avaliações
- Mmaw & GmawDocumento54 páginasMmaw & GmawSelvakumaran DhandapaniAinda não há avaliações
- Casting 119 - EndDocumento39 páginasCasting 119 - EndVarun AgrawalAinda não há avaliações
- It Is ConsiderationDocumento17 páginasIt Is ConsiderationTulasabai JaiswalAinda não há avaliações
- The Metallurgy of Welding: Welding Design and Process SelectionDocumento35 páginasThe Metallurgy of Welding: Welding Design and Process SelectionParveen KumarAinda não há avaliações
- Welding Defects: BY BYDocumento63 páginasWelding Defects: BY BYSurendra KamalAinda não há avaliações
- ASM Practical Fractography PDFDocumento159 páginasASM Practical Fractography PDFmarcotulio123100% (9)
- MP-I-Lecture No. 12-13-14Documento50 páginasMP-I-Lecture No. 12-13-14Osaid AhmadAinda não há avaliações
- Advances in Welding For Sanitary DesignsDocumento34 páginasAdvances in Welding For Sanitary Designskart_rlAinda não há avaliações
- Welding Repair SandvikDocumento42 páginasWelding Repair SandvikRodolfoMarín100% (2)
- Chapter 3 Metal Forming ProcessesDocumento103 páginasChapter 3 Metal Forming Processesdagimawgchew777Ainda não há avaliações
- Design For CastingDocumento14 páginasDesign For CastingArtemis FowlAinda não há avaliações
- Casting FormingDocumento40 páginasCasting FormingA PRATYUSHAinda não há avaliações
- KM2833 Casting 2-20191126032855Documento38 páginasKM2833 Casting 2-20191126032855SajjadAinda não há avaliações
- Casting Defects - Dr. Manjula NanayakkaraDocumento22 páginasCasting Defects - Dr. Manjula NanayakkaraDilupa HerathAinda não há avaliações
- Avances en Soldadura para Diseños Sanitario Apuntes AWS D18.1 18.2 18.3Documento27 páginasAvances en Soldadura para Diseños Sanitario Apuntes AWS D18.1 18.2 18.3hernando gelvesAinda não há avaliações
- Lecture 7 - Manufacturing Processes - Metal and Sheet Forming, Bulk Deformation Processes - DR Bilal Ahmad PDFDocumento62 páginasLecture 7 - Manufacturing Processes - Metal and Sheet Forming, Bulk Deformation Processes - DR Bilal Ahmad PDFjawad khalidAinda não há avaliações
- Cutting Tools TechnologyDocumento47 páginasCutting Tools TechnologyJeff HardyAinda não há avaliações
- Piping Inspections: For BeginnersDocumento38 páginasPiping Inspections: For BeginnersKamal UddinAinda não há avaliações
- Material Processing DefectsDocumento52 páginasMaterial Processing DefectsAmeem TariqAinda não há avaliações
- Viewing and Interpretation of RadiographsDocumento30 páginasViewing and Interpretation of RadiographsNatrajiAinda não há avaliações
- Control ValveDocumento93 páginasControl ValveSumedh Singh100% (1)
- Handbook of RefractoryDocumento331 páginasHandbook of RefractoryAamirMalikAinda não há avaliações
- WPSDocumento12 páginasWPSSumedh SinghAinda não há avaliações
- Centrifugal Pump PDFDocumento20 páginasCentrifugal Pump PDFSumedh Singh100% (1)
- Iso-648 Laboratory Glassware - Single-Volume PipettesDocumento18 páginasIso-648 Laboratory Glassware - Single-Volume PipettesDawn HaneyAinda não há avaliações
- Alignment PDFDocumento61 páginasAlignment PDFSumedh SinghAinda não há avaliações
- Standard Specification No.: EIL - All Rights ReservedDocumento5 páginasStandard Specification No.: EIL - All Rights ReservedSumedh SinghAinda não há avaliações
- B.g.a.s, PaintsDocumento159 páginasB.g.a.s, PaintsSumedh SinghAinda não há avaliações
- Hydrogen Disbond Paper 1994 PDFDocumento9 páginasHydrogen Disbond Paper 1994 PDFSumedh SinghAinda não há avaliações
- Oil Ref Walk ThroughDocumento7 páginasOil Ref Walk ThroughSumedh SinghAinda não há avaliações
- Technical Description 3Documento8 páginasTechnical Description 3Santosh ReddyAinda não há avaliações
- Dictionary of Oil Industry TerminologyDocumento79 páginasDictionary of Oil Industry Terminologyniksharris100% (22)
- A Tale of Two Murders - Yitzhak Rabin and Mahatma GandhiDocumento4 páginasA Tale of Two Murders - Yitzhak Rabin and Mahatma GandhiSumedh SinghAinda não há avaliações
- PaintingDocumento98 páginasPaintingSumedh SinghAinda não há avaliações
- ValvesDocumento58 páginasValvesSumedh SinghAinda não há avaliações
- 1.06 A Piping Codes & StandardsDocumento31 páginas1.06 A Piping Codes & StandardsSumedh Singh100% (2)
- PWHTDocumento118 páginasPWHTSumedh Singh100% (19)
- Iso 2000 TRGDocumento55 páginasIso 2000 TRGSumedh SinghAinda não há avaliações
- A Guide To Refinery ProcessDocumento35 páginasA Guide To Refinery ProcessBalamurugan100% (3)
- Ferrous Alloys Stainless SteelsDocumento41 páginasFerrous Alloys Stainless SteelsSumedh SinghAinda não há avaliações
- Hydro TestDocumento35 páginasHydro TestSumedh SinghAinda não há avaliações
- NDTDocumento9 páginasNDTDenzil D'SouzaAinda não há avaliações
- Defects in MaterialsDocumento89 páginasDefects in MaterialsSumedh Singh67% (3)
- List of Welding Consumable SuppliersDocumento10 páginasList of Welding Consumable SuppliersSumedh SinghAinda não há avaliações
- Alloying Elements Effect On SteelDocumento4 páginasAlloying Elements Effect On Steelapi-19753215Ainda não há avaliações
- En PacificDocumento2 páginasEn PacificSumedh SinghAinda não há avaliações
- Piping BasicsDocumento29 páginasPiping BasicsManoj Pratap SinghAinda não há avaliações
- 970803B Meter Fact. LinearDocumento4 páginas970803B Meter Fact. Linearsyed jeelani ahmedAinda não há avaliações
- Imaging The Velocity Profiles in Tubeless Siphon Ow by NMR MicrosDocumento4 páginasImaging The Velocity Profiles in Tubeless Siphon Ow by NMR MicrosLeonardo JaimesAinda não há avaliações
- Structural CommentsDocumento3 páginasStructural CommentsMusherib KhanAinda não há avaliações
- Radar ReceiversDocumento15 páginasRadar Receiversmas3565560100% (2)
- Bionanotechnology - E. Papazoglou, A. Parthasarathy (2007) WWDocumento148 páginasBionanotechnology - E. Papazoglou, A. Parthasarathy (2007) WWbicarbonat100% (2)
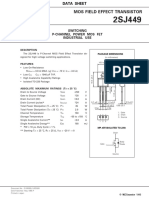
- 2SJ 449 - NecDocumento9 páginas2SJ 449 - NecStevenAinda não há avaliações
- QPDocumento3 páginasQPlandscapesinthemistAinda não há avaliações
- Ger 3620Documento56 páginasGer 3620pakistaniAinda não há avaliações
- BillDipenser NCR 5633Documento166 páginasBillDipenser NCR 5633Amanda Brown100% (1)
- 3 Wave Transformation 3ppDocumento19 páginas3 Wave Transformation 3ppSigorga LangitAinda não há avaliações
- Whole Numbers and Basic OperationsDocumento6 páginasWhole Numbers and Basic Operationsapi-389461198Ainda não há avaliações
- CE6405-Soil Mechanics PDFDocumento18 páginasCE6405-Soil Mechanics PDFShanmuga SundaramAinda não há avaliações
- IB Physics Answers ThemeADocumento15 páginasIB Physics Answers ThemeANicole El-hazhaliAinda não há avaliações
- Apendice B - Transport Phenomena - Bird 2edDocumento9 páginasApendice B - Transport Phenomena - Bird 2edarur007Ainda não há avaliações
- Code - Bright. Constitutive Laws: Mechanical Constitutive Models Hydraulic and Thermal Constitutive ModelsDocumento34 páginasCode - Bright. Constitutive Laws: Mechanical Constitutive Models Hydraulic and Thermal Constitutive ModelsJonathan TeixeiraAinda não há avaliações
- Lesson 28Documento4 páginasLesson 28MarcTnnAinda não há avaliações
- Using The CONVAL Software For The Petrochemical Plant Control Valve Checking Case StudyDocumento6 páginasUsing The CONVAL Software For The Petrochemical Plant Control Valve Checking Case Studychem_taAinda não há avaliações
- Studies of Refractive Index of Different LiquidsDocumento13 páginasStudies of Refractive Index of Different LiquidsSamrat HalderAinda não há avaliações
- Phase Locked Loop PLLDocumento35 páginasPhase Locked Loop PLLenzuekAinda não há avaliações
- STAT219syllabus PDFDocumento3 páginasSTAT219syllabus PDFakbar03Ainda não há avaliações
- New MCQ EMD An DME 2020 F1 - FinalDocumento4 páginasNew MCQ EMD An DME 2020 F1 - FinalSandipkumar Vhanakade100% (1)
- Room Air Conditioner System Modeling: Acrc Tr-60 July 1994Documento97 páginasRoom Air Conditioner System Modeling: Acrc Tr-60 July 1994eyob feshaAinda não há avaliações
- Electronique - Audio - Microphone Valve PreampDocumento7 páginasElectronique - Audio - Microphone Valve PreampkoukihamedAinda não há avaliações
- Sensors: A New Approach For Improving Reliability of Personal Navigation Devices Under Harsh GNSS Signal ConditionsDocumento21 páginasSensors: A New Approach For Improving Reliability of Personal Navigation Devices Under Harsh GNSS Signal ConditionsRuddy EspejoAinda não há avaliações
- Leica Reflectors DSDocumento1 páginaLeica Reflectors DSpleyvazeAinda não há avaliações
- Low Stress Mechanical Properties of Woven Silk Fabrics (Part-1)Documento6 páginasLow Stress Mechanical Properties of Woven Silk Fabrics (Part-1)Mohammed Atiqul Hoque ChowdhuryAinda não há avaliações
- Simulation work on Fractional Order PIλ Control Strategy for speed control of DC motor based on stability boundary locus methodDocumento7 páginasSimulation work on Fractional Order PIλ Control Strategy for speed control of DC motor based on stability boundary locus methodseventhsensegroupAinda não há avaliações
- Spwla 2014 HHHDocumento12 páginasSpwla 2014 HHHclimaco20Ainda não há avaliações
- The Poisson DistributionDocumento9 páginasThe Poisson Distributionsyedah1985Ainda não há avaliações
- Fluid Mechanics Lecture Week 6 Chapter 2 PPT With NotesDocumento40 páginasFluid Mechanics Lecture Week 6 Chapter 2 PPT With NotesJake CanlasAinda não há avaliações