Você também pode gostar
- Southern Marine Engineering Desk Reference: Second Edition Volume IiNo EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiAinda não há avaliações
- CH2 - DKN 5162 Marine Engineering Practice and Legislation - CHAPTER 2 - BEDPLATE-1Documento34 páginasCH2 - DKN 5162 Marine Engineering Practice and Legislation - CHAPTER 2 - BEDPLATE-1Priya Sweetie100% (1)
- 01 BedplateDocumento11 páginas01 BedplateVinay Kumar NeelamAinda não há avaliações
- 2 Stroke Diesel Engine Components-1Documento72 páginas2 Stroke Diesel Engine Components-1EdemAinda não há avaliações
- Diesel Engine ConstructionDocumento42 páginasDiesel Engine Constructionanon_322442463100% (1)
- Stern TubesDocumento9 páginasStern TubesArunAinda não há avaliações
- Ship Propeller Shaft Mounting ExplainedDocumento2 páginasShip Propeller Shaft Mounting ExplainedmavericksailorAinda não há avaliações
- Damage To Stern Tube Bearing and SealsDocumento4 páginasDamage To Stern Tube Bearing and SealsJoão Henrique Volpini MattosAinda não há avaliações
- PropellerDocumento15 páginasPropellerNavin Dipali100% (2)
- A Study On Torque Rich Phenomena in Ship OperationDocumento11 páginasA Study On Torque Rich Phenomena in Ship OperationAnonymous XtvvG80zuAinda não há avaliações
- Typical Engine Room CraneDocumento12 páginasTypical Engine Room CraneMedha Jog Katdare100% (3)
- Steering Gear From Marineengg Uk Site PDFDocumento32 páginasSteering Gear From Marineengg Uk Site PDFPratham SinghAinda não há avaliações
- Group Oil Lub Stern TubeDocumento25 páginasGroup Oil Lub Stern TubevivekAinda não há avaliações
- Stern Tubes PDFDocumento8 páginasStern Tubes PDFrajishrrr100% (1)
- Nodular Cast Iron, and A Ram. Each Pair of Cylinders Is Tied Together Axially by A Guide Bar and Adjacent Cylinders AreDocumento10 páginasNodular Cast Iron, and A Ram. Each Pair of Cylinders Is Tied Together Axially by A Guide Bar and Adjacent Cylinders AreKr Manu100% (1)
- ABS - Special SurveyDocumento16 páginasABS - Special SurveyprasetyoAinda não há avaliações
- Load Line CoventionDocumento16 páginasLoad Line CoventionCiutacu Andrei100% (2)
- Marine EnginesDocumento12 páginasMarine EnginesSyukry MaulidyAinda não há avaliações
- ESP CodeDocumento7 páginasESP CodeAkash KandwalAinda não há avaliações
- Stern TubesDocumento46 páginasStern Tubesvivek100% (2)
- Starting and ReversingDocumento55 páginasStarting and ReversingMeghanath AdkonkarAinda não há avaliações
- BB. Docking Indent (Repair) Pioneer. 13th Feb.20Documento11 páginasBB. Docking Indent (Repair) Pioneer. 13th Feb.20Thiet PhamAinda não há avaliações
- Safety Meo Class 4Documento18 páginasSafety Meo Class 4Bhargav Krsna GayanAinda não há avaliações
- 08 Exhaust ValveDocumento66 páginas08 Exhaust ValveSky RAinda não há avaliações
- Crane SafetiesDocumento38 páginasCrane SafetiesSamar Rustagi100% (1)
- Crankcase ExplosionDocumento9 páginasCrankcase ExplosionSrini VasanAinda não há avaliações
- Oral QuesDocumento29 páginasOral QuesPawan Beniwal50% (2)
- Class4 Question & Answers Ship ConstDocumento48 páginasClass4 Question & Answers Ship ConstNarine100% (2)
- Stuffing BoxDocumento2 páginasStuffing BoxMeghali Borle67% (3)
- Rudder and PropellersDocumento9 páginasRudder and PropellerssbdmanAinda não há avaliações
- Rudder and PropellerDocumento25 páginasRudder and PropellerNikz Masbate100% (2)
- 200 Oral Question and AnswersDocumento198 páginas200 Oral Question and AnswersRejoGevargheseRajan50% (4)
- Important Points While Carrying Out Power Balancing of Marine EnginesDocumento5 páginasImportant Points While Carrying Out Power Balancing of Marine EnginesprabhudiwaAinda não há avaliações
- Operational Information The Two Stroke Crosshead Engine The Stuffing BoxDocumento6 páginasOperational Information The Two Stroke Crosshead Engine The Stuffing BoxAbhishek Singh ChauhanAinda não há avaliações
- Ram Steering Gear - OperationsDocumento8 páginasRam Steering Gear - Operationsnarendra rathoreAinda não há avaliações
- Second Marine Engineer DutiesDocumento2 páginasSecond Marine Engineer DutiesSARATKUMAR RATNALAAinda não há avaliações
- Reversing Gears of A Marine Diesel EngineDocumento4 páginasReversing Gears of A Marine Diesel Engineashry_tarekAinda não há avaliações
- (WEEK 7) RUDDER and PROPELLERDocumento21 páginas(WEEK 7) RUDDER and PROPELLERJansen Dollete100% (1)
- How A Rotocap WorksDocumento6 páginasHow A Rotocap WorksBharatiyulam83% (6)
- Challenge of Stern Tube Bearings and Seals)Documento6 páginasChallenge of Stern Tube Bearings and Seals)Vito DigeoAinda não há avaliações
- Bulk Carrier Inspection in Critical AreasDocumento5 páginasBulk Carrier Inspection in Critical AreasAbdel Nasser Al-sheikh YousefAinda não há avaliações
- Propeller Shaft-Coupling BoltsDocumento2 páginasPropeller Shaft-Coupling BoltsSai Sarihaddu100% (1)
- Essential Marine Engine Maintenance Guide - Inspection & OverhaulDocumento16 páginasEssential Marine Engine Maintenance Guide - Inspection & Overhaulsams shuvoAinda não há avaliações
- Rudder and Rudder Stock Inspection in DDDocumento12 páginasRudder and Rudder Stock Inspection in DDJORGEAinda não há avaliações
- Propellers and Shafting: G RedpathDocumento26 páginasPropellers and Shafting: G RedpathIsrael Romani CaceresAinda não há avaliações
- Sounding of PipeDocumento12 páginasSounding of Pipemyst3rioAinda não há avaliações
- Controllable Pitch PropellersDocumento2 páginasControllable Pitch PropellersAnkit DedhiyaAinda não há avaliações
- Mep Oral AnswersDocumento28 páginasMep Oral AnswersAshjo Gamer100% (1)
- Class 4 Frequent Asked Qs Shashwat000Documento168 páginasClass 4 Frequent Asked Qs Shashwat000Lovy Singh100% (1)
- Assorted QuestionsDocumento17 páginasAssorted QuestionsRohit MishraAinda não há avaliações
- MEO Class I OralsDocumento2 páginasMEO Class I OralsGurvindarAinda não há avaliações
- MARINE OIL SEPARATOR PPT 1st ReviewDocumento12 páginasMARINE OIL SEPARATOR PPT 1st ReviewretechAinda não há avaliações
- Ship Construction - RUDDER AND PROPELLERSDocumento9 páginasShip Construction - RUDDER AND PROPELLERSEmi Petrea100% (2)
- Maintenance Work Carried OutDocumento1 páginaMaintenance Work Carried OutsorinnafAinda não há avaliações
- Common Rail Fuel Injection Technology in Diesel EnginesNo EverandCommon Rail Fuel Injection Technology in Diesel EnginesAinda não há avaliações
- CrankshaftDocumento13 páginasCrankshaftVinod Cf Cruz100% (2)
- Discrete ComponentsDocumento47 páginasDiscrete ComponentsVinod Cf CruzAinda não há avaliações
- Presentation PumpDocumento26 páginasPresentation PumpVinod Cf Cruz100% (1)
- V Type 4 StrokeDocumento12 páginasV Type 4 StrokeVinod Cf CruzAinda não há avaliações
- Mechanic of DesignDocumento17 páginasMechanic of DesignVinod Cf CruzAinda não há avaliações
- Truss Operating Manual: Version 7aDocumento28 páginasTruss Operating Manual: Version 7adoyoudeAinda não há avaliações
- FEE Lab Manual FinalDocumento86 páginasFEE Lab Manual FinalbalasubadraAinda não há avaliações
- Oracle Mid Exam Sem 1Documento2 páginasOracle Mid Exam Sem 1Ardie Gucci100% (1)
- Is 15462 2004 Modified Rubber BItumen PDFDocumento16 páginasIs 15462 2004 Modified Rubber BItumen PDFrajeshji_000100% (3)
- Lesson Plan 2Documento3 páginasLesson Plan 2api-260894328Ainda não há avaliações
- Naruto - NagareboshiDocumento2 páginasNaruto - NagareboshiOle HansenAinda não há avaliações
- PCD 2 MarksDocumento23 páginasPCD 2 MarksVignesh VickyAinda não há avaliações
- DatasheetDocumento2 páginasDatasheetTesfay Zemuy GebrekidanAinda não há avaliações
- Internship Opportunities PDFDocumento2 páginasInternship Opportunities PDFMD MoizAinda não há avaliações
- 232-002101-00 Rev A SonicWALL WXA 5000 Getting Started GuideDocumento18 páginas232-002101-00 Rev A SonicWALL WXA 5000 Getting Started GuideFreddy Olivares CortesAinda não há avaliações
- IEEE Conf 2018 TrackNet - A - Deep - Learning - Based - Fault - Detection - For - Railway - Track - InspectionDocumento5 páginasIEEE Conf 2018 TrackNet - A - Deep - Learning - Based - Fault - Detection - For - Railway - Track - InspectionkaruldeepaAinda não há avaliações
- PA Hidden FiguresDocumento12 páginasPA Hidden FiguresJoya Jimenea GenzolaAinda não há avaliações
- Aluminum History PDFDocumento20 páginasAluminum History PDFelmardaAinda não há avaliações
- Marina Bay SandsDocumento5 páginasMarina Bay SandsTauqeer A. BalochAinda não há avaliações
- Pre-Disciplinary and Post-Disciplinary Perspectives: Bob Jessop & Ngai-Ling SumDocumento13 páginasPre-Disciplinary and Post-Disciplinary Perspectives: Bob Jessop & Ngai-Ling SumMc_RivAinda não há avaliações
- Spring Setting of Piping Connected To A CompressorDocumento4 páginasSpring Setting of Piping Connected To A CompressorSharun SureshAinda não há avaliações
- Oracle - Fusion - Middleware - 11g ADF I Volume IDocumento374 páginasOracle - Fusion - Middleware - 11g ADF I Volume IMaged AliAinda não há avaliações
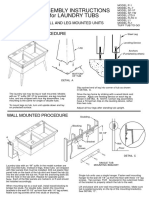
- American Standard fl7tg Installation SheetDocumento2 páginasAmerican Standard fl7tg Installation SheetJonn Denver NuggetsAinda não há avaliações
- Computer Organization and Assembly Language: Lecture 1 - Basic ConceptsDocumento13 páginasComputer Organization and Assembly Language: Lecture 1 - Basic ConceptsNosreffejDelRosarioAinda não há avaliações
- Managing Risk: Chapter SevenDocumento39 páginasManaging Risk: Chapter SevenGrinaldo VasquezAinda não há avaliações
- Hydraulic BrakeDocumento29 páginasHydraulic Brakerup_ranjan532250% (8)
- 5th Issue October 10Documento12 páginas5th Issue October 10The TartanAinda não há avaliações
- A88JY ManualDocumento6 páginasA88JY ManualionmocanuAinda não há avaliações
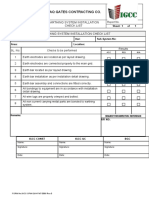
- IGCC-OPM-QUA-FMT-0095 Rev.0 - EARTHING SYSTEM INSTALLATION CHECKSHEETDocumento1 páginaIGCC-OPM-QUA-FMT-0095 Rev.0 - EARTHING SYSTEM INSTALLATION CHECKSHEETAhmedAinda não há avaliações
- Fifths emDocumento5 páginasFifths emcoolguy19895Ainda não há avaliações
- Relocation SurveyDocumento2 páginasRelocation SurveyMarco ConopioAinda não há avaliações
- MAMC Pgguesthouse FormDocumento2 páginasMAMC Pgguesthouse FormbhupeshgalaniAinda não há avaliações
- B31.3 Process Piping Course - 08 FlexibilityDocumento23 páginasB31.3 Process Piping Course - 08 FlexibilityRyan Goh Chuang HongAinda não há avaliações
- Study of Deduru OyaDocumento9 páginasStudy of Deduru OyaJGonAinda não há avaliações