Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- 03 CP PDFDocumento8 páginas03 CP PDFAhmed KhairyAinda não há avaliações
- Vmware Notes by Sredhar-10Documento28 páginasVmware Notes by Sredhar-10Mahesh MaeeAinda não há avaliações
- LTE OverviewDocumento44 páginasLTE OverviewRavi SVAinda não há avaliações
- A Low Cost DSP Modem For HF Digital ': AnalogyDocumento14 páginasA Low Cost DSP Modem For HF Digital ': AnalogyMauricio FriedrichAinda não há avaliações
- Digital Communication QuestionDocumento14 páginasDigital Communication Questionkritikiran pandeyAinda não há avaliações
- UGiBuilder IDX Release 3.5.xDocumento614 páginasUGiBuilder IDX Release 3.5.xSandro Omar Lizano Guzman67% (3)
- Troubleshooting OpenVPNDocumento16 páginasTroubleshooting OpenVPNgalarragaAinda não há avaliações
- ETG Brochure (En)Documento40 páginasETG Brochure (En)Jorge_Andril_5370Ainda não há avaliações
- USB 2.0 Architecture OverviewDocumento51 páginasUSB 2.0 Architecture OverviewAbbas Raza ZaidiAinda não há avaliações
- Implementation of MSK Modulation Scheme For Zigbee System / IEEE 802.15.4 Physical LayerDocumento6 páginasImplementation of MSK Modulation Scheme For Zigbee System / IEEE 802.15.4 Physical LayerEditor IJTSRDAinda não há avaliações
- RP 100 300II User ManualDocumento9 páginasRP 100 300II User ManualEdgar Armando Diaz CastilloAinda não há avaliações
- 16 PGW AdminDocumento542 páginas16 PGW AdminSunny Girija SapruAinda não há avaliações
- 5.3.2.3 Lab Implement Local SPANDocumento6 páginas5.3.2.3 Lab Implement Local SPANRAMNEL AGUSTINE SARACHO ARAO0% (7)
- AlcatelDocumento3 páginasAlcatelPaulo PeçanhaAinda não há avaliações
- SecurityDocumento57 páginasSecurityYovxy MaAinda não há avaliações
- DHCP and BOOTCPDocumento13 páginasDHCP and BOOTCPMani TehraniAinda não há avaliações
- Arun Kumar MohantyDocumento3 páginasArun Kumar MohantyArun Kumar MohantyAinda não há avaliações
- Flyer System Overview General enDocumento3 páginasFlyer System Overview General engiusssyAinda não há avaliações
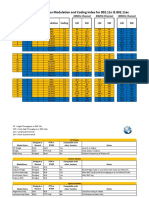
- Mikrotik Wireless Modulation and Coding Index For 802.11N & 802.11acDocumento2 páginasMikrotik Wireless Modulation and Coding Index For 802.11N & 802.11acCesar Del Castillo100% (1)
- OSPF Deep DiveDocumento149 páginasOSPF Deep Divehem777Ainda não há avaliações
- ATM Traffic Management ATM Traffic ManagementDocumento41 páginasATM Traffic Management ATM Traffic ManagementkanjaiAinda não há avaliações
- LOGSDocumento18 páginasLOGSguerrerokarina276Ainda não há avaliações
- SocketsDocumento61 páginasSocketsJayaprakash ManoharanAinda não há avaliações
- Fx200n Series PanelDocumento6 páginasFx200n Series PanelArfaz HussainAinda não há avaliações
- TCP Optimizer DocumentationDocumento9 páginasTCP Optimizer DocumentationqthermalAinda não há avaliações
- CISCO Voice Over Frame Relay, ATM and IPDocumento61 páginasCISCO Voice Over Frame Relay, ATM and IPFahad RizwanAinda não há avaliações
- CDMA TechnologyDocumento20 páginasCDMA Technologyshams_junakiyaAinda não há avaliações
- ODR002013 Configure QoS On NE Series Routers ISSUE1.02 PDFDocumento128 páginasODR002013 Configure QoS On NE Series Routers ISSUE1.02 PDFbetofranco530Ainda não há avaliações
- Analysis of Transport Network QoS and QoE of IPTV Services PDFDocumento4 páginasAnalysis of Transport Network QoS and QoE of IPTV Services PDFhieu_cvnuAinda não há avaliações
- RANAP CodesDocumento42 páginasRANAP CodesParthasarathy ManiAinda não há avaliações