Você também pode gostar
- Casting Technology'Documento40 páginasCasting Technology'yakarim0% (1)
- The Art of Casting in Iron: How to Make Appliances, Chains, and Statues and Repair Broken Castings the Old-Fashioned WayNo EverandThe Art of Casting in Iron: How to Make Appliances, Chains, and Statues and Repair Broken Castings the Old-Fashioned WayNota: 5 de 5 estrelas5/5 (1)
- Casting ProceduresDocumento91 páginasCasting ProceduresAziz Ahmed100% (1)
- Casting DefectsDocumento49 páginasCasting Defectsgopi.nryn100% (2)
- The Iron Puddler My life in the rolling mills and what came of itNo EverandThe Iron Puddler My life in the rolling mills and what came of itAinda não há avaliações
- Casting: DR Thulfiqar Dental Material Block 3Documento24 páginasCasting: DR Thulfiqar Dental Material Block 3AmniAzmiAinda não há avaliações
- Casting and Moulding: Foundry Techniques for SchoolsNo EverandCasting and Moulding: Foundry Techniques for SchoolsNota: 4.5 de 5 estrelas4.5/5 (2)
- Casting Procedures and DefectsDocumento146 páginasCasting Procedures and Defectsrasagna reddy50% (4)
- Casting ProceduresDocumento69 páginasCasting ProceduresAatish Dilip ShahAinda não há avaliações
- The Practical Gold-Worker, or, The Goldsmith's and Jeweller's Instructor in the Art of Alloying, Melting, Reducing, Colouring, Collecting, and Refining: The Progress of Manipulation, Recovery of Waste, Chemical and Physical Properties of Gold; With a New System of Mixing its Alloys; Solders, Enamels, and Other Useful Rules and Recipes.No EverandThe Practical Gold-Worker, or, The Goldsmith's and Jeweller's Instructor in the Art of Alloying, Melting, Reducing, Colouring, Collecting, and Refining: The Progress of Manipulation, Recovery of Waste, Chemical and Physical Properties of Gold; With a New System of Mixing its Alloys; Solders, Enamels, and Other Useful Rules and Recipes.Ainda não há avaliações
- Special CastingDocumento24 páginasSpecial CastingManohara ErlaAinda não há avaliações
- Investment Casting ProcessesDocumento10 páginasInvestment Casting ProcessesPragyan Kumar PradhanAinda não há avaliações
- Noble Metal AlloysDocumento77 páginasNoble Metal AlloysVivek Choukse50% (2)
- Spruing, Inveseting & Casting: PrerequisitesDocumento5 páginasSpruing, Inveseting & Casting: PrerequisitesEnrique NorAinda não há avaliações
- Centrifugal Casting: A Metallurgical Manufacturing Process by CastingDocumento43 páginasCentrifugal Casting: A Metallurgical Manufacturing Process by CastingMuhammad AgilAinda não há avaliações
- PVDDocumento30 páginasPVDShreyansh Shukla100% (1)
- II - Alternative Technique To Conventional Casting For Construction of Metal Substructure in Metal - Ceramic Restorations.-1Documento8 páginasII - Alternative Technique To Conventional Casting For Construction of Metal Substructure in Metal - Ceramic Restorations.-1Ahmed Yahya83% (6)
- Jewelry Investment Runner Design 1Documento5 páginasJewelry Investment Runner Design 1Sanders Refellions100% (1)
- Foundry Manual02Documento82 páginasFoundry Manual02Mohammad Namazi100% (2)
- Basic Information About Metals and AlloysDocumento7 páginasBasic Information About Metals and AlloysMahesh JingarwarAinda não há avaliações
- CastingDocumento19 páginasCastingjoyhjones100% (7)
- Casting Defects: Seminar - 7Documento17 páginasCasting Defects: Seminar - 7Vishal MalusareAinda não há avaliações
- Casting Processes SummaryDocumento6 páginasCasting Processes SummaryRajaSekarsajjaAinda não há avaliações
- Introduction - Definitions - History - Wax Pattern - Spruing - Casting Ring and Liner - Investing - BurnoutDocumento140 páginasIntroduction - Definitions - History - Wax Pattern - Spruing - Casting Ring and Liner - Investing - BurnoutAnas KallayilAinda não há avaliações
- Gold Jewellery Casting Technology Design and Defects EliminationDocumento7 páginasGold Jewellery Casting Technology Design and Defects EliminationReinol Eko SianturiAinda não há avaliações
- Casting DefectsDocumento108 páginasCasting Defectsdr rolly agarwalAinda não há avaliações
- GAS PROBLEM in Steel Sand CastingsDocumento7 páginasGAS PROBLEM in Steel Sand CastingsVasu RajaAinda não há avaliações
- Santa Fe Symposium: Basic Metallurgy of Precious MetalsDocumento33 páginasSanta Fe Symposium: Basic Metallurgy of Precious MetalsaripAinda não há avaliações
- Treatment Using A Porcelain-fused-To-titanium CrownDocumento4 páginasTreatment Using A Porcelain-fused-To-titanium CrownFlorin UngureanuAinda não há avaliações
- Metal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingDocumento7 páginasMetal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingzidaaanAinda não há avaliações
- Grains Structure of IngotsDocumento6 páginasGrains Structure of Ingotshayder1920Ainda não há avaliações
- Foundary or CastingDocumento88 páginasFoundary or CastingThulasi RamAinda não há avaliações
- Metal Casting ProcessDocumento51 páginasMetal Casting ProcessKamalakanta Sahoo100% (1)
- Casting ProcessDocumento50 páginasCasting ProcessPankajAinda não há avaliações
- Foundry DefectsDocumento12 páginasFoundry DefectsVirendra Gupta100% (1)
- Metal-Casting Process and EquipmentDocumento18 páginasMetal-Casting Process and EquipmentZulfikarUdenAinda não há avaliações
- Metal Casting ProcessesDocumento39 páginasMetal Casting ProcessesAthith DAinda não há avaliações
- Casting DefectsDocumento16 páginasCasting DefectsAshok PradhanAinda não há avaliações
- Gypsum & Investment Material - DR - Vaishnavi GaneshDocumento133 páginasGypsum & Investment Material - DR - Vaishnavi GaneshVaishnavi Prabhakar100% (2)
- Making Your Own TubingDocumento17 páginasMaking Your Own TubingGiAinda não há avaliações
- Casting Manufacturing Lab Report2Documento16 páginasCasting Manufacturing Lab Report2Naeem DeenAinda não há avaliações
- Arc SprayingDocumento6 páginasArc SprayingAshok KumarAinda não há avaliações
- Copper AlloysDocumento24 páginasCopper AlloysdiehardjamesbondAinda não há avaliações
- Gas Defects:: These Are Spherical, Flattened or Elongated CavitiesDocumento3 páginasGas Defects:: These Are Spherical, Flattened or Elongated CavitiesmaniAinda não há avaliações
- Metal Casting Full Lecture NotesDocumento51 páginasMetal Casting Full Lecture Notesumarnasar_1987105074% (19)
- Investment MaterialsDocumento191 páginasInvestment MaterialsPriyanka SetiaAinda não há avaliações
- Sand Casting and Other Casting ProcessesDocumento74 páginasSand Casting and Other Casting ProcessesRashid KareemAinda não há avaliações
- Electro-Plating For The AmateurDocumento114 páginasElectro-Plating For The AmateurmangyanAinda não há avaliações
- Casting DefectsDocumento109 páginasCasting DefectsUmesh Vasava0% (1)
- Causes and Remedies of Blow Holes in SanDocumento33 páginasCauses and Remedies of Blow Holes in SanNikhil KumarAinda não há avaliações
- Casting ProcessesDocumento20 páginasCasting ProcessesVv4HAinda não há avaliações
- General Notes On ElectroplatingDocumento2 páginasGeneral Notes On ElectroplatingKalina Browne0% (1)
- Prosthodontics Lab 2, Making of Special TraysDocumento11 páginasProsthodontics Lab 2, Making of Special TraysJustDen09Ainda não há avaliações
- Permanent Mold CastingDocumento10 páginasPermanent Mold Castingroronoa zoroAinda não há avaliações
- Finishing and PolishingDocumento21 páginasFinishing and PolishingVivek reddy100% (1)
- Feeding Steel and Ductile Iron CastingDocumento22 páginasFeeding Steel and Ductile Iron Castingjosemiguelzu100% (1)
- Ingot StructureDocumento5 páginasIngot StructureklawsisAinda não há avaliações
- Maxillary Major ConnectorsDocumento20 páginasMaxillary Major ConnectorsRohan GroverAinda não há avaliações
- LD Gingival RetractionDocumento39 páginasLD Gingival RetractionRohan GroverAinda não há avaliações
- Pi I 0022391385906407Documento7 páginasPi I 0022391385906407Rohan GroverAinda não há avaliações
- Occlusal Rehabilitation of A Patient With Dentinogenesis ImperfectaDocumento4 páginasOcclusal Rehabilitation of A Patient With Dentinogenesis ImperfectaRohan GroverAinda não há avaliações
- Inhibition of Polymerization of Polyvinyl Siloxanes byDocumento4 páginasInhibition of Polymerization of Polyvinyl Siloxanes byRohan GroverAinda não há avaliações
- Anterior Key Method For Indexing Orbital ProsthesesDocumento4 páginasAnterior Key Method For Indexing Orbital ProsthesesRohan GroverAinda não há avaliações
- GlossectomyDocumento68 páginasGlossectomyRohan GroverAinda não há avaliações
- Precision AttachmentsDocumento92 páginasPrecision AttachmentsRohan Grover100% (3)
- AmalgamDocumento60 páginasAmalgamRohan GroverAinda não há avaliações
- Sps 24188Documento10 páginasSps 24188Rohan GroverAinda não há avaliações
- Management of Compromised RidgeDocumento5 páginasManagement of Compromised RidgeBindu Madhavi PaladuguAinda não há avaliações
- Attachment Procedures: Attachments in DentistryDocumento7 páginasAttachment Procedures: Attachments in DentistryRohan GroverAinda não há avaliações
- Centric Relation Concepts and ControversiesDocumento51 páginasCentric Relation Concepts and ControversiesRohan Grover100% (11)
- A Fixed Guide Flange Appliance For HemimandibulectomyDocumento4 páginasA Fixed Guide Flange Appliance For HemimandibulectomyRohan GroverAinda não há avaliações
- Deser DsfdsDocumento93 páginasDeser DsfdsNaresh TeresAinda não há avaliações
- Try in of Waxed Up DenturesDocumento58 páginasTry in of Waxed Up DenturesRohan Grover100% (1)
- Retainers and Connectors in Fixed Partial DenturesDocumento1 páginaRetainers and Connectors in Fixed Partial DenturesRohan GroverAinda não há avaliações
- 03 02 ARTICOL Classification System For Partial EdentulismDocumento13 páginas03 02 ARTICOL Classification System For Partial EdentulismRohan GroverAinda não há avaliações
- Gag Reflex Isdh 2009 No Patient Idppt1374Documento38 páginasGag Reflex Isdh 2009 No Patient Idppt1374Rohan GroverAinda não há avaliações
- Maxillary Sinus Disease - Power Point PresentationDocumento45 páginasMaxillary Sinus Disease - Power Point PresentationRohan Grover100% (1)
- Maxillary LandmarksDocumento30 páginasMaxillary LandmarksRajsandeep Singh86% (14)
- DR Narendra Basutkar M.D.S (Prosthodontics)Documento42 páginasDR Narendra Basutkar M.D.S (Prosthodontics)Rohan GroverAinda não há avaliações
- Alveolar Bone - VandyDocumento80 páginasAlveolar Bone - VandyRohan GroverAinda não há avaliações
- Management of Patient's Gag Reflex in Making Alginate ImprDocumento2 páginasManagement of Patient's Gag Reflex in Making Alginate Imprapi-3710948Ainda não há avaliações
- Flexibility Is Our Strength: Making Millions Smile ™Documento41 páginasFlexibility Is Our Strength: Making Millions Smile ™Rohan GroverAinda não há avaliações
- Maxillary LandmarksDocumento30 páginasMaxillary LandmarksRajsandeep Singh86% (14)
- MRIDocumento22 páginasMRIRohan GroverAinda não há avaliações
- Basic Removable Appliances DesignDocumento160 páginasBasic Removable Appliances DesignRohan Grover100% (1)
- Gag Reflex Isdh 2009 No Patient Idppt1374Documento38 páginasGag Reflex Isdh 2009 No Patient Idppt1374Rohan GroverAinda não há avaliações
- Basics of Fire SprinklerDocumento21 páginasBasics of Fire SprinklerLeo_1982Ainda não há avaliações
- Chapter Three Liquid Piping SystemDocumento51 páginasChapter Three Liquid Piping SystemMelaku TamiratAinda não há avaliações
- Goals in LifeDocumento4 páginasGoals in LifeNessa Layos MorilloAinda não há avaliações
- The Emom Manual: 25 Kettlebell Conditioning WorkoutsDocumento14 páginasThe Emom Manual: 25 Kettlebell Conditioning WorkoutsguilleAinda não há avaliações
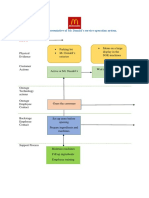
- Blueprint Huynh My Ky Duyen 2022 McDonald'sDocumento2 páginasBlueprint Huynh My Ky Duyen 2022 McDonald'sHuỳnh Mỹ Kỳ DuyênAinda não há avaliações
- Join Our Telegram Channel: @AJITLULLA: To Get Daily Question Papers & SolutionsDocumento24 páginasJoin Our Telegram Channel: @AJITLULLA: To Get Daily Question Papers & SolutionsNaveen KumarAinda não há avaliações
- FEM 3004 - Lab 10 Part 2editedDocumento26 páginasFEM 3004 - Lab 10 Part 2editedAINA NADHIRAH BINTI A ROZEY / UPMAinda não há avaliações
- General Chemistry 2 Quarter 4 - Week 4 Module 4: PH of Buffer SolutionsDocumento12 páginasGeneral Chemistry 2 Quarter 4 - Week 4 Module 4: PH of Buffer SolutionsHazel EncarnacionAinda não há avaliações
- Rooftop Rain Water Harvesting in An Educational CampusDocumento9 páginasRooftop Rain Water Harvesting in An Educational CampusAkshay BoratiAinda não há avaliações
- Pe 3 Syllabus - GymnasticsDocumento7 páginasPe 3 Syllabus - GymnasticsLOUISE DOROTHY PARAISO100% (1)
- Border Collie Training GuidelinesDocumento12 páginasBorder Collie Training GuidelinespsmanasseAinda não há avaliações
- Feeder BrochureDocumento12 páginasFeeder BrochureThupten Gedun Kelvin OngAinda não há avaliações
- ATI Respiratory PowerpointDocumento90 páginasATI Respiratory PowerpointAnn KelseaAinda não há avaliações
- CONTROLTUB - Controle de Juntas - New-Flare-Piping-Joints-ControlDocumento109 páginasCONTROLTUB - Controle de Juntas - New-Flare-Piping-Joints-ControlVss SantosAinda não há avaliações
- Chemical Quick Guide PDFDocumento1 páginaChemical Quick Guide PDFAndrejs ZundaAinda não há avaliações
- Sustainable Development at British Petroleum: Presented by Amardeep Kulshrestha 09BS0000172 Section-EDocumento20 páginasSustainable Development at British Petroleum: Presented by Amardeep Kulshrestha 09BS0000172 Section-EAmar KulshresthaAinda não há avaliações
- Engineering Project ListDocumento25 páginasEngineering Project ListSyed ShaAinda não há avaliações
- Far Eastern University - Manila Income Taxation TAX1101 Fringe Benefit TaxDocumento10 páginasFar Eastern University - Manila Income Taxation TAX1101 Fringe Benefit TaxRyan Christian BalanquitAinda não há avaliações
- How McDonald'sDocumento2 páginasHow McDonald'spratik khandualAinda não há avaliações
- Installing Touareg R5 CamshaftDocumento1 páginaInstalling Touareg R5 CamshaftSarunas JurciukonisAinda não há avaliações
- QA-QC TPL of Ecube LabDocumento1 páginaQA-QC TPL of Ecube LabManash Protim GogoiAinda não há avaliações
- Home Composting SystemsDocumento8 páginasHome Composting Systemssumanenthiran123Ainda não há avaliações
- Narrative Report On Weekly Accomplishments: Department of EducationDocumento2 páginasNarrative Report On Weekly Accomplishments: Department of Educationisha mariano100% (1)
- Demages Goods RecordDocumento22 páginasDemages Goods Recordtariq malikAinda não há avaliações
- HUM110 Gilgamesh EssayDocumento4 páginasHUM110 Gilgamesh EssaynsmeganAinda não há avaliações
- Thanks For Visiting Our Page!: Hi Doc!Documento15 páginasThanks For Visiting Our Page!: Hi Doc!bey luAinda não há avaliações
- Soil Biotechnology (SBT) - Brochure of Life LinkDocumento2 páginasSoil Biotechnology (SBT) - Brochure of Life Linkiyer_lakshmananAinda não há avaliações
- Acute Renal Failure in The Intensive Care Unit: Steven D. Weisbord, M.D., M.Sc. and Paul M. Palevsky, M.DDocumento12 páginasAcute Renal Failure in The Intensive Care Unit: Steven D. Weisbord, M.D., M.Sc. and Paul M. Palevsky, M.Dkerm6991Ainda não há avaliações
- High Speed DoorsDocumento64 páginasHigh Speed DoorsVadimMedooffAinda não há avaliações
- Bhert - EoDocumento2 páginasBhert - EoRose Mae LambanecioAinda não há avaliações