Você também pode gostar
- Fidelización de ClientesDocumento61 páginasFidelización de Clientesantonio2008Ainda não há avaliações
- Unidad II - Guía de Estudio 3Documento4 páginasUnidad II - Guía de Estudio 3Alucard KiotoAinda não há avaliações
- Artapase 336Documento14 páginasArtapase 336antonio2008Ainda não há avaliações
- Colector de InyectoraDocumento1 páginaColector de Inyectoraantonio2008Ainda não há avaliações
- Formatos de RuidoDocumento6 páginasFormatos de RuidoDiana Patricia Zamudio MontañaAinda não há avaliações
- Ejercicio PropuestoDocumento1 páginaEjercicio Propuestoantonio2008Ainda não há avaliações
- Introduccion A La Programacion Estructurada en CDocumento380 páginasIntroduccion A La Programacion Estructurada en Cantonio2008Ainda não há avaliações
- Guía 1 Unidad 1Documento1 páginaGuía 1 Unidad 1antonio2008Ainda não há avaliações
- Reglas de ConvivenciaDocumento1 páginaReglas de Convivenciaantonio2008Ainda não há avaliações
- Guía 2 Unidad 1Documento3 páginasGuía 2 Unidad 1antonio2008Ainda não há avaliações
- Acerbrag TecnicoDocumento42 páginasAcerbrag TecnicovskAinda não há avaliações
- Shhh... : Y Siempre Diga: GraciasDocumento1 páginaShhh... : Y Siempre Diga: Graciasantonio2008Ainda não há avaliações
- FuncionesDocumento3 páginasFuncionesantonio2008Ainda não há avaliações
- Clase 05-04Documento28 páginasClase 05-04antonio2008Ainda não há avaliações
- JuegoDocumento42 páginasJuegoantonio2008Ainda não há avaliações
- Manipulación manual de cargas: pasos para levantar una carga de forma seguraDocumento1 páginaManipulación manual de cargas: pasos para levantar una carga de forma seguraIsrael Perez100% (1)
- DMDocumento68 páginasDMantonio2008Ainda não há avaliações
- Semi Aro de Camara AguaDocumento1 páginaSemi Aro de Camara Aguaantonio2008Ainda não há avaliações
- Codigo-Barras UTN PDFDocumento1 páginaCodigo-Barras UTN PDFantonio2008Ainda não há avaliações
- Semiaro Tapa de Camara AguaDocumento1 páginaSemiaro Tapa de Camara Aguaantonio2008Ainda não há avaliações
- Conjunto Armado Semi Camara - Tapa de AguaDocumento1 páginaConjunto Armado Semi Camara - Tapa de Aguaantonio2008Ainda não há avaliações
- TRAZADORDocumento1 páginaTRAZADORantonio2008Ainda não há avaliações
- InyeccionDocumento0 páginaInyeccionsmejiagonzalesAinda não há avaliações
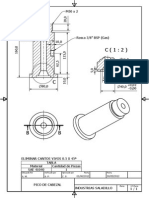
- Pico de CabezalDocumento1 páginaPico de Cabezalantonio2008Ainda não há avaliações
- Plano InclinadoDocumento2 páginasPlano Inclinadoantonio2008Ainda não há avaliações
- Canasto InyecciónDocumento1 páginaCanasto Inyecciónantonio2008Ainda não há avaliações
- CERCO de AlambradoDocumento1 páginaCERCO de Alambradoantonio2008Ainda não há avaliações
- Mesa para Cinta de ImpresiónDocumento1 páginaMesa para Cinta de Impresiónantonio2008Ainda não há avaliações
- Mordazas y Soporte BarandasDocumento1 páginaMordazas y Soporte Barandasantonio2008Ainda não há avaliações
- Mesa ImpresorasDocumento1 páginaMesa Impresorasantonio2008Ainda não há avaliações
- 1º Opcion Carga ModuladaDocumento1 página1º Opcion Carga Moduladaantonio2008Ainda não há avaliações
- Bitacora 2do. Parcial Transferencia de CalorDocumento18 páginasBitacora 2do. Parcial Transferencia de CalorPaulus BalcazarAinda não há avaliações
- Elaboración del Macromodelo de la red de abastecimiento de la ciudad de MurciaDocumento140 páginasElaboración del Macromodelo de la red de abastecimiento de la ciudad de MurciaAlberto José Garrido RattiaAinda não há avaliações
- Tarea 1 - Ley Fourier Carolay ZunigaDocumento5 páginasTarea 1 - Ley Fourier Carolay ZunigaJulio Carlos Salgado BautistaAinda não há avaliações
- 3BPEPB2017M0005 - Memoria de Calculo de Aire Acondicionado y PresurizacionDocumento15 páginas3BPEPB2017M0005 - Memoria de Calculo de Aire Acondicionado y PresurizacionWilmer Susano100% (1)
- Unidad 01 Integrada Primer PrincipioDocumento15 páginasUnidad 01 Integrada Primer PrincipioAndres ZambranoAinda não há avaliações
- Examen Parcial 1 de Transferencia de Calor MMMMMMDocumento4 páginasExamen Parcial 1 de Transferencia de Calor MMMMMMFerlis Pertuz Dhe GalvanAinda não há avaliações
- Practica 5 - Conductividad TermicaDocumento16 páginasPractica 5 - Conductividad TermicaMiguel Angel C. Greer80% (5)
- Monografía Disrupción (Gases, Liquidos, Sólidos) Alvarez LeonardoDocumento24 páginasMonografía Disrupción (Gases, Liquidos, Sólidos) Alvarez LeonardoCristian Ap100% (1)
- Ecuación Del Calor FinalDocumento26 páginasEcuación Del Calor FinalRAUL ELIEZER REQUE LLONTOPAinda não há avaliações
- Soluciones a problemas de transferencia de calor en vehículos, cables eléctricos y fenómenos térmicosDocumento28 páginasSoluciones a problemas de transferencia de calor en vehículos, cables eléctricos y fenómenos térmicosEDUARDO GOMEZ CORDOVAAinda não há avaliações
- UT 7a Mec CalorDocumento40 páginasUT 7a Mec CalorSuxsuky Santiago SantiagoAinda não há avaliações
- Sesión 7 - MineralogíaDocumento48 páginasSesión 7 - MineralogíaABNER DANIEL LIMAY COROAinda não há avaliações
- Intercambiadores de CalorDocumento24 páginasIntercambiadores de CalorXavier Alexis Cortes VillalobosAinda não há avaliações
- Modulo 3 TermodinamicaDocumento38 páginasModulo 3 TermodinamicaRoy Amed CastilloAinda não há avaliações
- Capítulo 10 Texto FTDocumento53 páginasCapítulo 10 Texto FTMarco Antonio Cervantes SacachipanaAinda não há avaliações
- Transferencia de Calor Por Radiación en VentanasDocumento10 páginasTransferencia de Calor Por Radiación en VentanasAltairCitlalliAinda não há avaliações
- Proyecto Final Transferencia PDFDocumento39 páginasProyecto Final Transferencia PDFLeonardo Jose Gonzalez DamasAinda não há avaliações
- 3-Conduccion en Un Cilindro Si K Cte y K F (T Media)Documento21 páginas3-Conduccion en Un Cilindro Si K Cte y K F (T Media)Willian Illapa Morales100% (1)
- UNEFA ECP53080 Tema 1Documento26 páginasUNEFA ECP53080 Tema 1fjloyolaAinda não há avaliações
- 003 Tarea 2 Ieme TDC 2017 BDocumento6 páginas003 Tarea 2 Ieme TDC 2017 BJuan Carlos Martinez ReynaAinda não há avaliações
- Tarea 2 Procesos de Transferencia de CalorDocumento2 páginasTarea 2 Procesos de Transferencia de CalorMiriam PérezAinda não há avaliações
- Condensador de Vapor Saturado - AguaDocumento82 páginasCondensador de Vapor Saturado - Aguajizu100% (6)
- Labo 3 EscalanteDocumento26 páginasLabo 3 EscalanteMarioly Susana Jimenez VargasAinda não há avaliações
- Termodinamica en Un HornoDocumento22 páginasTermodinamica en Un Hornouriel suyoAinda não há avaliações
- TESIS Osmosis InversaDocumento44 páginasTESIS Osmosis InversaFelipe SabelotoAinda não há avaliações
- Capítulo 9 - Texto FTDocumento48 páginasCapítulo 9 - Texto FTRommelOrtizAinda não há avaliações
- Conveccion ForzadaDocumento89 páginasConveccion ForzadaJuan Pablo Castellanos100% (1)
- Incorporación Del Efecto Del Clima en El Procedimiento de Diseño de Pavimentos Asfálticos Del MTC y AASHTO 93Documento20 páginasIncorporación Del Efecto Del Clima en El Procedimiento de Diseño de Pavimentos Asfálticos Del MTC y AASHTO 93alexAinda não há avaliações
- F Is Probl Prop Tips Mac Ad MakarenkoDocumento15 páginasF Is Probl Prop Tips Mac Ad MakarenkoJohan Carvajal AlzamoraAinda não há avaliações