Você também pode gostar
- Introduction To Metal EtchingDocumento2 páginasIntroduction To Metal EtchingfoobiedotAinda não há avaliações
- Laser Beam Machining: Done By: MuradDocumento15 páginasLaser Beam Machining: Done By: MuradAl Mutiry MuardAinda não há avaliações
- Metal FormingDocumento49 páginasMetal FormingtejasAinda não há avaliações
- Lecture # 04 (Design of Riveted Joint)Documento31 páginasLecture # 04 (Design of Riveted Joint)Muhammad Ali Khan100% (1)
- Study On Detergent PowderDocumento12 páginasStudy On Detergent PowderRamesh Choudhary100% (2)
- Ch-5 Sheet Metal OperationDocumento20 páginasCh-5 Sheet Metal OperationJAYANT KUMARAinda não há avaliações
- Body Design and ConstructionDocumento379 páginasBody Design and ConstructionBharath AgarwalAinda não há avaliações
- Lecture 19 Rapid Prototyping Concept, Advantages PDFDocumento15 páginasLecture 19 Rapid Prototyping Concept, Advantages PDFRishabh MendirattaAinda não há avaliações
- MP 2 Unit II MachinabilityDocumento15 páginasMP 2 Unit II MachinabilitySuraj NKAinda não há avaliações
- Computer Numerical Control: Banu Akar Neşe Kaynak Duygu Gökçe Meltem ErdiDocumento36 páginasComputer Numerical Control: Banu Akar Neşe Kaynak Duygu Gökçe Meltem ErdinenadAinda não há avaliações
- Stereo Lithography PresentationDocumento28 páginasStereo Lithography PresentationJayanth RajAinda não há avaliações
- Spur GearDocumento67 páginasSpur GearJeky KurniawanAinda não há avaliações
- Material SelectionDocumento60 páginasMaterial SelectionKhoa Nguyễn AnhAinda não há avaliações
- Ch2 Env Eco by Rabindra BhattacharyaDocumento17 páginasCh2 Env Eco by Rabindra BhattacharyaSadain RazaAinda não há avaliações
- Application of Industrial RobotsDocumento13 páginasApplication of Industrial RobotsAvinash YewaleAinda não há avaliações
- Manufacturing Technology (MEC - 205) : Unit - 1 Introduction To Manufacturing and Metal CastingDocumento74 páginasManufacturing Technology (MEC - 205) : Unit - 1 Introduction To Manufacturing and Metal CastingShridhar SavatAinda não há avaliações
- Plastics PDFDocumento18 páginasPlastics PDFV Phanindra BoguAinda não há avaliações
- Hot Tap ProcedureDocumento6 páginasHot Tap ProcedureNatarajan MurugesanAinda não há avaliações
- Belt Drive SystemDocumento37 páginasBelt Drive SystemHaris ShahidAinda não há avaliações
- Specification For Valves P-09-1001 Rev0Documento29 páginasSpecification For Valves P-09-1001 Rev0Anonymous H8EsgFCXjWAinda não há avaliações
- Productivity and Reliability-Based Maintenance Management, Second EditionNo EverandProductivity and Reliability-Based Maintenance Management, Second EditionAinda não há avaliações
- Tugas PPM Deny Saputro Arifin 113170039Documento9 páginasTugas PPM Deny Saputro Arifin 113170039Vira IrnandaAinda não há avaliações
- Presentation On Advanced Fine Finishing ProcessDocumento10 páginasPresentation On Advanced Fine Finishing ProcessVenkatesh VenkyAinda não há avaliações
- EXL Meso FinalDocumento13 páginasEXL Meso FinalNisargaAinda não há avaliações
- Design Intent ParametricDocumento21 páginasDesign Intent ParametricRamesh VajramAinda não há avaliações
- Auto Transmission The SlideDocumento13 páginasAuto Transmission The SlideRohit Sharma100% (2)
- Machining ProcessDocumento51 páginasMachining ProcessSudeepAinda não há avaliações
- Nano Finishing TechniquesDocumento30 páginasNano Finishing TechniquesSujay SaxenaAinda não há avaliações
- Chip BreakersDocumento38 páginasChip BreakersrosmarinanordinAinda não há avaliações
- Design of Machine Tool GBDocumento39 páginasDesign of Machine Tool GBrahul bachuteAinda não há avaliações
- Machining Forces and Merchant's Circle Diagram (MCD)Documento40 páginasMachining Forces and Merchant's Circle Diagram (MCD)AswinAinda não há avaliações
- S11-Cutting Forcess & MCDDocumento37 páginasS11-Cutting Forcess & MCDBenita PrinceAinda não há avaliações
- MP-II Unit 2 SBPDocumento69 páginasMP-II Unit 2 SBPamith jspmAinda não há avaliações
- Introduction To Design of Machine ElementsDocumento11 páginasIntroduction To Design of Machine Elementssakali aliAinda não há avaliações
- FALLSEM2021-22 MEE3001 TH VL2021220103058 Reference Material I 23-Aug-2021 Module 2 Design Against Fluctuating LoadDocumento78 páginasFALLSEM2021-22 MEE3001 TH VL2021220103058 Reference Material I 23-Aug-2021 Module 2 Design Against Fluctuating LoadJude JohnAinda não há avaliações
- Dynamic Econometric ModelsDocumento3 páginasDynamic Econometric ModelsAvitha Meliia SugionoAinda não há avaliações
- Manufacturing SystemsDocumento14 páginasManufacturing SystemsPradeep Kumar MehtaAinda não há avaliações
- Agricultural Growth in India Since 1991" by Pulapre Balakrishnan, Ramesh Golait, Pankaj KumarDocumento43 páginasAgricultural Growth in India Since 1991" by Pulapre Balakrishnan, Ramesh Golait, Pankaj KumarNehal Anurag100% (1)
- Stretch Forming JomyDocumento33 páginasStretch Forming JomyJoAinda não há avaliações
- High Energy Rate Forming ProcessDocumento8 páginasHigh Energy Rate Forming Processjasonmani90Ainda não há avaliações
- Prototyping: Presented by Pradeep PandeyDocumento16 páginasPrototyping: Presented by Pradeep PandeyPradeep Kumar PandeyAinda não há avaliações
- Shaping MachineDocumento25 páginasShaping Machinekatakamharish100% (1)
- Chemical MachiningDocumento23 páginasChemical MachiningAbhishek Chadaga100% (6)
- Chap 24 Milling - PPT - MFG - Chapter24 - FinalDocumento52 páginasChap 24 Milling - PPT - MFG - Chapter24 - FinalhoangAinda não há avaliações
- Turning and Drilling PPT MFG Chapter23 FinalDocumento78 páginasTurning and Drilling PPT MFG Chapter23 FinalRavichandran GAinda não há avaliações
- Metal Joining PrcocessDocumento42 páginasMetal Joining PrcocessDheerajSharmaAinda não há avaliações
- Functional FormsDocumento17 páginasFunctional FormsmahomedyacAinda não há avaliações
- Precision Polishing of Metal Components - 10-08-20Documento23 páginasPrecision Polishing of Metal Components - 10-08-20Optiforms TemeculaAinda não há avaliações
- Cutting Force Measurements: S.DineshDocumento20 páginasCutting Force Measurements: S.DineshMukesh Muraleedharan NairAinda não há avaliações
- Introduction To Manufacturing TechnologyDocumento29 páginasIntroduction To Manufacturing TechnologySahil SundaAinda não há avaliações
- Micro-Drilling Using Step-Forward MethodDocumento17 páginasMicro-Drilling Using Step-Forward Methodsureshm_raj5434Ainda não há avaliações
- MillingDocumento46 páginasMillingHumberto Angulo100% (1)
- Cutting ToolsDocumento30 páginasCutting ToolsJawad Sandhu100% (1)
- Single Point Cutting ToolDocumento16 páginasSingle Point Cutting ToolSoumik DasAinda não há avaliações
- Plastic Metal Forming of Metals and PowdersDocumento20 páginasPlastic Metal Forming of Metals and Powdersيوسف عادل حسانينAinda não há avaliações
- OAT751 Production of Automotive Components LTPC 3 0 0 3 ObjectivesDocumento2 páginasOAT751 Production of Automotive Components LTPC 3 0 0 3 ObjectivesMr.Babu T50% (2)
- Workshop Practise: An IntroductionDocumento21 páginasWorkshop Practise: An IntroductionjgkonnullyAinda não há avaliações
- Property Rights, Externalities and Environmental ProblemsDocumento22 páginasProperty Rights, Externalities and Environmental Problemsii mu100% (1)
- Electromagnetic FormingDocumento15 páginasElectromagnetic FormingHimanshu Gupta50% (4)
- 322 F22 Lecture17 Yield Criteria Flow RulesDocumento41 páginas322 F22 Lecture17 Yield Criteria Flow RuleslokeshAinda não há avaliações
- Thermal Aspects of Machining Module 1Documento75 páginasThermal Aspects of Machining Module 1Libin AbrahamAinda não há avaliações
- Lecture 10 Binder JettingDocumento23 páginasLecture 10 Binder Jettingshanur begulajiAinda não há avaliações
- Optimization of Kerf Quality During Pulsed Laser Cutting of Aluminium Alloy SheetDocumento7 páginasOptimization of Kerf Quality During Pulsed Laser Cutting of Aluminium Alloy SheetSyafril AbdillahAinda não há avaliações
- Design Considerations With Powder MetallurgyDocumento15 páginasDesign Considerations With Powder MetallurgyTagaytayan MaritesAinda não há avaliações
- Lecture 5-Machining OperationsDocumento55 páginasLecture 5-Machining OperationsAhmad OmarAinda não há avaliações
- Acid Bases and SaltsDocumento1 páginaAcid Bases and SaltsSherida GibbsAinda não há avaliações
- Nuclear Technology and EnergyDocumento4 páginasNuclear Technology and EnergyJessica Anna LuchkaAinda não há avaliações
- Continuous Winemaking Fermentation Using Quince-Immobilized Yeast at Room and Low TemperaturesDocumento6 páginasContinuous Winemaking Fermentation Using Quince-Immobilized Yeast at Room and Low TemperaturesLoc VotuongAinda não há avaliações
- European Steel and Alloy Grades: HDT560F (1.0959)Documento2 páginasEuropean Steel and Alloy Grades: HDT560F (1.0959)farshid KarpasandAinda não há avaliações
- Comprehensive Chemical Kinetics BamfordDocumento633 páginasComprehensive Chemical Kinetics BamfordDiana Montagut50% (2)
- Using Chitosan To Extend Shelf Life Research Proposal Mantillas X-Faraday (Final)Documento7 páginasUsing Chitosan To Extend Shelf Life Research Proposal Mantillas X-Faraday (Final)Tristan Jay AranasAinda não há avaliações
- Isomerism Revision SlideDocumento104 páginasIsomerism Revision SlideV.Ainda não há avaliações
- HPLC Column Protection Guide-1Documento40 páginasHPLC Column Protection Guide-1Umair HussainAinda não há avaliações
- RT (Main)Documento16 páginasRT (Main)Keshav Singhal100% (1)
- PWT Aug99 PDFDocumento3 páginasPWT Aug99 PDFpanduranganraghuramaAinda não há avaliações
- Level 3 Post Emulsifiable Fluorescent Penetrant: Product Data SheetDocumento2 páginasLevel 3 Post Emulsifiable Fluorescent Penetrant: Product Data SheetAnand AmanAinda não há avaliações
- Assignment 1 - Mass and Energy Balance March 2020Documento2 páginasAssignment 1 - Mass and Energy Balance March 2020Porkkodi SugumaranAinda não há avaliações
- Assign Chap 2 Version 2Documento4 páginasAssign Chap 2 Version 2Rashiqah RazlanAinda não há avaliações
- (Caustic Soda) : Material Safety Data SheetDocumento2 páginas(Caustic Soda) : Material Safety Data SheetKumbang KambingAinda não há avaliações
- Rhododendron Anthopogon 3Documento11 páginasRhododendron Anthopogon 3subashrai7991Ainda não há avaliações
- T5300 Titan Superflex WhiteDocumento8 páginasT5300 Titan Superflex WhiteLola TesieAinda não há avaliações
- PE6705 Water Flooding and Enhanced Oil Recovery L T P C 3 0 0 3 Objective: Unit I 9Documento6 páginasPE6705 Water Flooding and Enhanced Oil Recovery L T P C 3 0 0 3 Objective: Unit I 9Prince ImmanuelAinda não há avaliações
- Safety Data Sheet: 1. IdentificationDocumento7 páginasSafety Data Sheet: 1. IdentificationGan Chai SInAinda não há avaliações
- Physico-Chemical Properties of Drinking WaterDocumento12 páginasPhysico-Chemical Properties of Drinking WaterEmmanuel WinfulAinda não há avaliações
- Advances in Vapor Compression Technology For The Production of USP Purified Water and Water For InjectionDocumento8 páginasAdvances in Vapor Compression Technology For The Production of USP Purified Water and Water For InjectionTimAinda não há avaliações
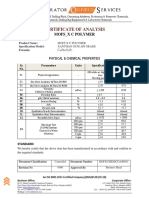
- Certificate of Analysis: Mofs - X C PolymerDocumento1 páginaCertificate of Analysis: Mofs - X C PolymerPranav DubeyAinda não há avaliações
- Used Oil Recycling and Treatment in The United AraDocumento11 páginasUsed Oil Recycling and Treatment in The United AraEssam AlharthyAinda não há avaliações
- Aspen Plus - Cetic Anhyhdrate ReactorsDocumento6 páginasAspen Plus - Cetic Anhyhdrate ReactorsGyan PrameswaraAinda não há avaliações