Você também pode gostar
- Modeling in Transport Phenomena: A Conceptual ApproachNo EverandModeling in Transport Phenomena: A Conceptual ApproachNota: 3 de 5 estrelas3/5 (2)
- BITS Pilani: Module 2: Flowsheet Synthesis Lecture-6Documento63 páginasBITS Pilani: Module 2: Flowsheet Synthesis Lecture-6sukhmaniAinda não há avaliações
- HDA SimulationDocumento9 páginasHDA SimulationManglam Tewari50% (2)
- Hydrodealkylation Process (HDA)Documento6 páginasHydrodealkylation Process (HDA)Mohammad Bin Fahad100% (1)
- HDA Simulation Laboratory - 054330Documento18 páginasHDA Simulation Laboratory - 054330Fussy Taksn100% (1)
- Hydrodealkylation SimulationDocumento8 páginasHydrodealkylation SimulationSchaieraAinda não há avaliações
- HDA ProcessDocumento2 páginasHDA ProcessCluisantony Jayco Dize0% (1)
- Hydrodealkylation Plant Economic AnalysisDocumento5 páginasHydrodealkylation Plant Economic AnalysisVinayak PathakAinda não há avaliações
- Hydrodealkylation SimulationDocumento10 páginasHydrodealkylation SimulationSaiVenkatAinda não há avaliações
- Benzene Production Using Hydrodealkylation RouteDocumento3 páginasBenzene Production Using Hydrodealkylation RouteCluisantony Jayco DizeAinda não há avaliações
- Production of 100,00 Metrics Tonnes Per Year of N-Propanol PDFDocumento90 páginasProduction of 100,00 Metrics Tonnes Per Year of N-Propanol PDFArina Oxalis0% (1)
- Hydrodealkylation SimulationDocumento8 páginasHydrodealkylation SimulationLívia Lopes100% (2)
- For Hysys UsersDocumento5 páginasFor Hysys UsersZohaib RanaAinda não há avaliações
- Advanced Chemical Reaction Engineering CBE9450 ProjectDocumento21 páginasAdvanced Chemical Reaction Engineering CBE9450 Projectdaoud saleemAinda não há avaliações
- RXN CH 5Documento68 páginasRXN CH 5Yonas AddamAinda não há avaliações
- Hda Process Flow Diagram PDFDocumento2 páginasHda Process Flow Diagram PDFadnan mukhtar50% (2)
- Toluene BenzeneDocumento20 páginasToluene BenzeneZarin ZahurinAinda não há avaliações
- RESIDUE Curve MapsDocumento9 páginasRESIDUE Curve MapsPratikLakkadAinda não há avaliações
- Production of N Octane From Ethylene and I ButaneDocumento2 páginasProduction of N Octane From Ethylene and I ButaneRamyaAinda não há avaliações
- Reactor (CSTR)Documento12 páginasReactor (CSTR)fatiehah93100% (1)
- Solution Manual Chemical Engineering Design 2nd Edition TowlerDocumento16 páginasSolution Manual Chemical Engineering Design 2nd Edition TowlerLiona Margarita13% (23)
- HYSYS - Multiple Reactions - Styrene Prepared by Robert P. Hesketh Spring 2005 Styrene Reactor SystemDocumento9 páginasHYSYS - Multiple Reactions - Styrene Prepared by Robert P. Hesketh Spring 2005 Styrene Reactor SystemCarlos GonzalezAinda não há avaliações
- Detailed Solutions To ExercisesDocumento123 páginasDetailed Solutions To Exerciseslutfi awn100% (4)
- HAZOP ProjectDocumento2 páginasHAZOP ProjectPaolo AquinoAinda não há avaliações
- Reactor Design IIDocumento68 páginasReactor Design IIKORAMA KIEN0% (1)
- Problem 12Documento8 páginasProblem 12LINDOH0% (1)
- Computer Applications For Chemical Engineering Practice: Exercise ProblemsDocumento72 páginasComputer Applications For Chemical Engineering Practice: Exercise ProblemsChien Nguyen0% (1)
- Turton 1+2-b4Documento23 páginasTurton 1+2-b4Martha Rocio Rojas InfanteAinda não há avaliações
- Cumene - Final Yeat Project 2019 - Final FormatingDocumento188 páginasCumene - Final Yeat Project 2019 - Final FormatingTalha IshaqAinda não há avaliações
- Multicomponent Distillation V ImpDocumento94 páginasMulticomponent Distillation V Impsunami666Ainda não há avaliações
- Assignment Aspen PlusDocumento8 páginasAssignment Aspen PlusVinayak PathakAinda não há avaliações
- Optimum Temperature ProgressionDocumento45 páginasOptimum Temperature ProgressionHaiderAliJuttAinda não há avaliações
- Hydrodealkylation ProcessesDocumento6 páginasHydrodealkylation ProcessesCluisantony Jayco Dize100% (2)
- Cyclohexane ReportDocumento5 páginasCyclohexane ReportLuffy RajAinda não há avaliações
- Plant Design For The Production of Nitric Acid PDFDocumento59 páginasPlant Design For The Production of Nitric Acid PDFحاتم غيدان خلف0% (1)
- CHE655 - Plant Design Project #4 Summer 2011 Design of A Styrene Production ProcessDocumento11 páginasCHE655 - Plant Design Project #4 Summer 2011 Design of A Styrene Production ProcessAhmed Ali67% (3)
- Benzene To CyclohexaneDocumento16 páginasBenzene To Cyclohexanekalwani20Ainda não há avaliações
- ASPEN PLUS Example ProblemDocumento5 páginasASPEN PLUS Example ProblemAlbert Powa0% (1)
- 06 - Reactor DesignDocumento28 páginas06 - Reactor DesignNoman AslamAinda não há avaliações
- Project 6 - Ethylene Oxide PDFDocumento13 páginasProject 6 - Ethylene Oxide PDFStephanie Hawkins100% (1)
- Week03 Multi Component Flash DistillationDocumento31 páginasWeek03 Multi Component Flash DistillationTirapath Chobchuen100% (1)
- Simulation Design Project 2013 PDFDocumento167 páginasSimulation Design Project 2013 PDFNhut NguyenAinda não há avaliações
- Phenol From Cuemen and TolueneDocumento9 páginasPhenol From Cuemen and TolueneAnonymous RJkpep7D0rAinda não há avaliações
- Assignment 1 QDocumento2 páginasAssignment 1 Qlastlanding100% (2)
- Production of Ethylbenzene by Liquid-Phase Benzene Alkylation (Thesis)Documento26 páginasProduction of Ethylbenzene by Liquid-Phase Benzene Alkylation (Thesis)Kiran Kumar100% (1)
- CHE201ch12Documento25 páginasCHE201ch12chandro57Ainda não há avaliações
- Design of Packed ColumsDocumento64 páginasDesign of Packed ColumsChelsea Martinez100% (1)
- Manfacture OF: Cyclo HexaneDocumento91 páginasManfacture OF: Cyclo HexaneNikhil Kumar Chennuri100% (4)
- Project ReportDocumento12 páginasProject ReportRabia SabirAinda não há avaliações
- (A) Example 8-1. (1) What Are - (2) What Would Have Been...Documento16 páginas(A) Example 8-1. (1) What Are - (2) What Would Have Been...Anonymous Hzdnl0WNAinda não há avaliações
- Interpretation of Rate Data: A. Sarath BabuDocumento76 páginasInterpretation of Rate Data: A. Sarath Babuishhh12100% (8)
- Sample Full Report Design 2 PDFDocumento119 páginasSample Full Report Design 2 PDFHafiz ImranAinda não há avaliações
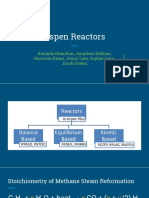
- Aspen ReactorDocumento31 páginasAspen ReactorCristopher CanoAinda não há avaliações
- Chapter 3 Stage and Continuous Gas Liquid Separation Processes PDFDocumento46 páginasChapter 3 Stage and Continuous Gas Liquid Separation Processes PDFazim100% (1)
- BITS Pilani: Module 2: Flowsheet Synthesis Lecture-5Documento49 páginasBITS Pilani: Module 2: Flowsheet Synthesis Lecture-5sukhmaniAinda não há avaliações
- Chapter 6 PDFDocumento53 páginasChapter 6 PDFInnekeAinda não há avaliações
- Lecture 2 (16-17) - Intro To HYSYSDocumento16 páginasLecture 2 (16-17) - Intro To HYSYSAngela Paul PeterAinda não há avaliações
- Recycle Structure of The FlowsheetDocumento19 páginasRecycle Structure of The FlowsheetSanyog GhoshAinda não há avaliações
- CHE112P Lecture Recycle - BypassDocumento22 páginasCHE112P Lecture Recycle - BypassYzeAinda não há avaliações
- Reactor-Separator-Recycle Networks: Chapter 8 S, S&L Terry Ring Chemical Engineering University of UtahDocumento16 páginasReactor-Separator-Recycle Networks: Chapter 8 S, S&L Terry Ring Chemical Engineering University of UtahMayurkumar patilAinda não há avaliações
- SC.5.P.8.3 - Properties of MatterDocumento4 páginasSC.5.P.8.3 - Properties of MatterSurenthran SundarAinda não há avaliações
- Exp 1 DLTDocumento5 páginasExp 1 DLTSurenthran SundarAinda não há avaliações
- Map Tebrau ADocumento1 páginaMap Tebrau ASurenthran SundarAinda não há avaliações
- Conceptual Design of Chemical Processes (By James M. Douglas)Documento309 páginasConceptual Design of Chemical Processes (By James M. Douglas)Surenthran Sundar50% (2)
- 03-Pipe Fittings PDFDocumento1 página03-Pipe Fittings PDFsopan kharcheAinda não há avaliações
- Science 6 - Q1 - ST4Documento2 páginasScience 6 - Q1 - ST4Jilliane DeligeroAinda não há avaliações
- Stoichiometric CombustionDocumento3 páginasStoichiometric CombustionKhairil MunawirAinda não há avaliações
- Relative VolatilityDocumento3 páginasRelative VolatilityRM jahanzaib IqbalAinda não há avaliações
- 10 Chem EquilibriumDocumento5 páginas10 Chem EquilibriumAnnie GraceAinda não há avaliações
- 5 Hess's LawDocumento57 páginas5 Hess's Lawaioplayz951Ainda não há avaliações
- What Is The Difference Between HPLC and HPTLCDocumento5 páginasWhat Is The Difference Between HPLC and HPTLCMubarak PatelAinda não há avaliações
- 07b BurnersDocumento16 páginas07b BurnersTissa1969Ainda não há avaliações
- MITCHIKDocumento13 páginasMITCHIKMitchiko MondoyAinda não há avaliações
- 312 12 048 US Producing Nitrogen Via Pressure Swing AdsorptionDocumento6 páginas312 12 048 US Producing Nitrogen Via Pressure Swing AdsorptionRonak PanchalAinda não há avaliações
- Petroleum Refinery EngineeringDocumento9 páginasPetroleum Refinery EngineeringMahtab SajnaniAinda não há avaliações
- Activity 8 Mass Transfer: B. Unsaturated Gas A. 1Documento11 páginasActivity 8 Mass Transfer: B. Unsaturated Gas A. 1Jeanne Roselle Dulatre CortezAinda não há avaliações
- Types of WeldingDocumento4 páginasTypes of WeldingMeesha RaheelAinda não há avaliações
- Liquid Phase Esteri®cation of Acrylic Acid With 1-Butanol Catalyzed by Solid Acid CatalystsDocumento9 páginasLiquid Phase Esteri®cation of Acrylic Acid With 1-Butanol Catalyzed by Solid Acid CatalystsHolman SanabriaAinda não há avaliações
- Catalagram 95 - 2004Documento64 páginasCatalagram 95 - 2004saleh4060Ainda não há avaliações
- Teaching 922 18783 1613332733 1Documento39 páginasTeaching 922 18783 1613332733 1Stark JohnAinda não há avaliações
- Alcoholes OxoDocumento7 páginasAlcoholes OxoAlberto Llanos MilanAinda não há avaliações
- Introduction of Medical Gases Pipeline System: Darren CheungDocumento20 páginasIntroduction of Medical Gases Pipeline System: Darren CheungTEMESGEN100% (1)
- CHENG 533 Enzyme Kinetics 3Documento47 páginasCHENG 533 Enzyme Kinetics 3Faisal MumtazAinda não há avaliações
- Le Chatelier's Principle PresentationDocumento18 páginasLe Chatelier's Principle Presentationstevenbills120Ainda não há avaliações
- Revision Questions Chapter 6: Chemical EquilibriumDocumento3 páginasRevision Questions Chapter 6: Chemical EquilibriumNajiha TahirAinda não há avaliações
- Machine OilDocumento1 páginaMachine OilMina ParveenAinda não há avaliações
- Brochure ChemguardDocumento7 páginasBrochure ChemguardRangga AsengAinda não há avaliações
- Natco Horizontal Separator Ps PDFDocumento2 páginasNatco Horizontal Separator Ps PDFnoha azamaliAinda não há avaliações
- Seminar ON: Fuel From Plastic WasteDocumento25 páginasSeminar ON: Fuel From Plastic WasteSooraj RajendranAinda não há avaliações
- Describe Flame Arrestor Operation and Maintenance: Training ModuleDocumento13 páginasDescribe Flame Arrestor Operation and Maintenance: Training ModuleAlka BhatpudeAinda não há avaliações
- A - Day 2Documento3 páginasA - Day 2Astra BeckettAinda não há avaliações
- Chemistry Matters Textbook Answers Chapter 3Documento3 páginasChemistry Matters Textbook Answers Chapter 3MahamIsmail93% (15)
- Recommendations For A Stringent ISO Standard On The GHG Emissions From Blue Hydrogen ProductionDocumento55 páginasRecommendations For A Stringent ISO Standard On The GHG Emissions From Blue Hydrogen ProductionThe International Council on Clean TransportationAinda não há avaliações