Você também pode gostar
- General Piping and ValvesDocumento184 páginasGeneral Piping and ValvesChiheb KaanicheAinda não há avaliações
- Pipe Fittings PDFDocumento164 páginasPipe Fittings PDFjlvega18Ainda não há avaliações
- Piping Fundamentals for EngineersDocumento29 páginasPiping Fundamentals for Engineersmaneeshmsanjagiri100% (2)
- How To Select The Correct Valve For Wastewater Treatment Applications PDFDocumento2 páginasHow To Select The Correct Valve For Wastewater Treatment Applications PDFNicat MammadovAinda não há avaliações
- Piping Fittings: Elbows or EllsDocumento17 páginasPiping Fittings: Elbows or Ellsleading_aliAinda não há avaliações
- Pipes FittingsDocumento37 páginasPipes Fittingsanand bandekarAinda não há avaliações
- Ductile Iron Fittings & Specials - by NeoDocumento59 páginasDuctile Iron Fittings & Specials - by NeoSomu DahiyaAinda não há avaliações
- Scope of Work For Various Valve ServicingDocumento3 páginasScope of Work For Various Valve ServicingSreekanthMylavarapu100% (1)
- Cci Valve 100DSVDocumento8 páginasCci Valve 100DSVyg89Ainda não há avaliações
- 6.6 Control Valve Actuators and Positioners PDFDocumento20 páginas6.6 Control Valve Actuators and Positioners PDFdanpolymathAinda não há avaliações
- LT Pipeline Ball ValvesDocumento19 páginasLT Pipeline Ball ValvessiswoutAinda não há avaliações
- Orifice Flowmeter Straight RunDocumento4 páginasOrifice Flowmeter Straight RunMuhammad ImranAinda não há avaliações
- NTPC Project ReportDocumento31 páginasNTPC Project ReportDeepak Ranjan ParidaAinda não há avaliações
- Butt Weld Stainless Steel FittingsDocumento16 páginasButt Weld Stainless Steel Fittingsbayu susiloAinda não há avaliações
- Steam System of Power PlantDocumento34 páginasSteam System of Power PlantEjaz AhmedAinda não há avaliações
- Orbit Valve - BrochureDocumento12 páginasOrbit Valve - BrochureMohamed MeeranAinda não há avaliações
- Pressure Rating PDFDocumento4 páginasPressure Rating PDFMohamed AdelAinda não há avaliações
- Topic 1 Valve and Instrumentation SymbolsDocumento8 páginasTopic 1 Valve and Instrumentation SymbolshatiniAinda não há avaliações
- KF Check-Valves PDFDocumento24 páginasKF Check-Valves PDFTaylor RamirezAinda não há avaliações
- Process Valv HandbookDocumento14 páginasProcess Valv Handbookdenim89Ainda não há avaliações
- Guide To Design and Selection of Check Valves PDFDocumento18 páginasGuide To Design and Selection of Check Valves PDFNareshAinda não há avaliações
- Flowserve Erpn PDFDocumento8 páginasFlowserve Erpn PDFJaluk 1zinAinda não há avaliações
- Reaching 10,000+ Likes on Our Chemical Engineering Facebook PageDocumento103 páginasReaching 10,000+ Likes on Our Chemical Engineering Facebook Pageebin_thankachan1988Ainda não há avaliações
- Guide To Steam Tracing and Condensate CollectionDocumento34 páginasGuide To Steam Tracing and Condensate CollectionRAMAinda não há avaliações
- Weicco - Flexible ConnectorDocumento2 páginasWeicco - Flexible ConnectorSundar RamasamyAinda não há avaliações
- Buttweld Fittings Accesorios SoldadosDocumento5 páginasButtweld Fittings Accesorios SoldadosJuan CadenaAinda não há avaliações
- Piping NotesDocumento33 páginasPiping NotesSyed FarhanAinda não há avaliações
- Project Standards and Specifications Piping Materials Rev01webDocumento12 páginasProject Standards and Specifications Piping Materials Rev01webroy_b200933% (3)
- Pipes Spec & Pipe ClassDocumento19 páginasPipes Spec & Pipe Classryo asg5Ainda não há avaliações
- Pipe Components PDFDocumento179 páginasPipe Components PDFmatevzartacAinda não há avaliações
- Piping Design (Revised)Documento22 páginasPiping Design (Revised)Yash PatelAinda não há avaliações
- Screwed Fitting - An Overview - ScienceDirect Topics PDFDocumento47 páginasScrewed Fitting - An Overview - ScienceDirect Topics PDFSoran Salam Awlla100% (1)
- Basics of Pipe For Oil & Gas EngineerDocumento12 páginasBasics of Pipe For Oil & Gas EngineerMannuddin KhanAinda não há avaliações
- Valves - Standard and Automatic Process ControlDocumento90 páginasValves - Standard and Automatic Process ControlmordidomiAinda não há avaliações
- 2007 Catalog Constant SpringDocumento36 páginas2007 Catalog Constant Springinfo592Ainda não há avaliações
- Piping Components Classification GuideDocumento45 páginasPiping Components Classification Guideindika sunarkoAinda não há avaliações
- 07 ValvesDocumento33 páginas07 Valvesshiva_ssk17Ainda não há avaliações
- L&T Cast Steel Gate, Globe & Check Valves Product CatalogDocumento24 páginasL&T Cast Steel Gate, Globe & Check Valves Product Catalogaaa100% (1)
- Isometric Symbol KeysDocumento91 páginasIsometric Symbol KeysAldo88% (17)
- Flange FacingDocumento6 páginasFlange FacingDurjoy ChakrabortyAinda não há avaliações
- Implementation of Expansion LoopsDocumento13 páginasImplementation of Expansion LoopsSSSAinda não há avaliações
- Pressure Drop in Pipe Fittings and Valves - Equivalent Length and Resistance CoefficientDocumento9 páginasPressure Drop in Pipe Fittings and Valves - Equivalent Length and Resistance CoefficientRapee PuaksungnoenAinda não há avaliações
- Wavin PE Pressure Pipes Data SheetDocumento2 páginasWavin PE Pressure Pipes Data SheetConspiracy_PTAinda não há avaliações
- Pipe RoutingDocumento4 páginasPipe RoutingJaykumarAinda não há avaliações
- Piping Presentation MasterDocumento61 páginasPiping Presentation MasterQC NGUYEN100% (2)
- Session I - II - Power Cycle Piping PDFDocumento122 páginasSession I - II - Power Cycle Piping PDFHema NandhAinda não há avaliações
- Process Piping Fundamentals, Codes and Standards: Course No: M05-023 Credit: 5 PDHDocumento5 páginasProcess Piping Fundamentals, Codes and Standards: Course No: M05-023 Credit: 5 PDHRaakze Movi100% (1)
- Chapter 11 FINAL NA I2Documento9 páginasChapter 11 FINAL NA I2Kwinn EspinosaAinda não há avaliações
- Lecture 8 Plumbing MaterialsDocumento49 páginasLecture 8 Plumbing Materialspepito manalotoAinda não há avaliações
- Pipe and Pipe JointsDocumento11 páginasPipe and Pipe Jointsنور جمال عبدالحليمAinda não há avaliações
- Unit - II: Environmental Engineering-I: TopicDocumento53 páginasUnit - II: Environmental Engineering-I: Topicbharatiya technologyAinda não há avaliações
- Chapter No.6: Design of Heat ExchangerDocumento35 páginasChapter No.6: Design of Heat ExchangerGlacier RamkissoonAinda não há avaliações
- Piping DesignDocumento122 páginasPiping Designfacebookshop100% (9)
- Air-Cooled Heat Exchangers Fin-Fan: by M.M.SorourDocumento64 páginasAir-Cooled Heat Exchangers Fin-Fan: by M.M.SorourNader GaafarAinda não há avaliações
- Plumbing Fitting Joints and FixtureDocumento61 páginasPlumbing Fitting Joints and FixtureManjeet Cingh100% (1)
- Lab Session PDFDocumento101 páginasLab Session PDFMuhammad Toseef ChohanAinda não há avaliações
- A Fitting: Pipe Tubing FluidDocumento7 páginasA Fitting: Pipe Tubing FluidAliAinda não há avaliações
- Copper Water PipingDocumento2 páginasCopper Water PipingNabil Rameh0% (1)
- Introduction to Piping SystemsDocumento9 páginasIntroduction to Piping SystemsMohamed Al-OdatAinda não há avaliações
- Everything About Pipes in 38 CharactersDocumento8 páginasEverything About Pipes in 38 CharactersMohit BauskarAinda não há avaliações
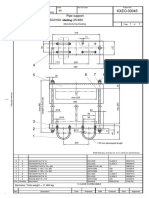
- KXEO-00045: CSC010A 25/460 Pipe SupportDocumento1 páginaKXEO-00045: CSC010A 25/460 Pipe SupportfacebookshopAinda não há avaliações
- HAX053A 80/1250 Pipe Support: KXEO-00045Documento1 páginaHAX053A 80/1250 Pipe Support: KXEO-00045facebookshopAinda não há avaliações
- Un 3790-31 PDFDocumento9 páginasUn 3790-31 PDFfacebookshopAinda não há avaliações
- Pressure Vessel Design CalculationsDocumento127 páginasPressure Vessel Design Calculationsajayghosh314086% (22)
- Un 3790-41Documento14 páginasUn 3790-41facebookshopAinda não há avaliações
- Metric Properties of Structural Shapes - AISCDocumento52 páginasMetric Properties of Structural Shapes - AISCalmeteck100% (7)
- Un 3790-33Documento10 páginasUn 3790-33facebookshopAinda não há avaliações
- Un 3790-44Documento8 páginasUn 3790-44facebookshopAinda não há avaliações
- Un 3790-39Documento8 páginasUn 3790-39facebookshopAinda não há avaliações
- Un 3790-31 PDFDocumento9 páginasUn 3790-31 PDFfacebookshopAinda não há avaliações
- Pde Pip G00 Ec 0137 000 00 DPP 1Documento3 páginasPde Pip G00 Ec 0137 000 00 DPP 1facebookshopAinda não há avaliações
- 1.standard Drawing R01 PDFDocumento1.690 páginas1.standard Drawing R01 PDFfacebookshopAinda não há avaliações
- Process Piping Welding T-IDocumento188 páginasProcess Piping Welding T-IfacebookshopAinda não há avaliações
- Stainless Steel ANSI Pipe Flanges - A Guide: 1. What Type of Flange Is Required?Documento5 páginasStainless Steel ANSI Pipe Flanges - A Guide: 1. What Type of Flange Is Required?Utada HikaruAinda não há avaliações
- Practical Piping CurseDocumento46 páginasPractical Piping Cursemsaad2100% (1)
- Prediction of Standard Pipe PressureDocumento5 páginasPrediction of Standard Pipe PressurefacebookshopAinda não há avaliações
- Piping Training CourseDocumento446 páginasPiping Training CoursefacebookshopAinda não há avaliações
- Procedures of Plant Layout N Piping-RILDocumento123 páginasProcedures of Plant Layout N Piping-RILfacebookshopAinda não há avaliações
- Piping SpecificationsDocumento10 páginasPiping SpecificationssmithallenAinda não há avaliações
- A - Piping Joint HandbookDocumento161 páginasA - Piping Joint HandbookCharles Tauk100% (30)
- Piping and Pipe Support SystemsDocumento178 páginasPiping and Pipe Support Systemssaisssms9116Ainda não há avaliações
- A - Piping Joint HandbookDocumento161 páginasA - Piping Joint HandbookCharles Tauk100% (30)
- Part 1 Piping SystemsDocumento22 páginasPart 1 Piping SystemsfacebookshopAinda não há avaliações
- Piping DesignDocumento122 páginasPiping Designfacebookshop100% (9)
- Pipeline BasicsDocumento12 páginasPipeline Basicsgerrydl100% (2)
- SAE Flanges PDFDocumento55 páginasSAE Flanges PDFG.SWAMI100% (2)
- Piping Application GuideDocumento36 páginasPiping Application GuidefacebookshopAinda não há avaliações
- Maximum Piping Operating PressureDocumento8 páginasMaximum Piping Operating PressurefacebookshopAinda não há avaliações
- Flange TypesDocumento1 páginaFlange TypesHadi UtomoAinda não há avaliações
- Pressure Drop in Steam Lines CalculatorDocumento7 páginasPressure Drop in Steam Lines CalculatorHiranthaAinda não há avaliações
- Aji Galih Saputro - 11!01!2022Documento14 páginasAji Galih Saputro - 11!01!2022Andri NataAinda não há avaliações
- Acid PipingDocumento1 páginaAcid Pipinghasan_676489616Ainda não há avaliações
- Mini Report Lab ExperimentsDocumento9 páginasMini Report Lab ExperimentsKaali KIngAinda não há avaliações
- FM Unit I Two MarksDocumento5 páginasFM Unit I Two MarksKomalaselvan VAinda não há avaliações
- Hydraulics and Fluid Mechanics Engineering Multiple Choice QuestionsDocumento1 páginaHydraulics and Fluid Mechanics Engineering Multiple Choice QuestionsengineeringmcqsAinda não há avaliações
- 2500 Brass Ball Valve ISO 5211Documento1 página2500 Brass Ball Valve ISO 5211Andrew Newham (AK Valves Limited)Ainda não há avaliações
- Hi-Kal Stock 18-06-17Documento5 páginasHi-Kal Stock 18-06-17Игорь ШиренинAinda não há avaliações
- PSV-2404Documento1 páginaPSV-2404Tomás MercadoAinda não há avaliações
- DX225LCA Hydraulic Circuit 110705Documento1 páginaDX225LCA Hydraulic Circuit 110705carlosalazarsanchez_100% (6)
- An Introduction To ANSYSY Fluent 2020Documento32 páginasAn Introduction To ANSYSY Fluent 2020Emma Suali100% (1)
- AC CSW PUMP -INSTRUCTION MANUAL - CLHB - PVHB - 系列便拆立式船用泵说明书Documento24 páginasAC CSW PUMP -INSTRUCTION MANUAL - CLHB - PVHB - 系列便拆立式船用泵说明书vikas_etoAinda não há avaliações
- Source ModelsDocumento82 páginasSource ModelsKhaledAhmedAinda não há avaliações
- Basic Theory For Wind Turbine Blade Aerodynamics: P M Mohan Das & R S AmanoDocumento13 páginasBasic Theory For Wind Turbine Blade Aerodynamics: P M Mohan Das & R S AmanoAnkur MaheshwariAinda não há avaliações
- Hydraulic Schematic SymbolsDocumento8 páginasHydraulic Schematic SymbolsJustice MachiwanaAinda não há avaliações
- (CAT) 성화산업 - Pipe Support & Hanger (Acessories)Documento199 páginas(CAT) 성화산업 - Pipe Support & Hanger (Acessories)Seungmin Paek100% (1)
- Instrumentation Metering Training ManualDocumento263 páginasInstrumentation Metering Training Manualبوطالب خالد براهميAinda não há avaliações
- 385C Excavator Hydraulic System: Eda1-Up Kgb1-Up Kbc1-Up Sbe1-Up T2E1-UP Kkk1-Up Jcm1-Up Mnz1-UpDocumento2 páginas385C Excavator Hydraulic System: Eda1-Up Kgb1-Up Kbc1-Up Sbe1-Up T2E1-UP Kkk1-Up Jcm1-Up Mnz1-UpMilorad Zelenovic100% (1)
- Numerical Analysis of Aerodynamic Performance Characteristics of NACA 2312 and NACA 2412Documento9 páginasNumerical Analysis of Aerodynamic Performance Characteristics of NACA 2312 and NACA 2412International Journal of Innovative Science and Research TechnologyAinda não há avaliações
- Viva-Voce Questions:: Fluid Mechanics and Machinary LaboratoryDocumento3 páginasViva-Voce Questions:: Fluid Mechanics and Machinary LaboratorySanjay ShekarAinda não há avaliações
- 2 AbstractDocumento2 páginas2 Abstractmanjubd1Ainda não há avaliações
- Transport Phenomena 2014Documento1 páginaTransport Phenomena 2014naveench10022Ainda não há avaliações
- 3 - Installation, Commissioning & MaintenanceDocumento8 páginas3 - Installation, Commissioning & Maintenancesumit kumarAinda não há avaliações
- Analysis of WCSPH Laminar Viscosity Models:, IncludingDocumento26 páginasAnalysis of WCSPH Laminar Viscosity Models:, IncludingManuel AyalaAinda não há avaliações
- Wintech - Projects and Client DetailsDocumento2 páginasWintech - Projects and Client DetailsFebilaAinda não há avaliações
- 50 BBL Surge Tank Design CalculationDocumento22 páginas50 BBL Surge Tank Design CalculationLaskar Pejuang100% (1)
- FPB 22.04 - Steam Turbines Maintenance Guidelines For Non Return Valve of Extraction LinesDocumento9 páginasFPB 22.04 - Steam Turbines Maintenance Guidelines For Non Return Valve of Extraction Lineswaqar ahmadAinda não há avaliações
- Waterloo LCS-aluminium-linear-slot-diffusersDocumento8 páginasWaterloo LCS-aluminium-linear-slot-diffusersDan RotariAinda não há avaliações
- Experiment Instructions: HM 225.03 Bernoulli's PrincipleDocumento29 páginasExperiment Instructions: HM 225.03 Bernoulli's PrincipleDat HoAinda não há avaliações
- Caproni Hydraulic Cartridge Valves-EnDocumento60 páginasCaproni Hydraulic Cartridge Valves-EnGeorgi MirchevAinda não há avaliações