Você também pode gostar
- ShopNotes Issue 62Documento39 páginasShopNotes Issue 62qpidoneuro100% (6)
- ShopNotes Issue 130 PDFDocumento56 páginasShopNotes Issue 130 PDFKen Lock100% (1)
- Mini Metal Lathe Building PlansDocumento19 páginasMini Metal Lathe Building PlansTaylor KesselAinda não há avaliações
- Locating N Clamping Devices in Jigs and FixtureDocumento21 páginasLocating N Clamping Devices in Jigs and Fixturedinomathur95% (21)
- Jigs and FixturesDocumento85 páginasJigs and Fixturespatel ketan80% (15)
- 878-Tool Design and Drawing: Part - ADocumento17 páginas878-Tool Design and Drawing: Part - AsandhuAinda não há avaliações
- Entry Bench Cutting List: QT. T W LDocumento7 páginasEntry Bench Cutting List: QT. T W Ldony ramdhaniAinda não há avaliações
- Krenov SawhorseDocumento4 páginasKrenov SawhorseNaomi Weiss92% (13)
- Chapter 5 BT-1 (Wood)Documento42 páginasChapter 5 BT-1 (Wood)Joey Guarin100% (1)
- Hand - Power Tools SafetyDocumento49 páginasHand - Power Tools SafetySanjana Ganesh100% (3)
- 7th Grade Woodshop Safety Rules WorksheetDocumento2 páginas7th Grade Woodshop Safety Rules Worksheetcankuhn100% (2)
- Jigs and FixturesDocumento75 páginasJigs and Fixturesdrsahuja0% (1)
- Popular Woodworking No 102 May 1998Documento80 páginasPopular Woodworking No 102 May 1998EliseuJoséDosSantosAinda não há avaliações
- Deep DrawDocumento4 páginasDeep DrawBalvinder PrajapatiAinda não há avaliações
- Tool Design - Chapter 4 (Part 3)Documento59 páginasTool Design - Chapter 4 (Part 3)Fiq IFTAinda não há avaliações
- Prepared by Deepak A Vishwakarma .: Roll No L081040008 T Y B Tech ProductionDocumento30 páginasPrepared by Deepak A Vishwakarma .: Roll No L081040008 T Y B Tech ProductionDIPAK VINAYAK SHIRBHATE100% (2)
- Introduction To Jig & Fixture Design by KempsterDocumento54 páginasIntroduction To Jig & Fixture Design by Kempstersk9145100% (10)
- Presentation On Press Tool Design 0252Documento55 páginasPresentation On Press Tool Design 0252Vikash N100% (1)
- ShopNotes Issue 61Documento36 páginasShopNotes Issue 61qpidoneuro86% (7)
- MLD TheoryDocumento96 páginasMLD TheorySheik Abdullah100% (1)
- Autocad 2009 Tips and Tricks DVSDocumento24 páginasAutocad 2009 Tips and Tricks DVSDIPAK VINAYAK SHIRBHATEAinda não há avaliações
- 3-Classification of CUTTING DIESDocumento5 páginas3-Classification of CUTTING DIESGurdeepAinda não há avaliações
- MillingDocumento33 páginasMillingRavichandran G0% (1)
- Design of Milling FixtureDocumento18 páginasDesign of Milling FixtureDIPAK VINAYAK SHIRBHATE75% (4)
- Project Jig & Fixture 20112012Documento64 páginasProject Jig & Fixture 20112012adibah ismail100% (1)
- Tool Design - Chapter 4 (Part 4)Documento22 páginasTool Design - Chapter 4 (Part 4)Fiq IFTAinda não há avaliações
- Project Jig & Fixture 20122013Documento43 páginasProject Jig & Fixture 20122013adibah ismail100% (12)
- Drill JigsDocumento195 páginasDrill JigsArun PeriyasamyAinda não há avaliações
- Jig & Fixture ExamplesDocumento5 páginasJig & Fixture Exampleschirag sanghani33% (3)
- Jigsandfixt 2 MarksDocumento24 páginasJigsandfixt 2 MarksAravindhan100% (1)
- Jig and Fix Model QPDocumento4 páginasJig and Fix Model QPDharmaraj ParamasivamAinda não há avaliações
- Design of Jigs and Fixtures - 2 Marks - All 5 UnitsDocumento16 páginasDesign of Jigs and Fixtures - 2 Marks - All 5 UnitsMohan Prasad.M100% (1)
- DJF - Model Question PaperDocumento6 páginasDJF - Model Question PaperMohammedRafficAinda não há avaliações
- Design of Jigs and Fixtures 2 MarksDocumento16 páginasDesign of Jigs and Fixtures 2 MarksParamasivam Veerappan100% (1)
- Jigs Mini Project PDFDocumento32 páginasJigs Mini Project PDFZahid PocieAinda não há avaliações
- QB - ME5635-Design of Jigs, Fixtures and Press Tools-Jan-May.2014Documento27 páginasQB - ME5635-Design of Jigs, Fixtures and Press Tools-Jan-May.2014Carlos WilliamsonAinda não há avaliações
- Fixture Design: Introduction To Jigs and FixturesDocumento10 páginasFixture Design: Introduction To Jigs and Fixturespankajpn100% (1)
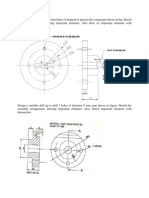
- Design of Turning FixtureDocumento23 páginasDesign of Turning FixtureDIPAK VINAYAK SHIRBHATE100% (1)
- Construye Tu PantorouterDocumento48 páginasConstruye Tu PantorouterJorge S100% (3)
- Design of Jigs QP Upto 2010Documento20 páginasDesign of Jigs QP Upto 2010Naresh Dharma100% (1)
- Project Jig & Fixture UTMDocumento67 páginasProject Jig & Fixture UTMadibah ismail100% (2)
- Tools Jigs and Die Design (Meng5323) : by Fisha Biruk (M.SC.)Documento60 páginasTools Jigs and Die Design (Meng5323) : by Fisha Biruk (M.SC.)Tamirat NemomsaAinda não há avaliações
- Jigs QuestionDocumento13 páginasJigs QuestionShanmugavel MallaiahAinda não há avaliações
- Jigs and Fixture Sem III FinalDocumento127 páginasJigs and Fixture Sem III Finalnikhil sidAinda não há avaliações
- Design of FixtureDocumento4 páginasDesign of Fixtureapi-26046805Ainda não há avaliações
- Mini Project JIgs&Fixtures Box JigDocumento19 páginasMini Project JIgs&Fixtures Box JigNur Syamiza ZamriAinda não há avaliações
- Design of Jigs, Fixtures and Press Tools - Department of Mechanical EngineeringDocumento8 páginasDesign of Jigs, Fixtures and Press Tools - Department of Mechanical EngineeringLoga Nath100% (2)
- Milling FixturesDocumento12 páginasMilling FixturesRakesh JunnurAinda não há avaliações
- Course File Jigs & FixturessDocumento18 páginasCourse File Jigs & FixturessYogendra KumarAinda não há avaliações
- Press Working TerminologyDocumento16 páginasPress Working TerminologyAadrika UmashankarAinda não há avaliações
- Tool and Die QuestionsDocumento8 páginasTool and Die QuestionsKishan SahuAinda não há avaliações
- Jigs and Fixtures For Machine Shops: Instructional ObjectivesDocumento21 páginasJigs and Fixtures For Machine Shops: Instructional ObjectivesRinkuAinda não há avaliações
- Thread Cutting and Its MethodsDocumento24 páginasThread Cutting and Its MethodsMr.N.S. NateshAinda não há avaliações
- Design of Angular Post JigDocumento41 páginasDesign of Angular Post JigRobo Raja100% (2)
- Jig & Fixture DesignDocumento2 páginasJig & Fixture DesignAraficAinda não há avaliações
- ME2029 DJF 2 Marks +16 Mark QuestionsDocumento15 páginasME2029 DJF 2 Marks +16 Mark QuestionssureshkumarAinda não há avaliações
- Edm Wire Cut LabDocumento6 páginasEdm Wire Cut LabJieMan BahRom100% (1)
- Project Jig & Fixture (Jig Drawing)Documento6 páginasProject Jig & Fixture (Jig Drawing)adibah ismail100% (1)
- Jig-Fixture DesignDocumento11 páginasJig-Fixture DesignVikramChauhanAinda não há avaliações
- Design of Milling FixtureDocumento18 páginasDesign of Milling FixtureRajesh MishraAinda não há avaliações
- Design of Milling Fixture PDFDocumento18 páginasDesign of Milling Fixture PDFgsudhanta1604Ainda não há avaliações
- Hand Thread Cutting ToolsDocumento8 páginasHand Thread Cutting ToolsRaphael100% (1)
- Acknowledgement: Name FacultyDocumento23 páginasAcknowledgement: Name FacultySurendra JoshiAinda não há avaliações
- MFT Lab Manual 2017-18 Even UpdatedDocumento63 páginasMFT Lab Manual 2017-18 Even UpdatedPrakash ThangavelAinda não há avaliações
- 1.1.2 Extractors: 1.2 Finishing ToolsDocumento1 página1.1.2 Extractors: 1.2 Finishing ToolsMRINAL GAUTAMAinda não há avaliações
- Carbide, Rubber, Polyester, Polyurethane, Zinc AlloyDocumento13 páginasCarbide, Rubber, Polyester, Polyurethane, Zinc AlloyRolandAinda não há avaliações
- Slotted Waveguide BuildDocumento7 páginasSlotted Waveguide BuildCUa Kecil Cwyk IffaaAinda não há avaliações
- Milling MachineDocumento7 páginasMilling MachineNishit ParmarAinda não há avaliações
- C6 - DrillingDocumento7 páginasC6 - DrillingHans PinonAinda não há avaliações
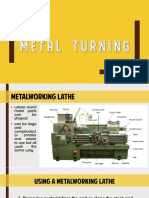
- Tipt Grp3 Metal Turning and SolderingDocumento41 páginasTipt Grp3 Metal Turning and Solderingメルヴリッ クズルエタAinda não há avaliações
- The Bench Work Tools, Uses and ProcessesDocumento11 páginasThe Bench Work Tools, Uses and Processesdockanye3Ainda não há avaliações
- Types of Cutting DiesDocumento4 páginasTypes of Cutting DiesrheahabyennAinda não há avaliações
- Aahan's BirthdayDocumento22 páginasAahan's BirthdayDIPAK VINAYAK SHIRBHATEAinda não há avaliações
- New File ListDocumento2 páginasNew File ListDIPAK VINAYAK SHIRBHATEAinda não há avaliações
- Educational Multimedia On Hydraulics and PneumaticsDocumento89 páginasEducational Multimedia On Hydraulics and PneumaticsDIPAK VINAYAK SHIRBHATEAinda não há avaliações
- Quality Circle A Case Study: Prof. D.V. Shirbhate Principal, Vikramshila Polytechnic DarapurDocumento34 páginasQuality Circle A Case Study: Prof. D.V. Shirbhate Principal, Vikramshila Polytechnic DarapurDIPAK VINAYAK SHIRBHATEAinda não há avaliações
- 2 Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Research Paper 4 8 August 2014Documento8 páginas2 Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Research Paper 4 8 August 2014DIPAK VINAYAK SHIRBHATEAinda não há avaliações
- Girls Hostel FormDocumento1 páginaGirls Hostel FormDIPAK VINAYAK SHIRBHATEAinda não há avaliações
- Quality Circles For Vikramshila StudentsDocumento22 páginasQuality Circles For Vikramshila StudentsDIPAK VINAYAK SHIRBHATEAinda não há avaliações
- Domestic Water Heater PDFDocumento39 páginasDomestic Water Heater PDFDIPAK VINAYAK SHIRBHATEAinda não há avaliações
- Salary Slip - May 2014Documento5 páginasSalary Slip - May 2014DIPAK VINAYAK SHIRBHATEAinda não há avaliações
- Dipak Vinayak Shirbhate VSRDIJCSIT 3479 Research Communication June 2014Documento4 páginasDipak Vinayak Shirbhate VSRDIJCSIT 3479 Research Communication June 2014DIPAK VINAYAK SHIRBHATEAinda não há avaliações
- Boys Hostel FormDocumento1 páginaBoys Hostel FormDIPAK VINAYAK SHIRBHATE100% (1)
- Prospectus For 14-15Documento44 páginasProspectus For 14-15DIPAK VINAYAK SHIRBHATEAinda não há avaliações
- Nss Allotment Request Letter ModifiedDocumento2 páginasNss Allotment Request Letter ModifiedDIPAK VINAYAK SHIRBHATE75% (4)
- Creativity & The Business IdeaDocumento12 páginasCreativity & The Business IdeaDIPAK VINAYAK SHIRBHATEAinda não há avaliações
- Prospectus For 13-14Documento42 páginasProspectus For 13-14DIPAK VINAYAK SHIRBHATEAinda não há avaliações
- Pramod Naik's Letter Director MsbteDocumento1 páginaPramod Naik's Letter Director MsbteDIPAK VINAYAK SHIRBHATEAinda não há avaliações
- Prospectus Data 2013-14Documento12 páginasProspectus Data 2013-14DIPAK VINAYAK SHIRBHATEAinda não há avaliações
- Classification of EnterprenuersDocumento12 páginasClassification of EnterprenuersDIPAK VINAYAK SHIRBHATE100% (2)
- Inplant TrainingDocumento1 páginaInplant TrainingDIPAK VINAYAK SHIRBHATEAinda não há avaliações
- Importance of Diploma Education For Rural StudentsnnDocumento55 páginasImportance of Diploma Education For Rural Studentsnnvspd2010Ainda não há avaliações
- Leave ApplicationDocumento2 páginasLeave ApplicationDIPAK VINAYAK SHIRBHATE100% (2)
- Proposal For New PolytechnicDocumento7 páginasProposal For New PolytechnicDIPAK VINAYAK SHIRBHATEAinda não há avaliações
- Rule 3Documento1 páginaRule 3DIPAK VINAYAK SHIRBHATEAinda não há avaliações
- 01-MF2004Numbers&TitlesCVRNov2004.PDF - Masterformat Spec Numbers PDFDocumento4 páginas01-MF2004Numbers&TitlesCVRNov2004.PDF - Masterformat Spec Numbers PDFBenjie LatrizAinda não há avaliações
- D-Series Catalogue PDFDocumento64 páginasD-Series Catalogue PDFandresboy123Ainda não há avaliações
- Micromatic Machine Tools PVT LTDDocumento14 páginasMicromatic Machine Tools PVT LTDDr-Prashanth GowdaAinda não há avaliações
- Lathe MachineDocumento91 páginasLathe MachineChandra NurikoAinda não há avaliações
- MILLING CATALOG 38 - 2021 p549 788Documento238 páginasMILLING CATALOG 38 - 2021 p549 788MeuMundoMinecraftAinda não há avaliações
- Fine-Tune Your S: Ingenious Carts, Tables, and Storage Solutions Improve Your Work EnvironmentDocumento4 páginasFine-Tune Your S: Ingenious Carts, Tables, and Storage Solutions Improve Your Work EnvironmentCarlosAinda não há avaliações
- BenchDocumento13 páginasBenchRonald OsorioAinda não há avaliações
- Basic CarpentryDocumento36 páginasBasic CarpentrySharmen QuijoteAinda não há avaliações
- Cost/ Crankshaft Calculation On OP 10 (Centre Drilling)Documento16 páginasCost/ Crankshaft Calculation On OP 10 (Centre Drilling)azadAinda não há avaliações
- Kreg Jig R3 Manual INT Mejor PDFDocumento67 páginasKreg Jig R3 Manual INT Mejor PDFSoy KinoAinda não há avaliações
- Manufacturing Technology LAB: Practical FileDocumento34 páginasManufacturing Technology LAB: Practical FileShuktika SrivastavaAinda não há avaliações
- Catalog Mandrine ROHMDocumento107 páginasCatalog Mandrine ROHMMihai FilipAinda não há avaliações
- Hasil VLK PT Kutai Timber Indonesia PDFDocumento19 páginasHasil VLK PT Kutai Timber Indonesia PDFVito Sebastian100% (1)
- Sem 7 MMBC Module 1 - WoodsDocumento8 páginasSem 7 MMBC Module 1 - WoodsARTFOLIO .49Ainda não há avaliações
- Price List Updated TGL 08 Feb 21 SupermaketDocumento11 páginasPrice List Updated TGL 08 Feb 21 SupermaketHeGun HokAinda não há avaliações
- Conducting Machining Tests of Wood and Wood-Base Panel MaterialsDocumento17 páginasConducting Machining Tests of Wood and Wood-Base Panel Materialsalejo-peña100% (1)
- Insect Assembly3Documento37 páginasInsect Assembly3willbezztAinda não há avaliações
- G & M Codes CNC ProgrammingDocumento2 páginasG & M Codes CNC ProgrammingSandeep Singh KohliAinda não há avaliações
- The Shabby Craftsman Kitchen Cabinet CatalogDocumento45 páginasThe Shabby Craftsman Kitchen Cabinet CatalogSamuel Martin McCallAinda não há avaliações