Você também pode gostar
- Total Productive Maintenance For Organisational EffectivenessNo EverandTotal Productive Maintenance For Organisational EffectivenessNota: 4 de 5 estrelas4/5 (4)
- Study of JH Implementation ReadyDocumento27 páginasStudy of JH Implementation ReadyNaveen Jangid100% (1)
- Autonomus Maintenance - Maintenance MonthDocumento92 páginasAutonomus Maintenance - Maintenance MonthBakhsheesh100% (1)
- TPM - A Zero Sum GameDocumento64 páginasTPM - A Zero Sum GamemuneerppAinda não há avaliações
- TPM - A Zero Sum GameDocumento64 páginasTPM - A Zero Sum GameArjun100% (2)
- Total Productive Maintenance Seminar PresentationDocumento77 páginasTotal Productive Maintenance Seminar PresentationMuhammad NabeelAinda não há avaliações
- Operational Excellence A Complete Guide - 2019 EditionNo EverandOperational Excellence A Complete Guide - 2019 EditionNota: 1 de 5 estrelas1/5 (1)
- Total productive maintenance Complete Self-Assessment GuideNo EverandTotal productive maintenance Complete Self-Assessment GuideAinda não há avaliações
- TPM Training MaterialDocumento87 páginasTPM Training MaterialLuzia Aparecida Da Silva Pereira100% (1)
- 03 TPM Implementation in Each TPM Level (Complete)Documento30 páginas03 TPM Implementation in Each TPM Level (Complete)nay den100% (2)
- Total Productive Maintenance A Complete Guide - 2020 EditionNo EverandTotal Productive Maintenance A Complete Guide - 2020 EditionAinda não há avaliações
- Overall Equipment Effectiveness Simplified: Analyzing OEE to find the Improvement OpportunitiesNo EverandOverall Equipment Effectiveness Simplified: Analyzing OEE to find the Improvement OpportunitiesNota: 5 de 5 estrelas5/5 (1)
- Calculating Takt Time in SecondsDocumento14 páginasCalculating Takt Time in SecondsIrenius AdityaAinda não há avaliações
- TPM in The Connected FactoryDocumento30 páginasTPM in The Connected Factoryss2mrattriAinda não há avaliações
- TPM Implementation GuideDocumento24 páginasTPM Implementation GuideSwayambhar MajumderAinda não há avaliações
- Maintenance Indices - Meaningful Measures of Equipment Performance: 1, #10No EverandMaintenance Indices - Meaningful Measures of Equipment Performance: 1, #10Ainda não há avaliações
- How to Use PDCA Cycle of Improvement to Develop Lean Leaders: Toyota Production System ConceptsNo EverandHow to Use PDCA Cycle of Improvement to Develop Lean Leaders: Toyota Production System ConceptsNota: 5 de 5 estrelas5/5 (2)
- Total Productive Maintenance TPM WCMDocumento40 páginasTotal Productive Maintenance TPM WCMVidhya Nalini Subbunarasimhan100% (1)
- KK PillarDocumento30 páginasKK PillarshaktiAinda não há avaliações
- MGT MNT PLN PRST2NDDraftDocumento139 páginasMGT MNT PLN PRST2NDDraftchibssa alemayehuAinda não há avaliações
- Introduction to TPMDocumento89 páginasIntroduction to TPMAmanatullah Ansari100% (1)
- An Introduction to Total Productive Maintenance (TPMDocumento31 páginasAn Introduction to Total Productive Maintenance (TPMJack Philips100% (1)
- Autonomous Maintenance Step 1-7Documento18 páginasAutonomous Maintenance Step 1-7riade8883% (6)
- TPM Mean Autonomous MaintenanceDocumento27 páginasTPM Mean Autonomous Maintenancesydeng100% (1)
- Autonomous MaintenanceDocumento455 páginasAutonomous MaintenanceBrian Job Malonzo100% (4)
- Best Practice in Maintenance TPMDocumento58 páginasBest Practice in Maintenance TPMJoel Paniagua Tasayco100% (1)
- PM Analysis Case StudyDocumento5 páginasPM Analysis Case Studyakdmech9621Ainda não há avaliações
- 16 LossesDocumento27 páginas16 LossesAshrith SAinda não há avaliações
- TPM-Total Productive MaintananceDocumento51 páginasTPM-Total Productive MaintananceMohammad KamruzzamanAinda não há avaliações
- TPM Total Productive MaintenanceDocumento124 páginasTPM Total Productive MaintenanceKisJanosTamas75% (4)
- 02-Kobetsu KaizenDocumento84 páginas02-Kobetsu KaizenSuresh Babu100% (7)
- OEE ExplainedDocumento3 páginasOEE Explainedvvv5452100% (2)
- TPM and OEEDocumento46 páginasTPM and OEErajee101100% (1)
- TPM Presentation 12 Steps 1 121Documento46 páginasTPM Presentation 12 Steps 1 121Jyoti_Malik_874494% (16)
- Why TPM?Documento65 páginasWhy TPM?Gopalakrishnan100% (54)
- OEEDocumento23 páginasOEEkayumanggiAinda não há avaliações
- TPM How It Can WorkDocumento55 páginasTPM How It Can WorkBathuka ChukaAinda não há avaliações
- Principles of Lean ManufacturingDocumento23 páginasPrinciples of Lean Manufacturingkiran2381100% (1)
- 7QC ToolsDocumento62 páginas7QC ToolsRaiham EffendyAinda não há avaliações
- Implementation of TPMDocumento23 páginasImplementation of TPMkavinkumarjackAinda não há avaliações
- TPM - Methodolgy (Implementation)Documento5 páginasTPM - Methodolgy (Implementation)king master50% (2)
- JIPM TPM AwardsDocumento23 páginasJIPM TPM AwardspreethishAinda não há avaliações
- Standardized Work: Maintaining Productivity, Quality and SafetyDocumento29 páginasStandardized Work: Maintaining Productivity, Quality and SafetyRiccs Caldera CruzAinda não há avaliações
- PM PillarDocumento56 páginasPM PillarNavneet Sharma75% (4)
- Total Productive Maintenance: by L Bhargava C Ravi Rakesh Gupta RavvaDocumento72 páginasTotal Productive Maintenance: by L Bhargava C Ravi Rakesh Gupta RavvaManikyala RaoAinda não há avaliações
- Monodzukuri Test Monodzukuri Test: Learning Textbook Learning TextbookDocumento31 páginasMonodzukuri Test Monodzukuri Test: Learning Textbook Learning TextbookMani Rathinam Rajamani0% (2)
- Loss Cost MatrixDocumento2 páginasLoss Cost Matrixrecep186% (14)
- Jishu Hozen (Autonomous Maintenance)Documento118 páginasJishu Hozen (Autonomous Maintenance)Harshit Modhia100% (2)
- World Class Manufacturing FinalDocumento22 páginasWorld Class Manufacturing Finalshreepal19Ainda não há avaliações
- Autonmous Maint TPM Club IndiaDocumento36 páginasAutonmous Maint TPM Club IndiaUmesh Katare100% (3)
- Quality Kaizen Supervisor + Manager DatabaseDocumento17 páginasQuality Kaizen Supervisor + Manager DatabaseMohamed AbdelAzizAinda não há avaliações
- Lost Cost MatrixDocumento6 páginasLost Cost MatrixRanjit Bhandari100% (3)
- Autonomous Maintenance Step 4 Lubrication ModuleDocumento30 páginasAutonomous Maintenance Step 4 Lubrication ModulejesusmemAinda não há avaliações
- 07 Balancing Cycle Time and Takt TimeDocumento2 páginas07 Balancing Cycle Time and Takt Timelam nguyenAinda não há avaliações
- Total Productive Maintenance Guide Covers Principles, Pillars & BenefitsDocumento46 páginasTotal Productive Maintenance Guide Covers Principles, Pillars & BenefitsMKPashaPasha100% (3)
- Overall Equipment Effectiveness and the Six Big Losses in TPMDocumento9 páginasOverall Equipment Effectiveness and the Six Big Losses in TPMRobbi Abryanto Lumban GaolAinda não há avaliações
- Step 0 and 1 Management Part 1Documento14 páginasStep 0 and 1 Management Part 1murilocabriniAinda não há avaliações
- OEE Mini Booklet Revision 01Documento74 páginasOEE Mini Booklet Revision 01VENKATESHAN SAinda não há avaliações
- GN 62-001 - Valve Type Selection Spreadsheet - 0900a866802201baDocumento6 páginasGN 62-001 - Valve Type Selection Spreadsheet - 0900a866802201bamadihanaz84Ainda não há avaliações
- Guide To Valve Selection1 (BP) PDFDocumento152 páginasGuide To Valve Selection1 (BP) PDFmadihanaz84Ainda não há avaliações
- Isolation Valve Selection (BP) PDFDocumento29 páginasIsolation Valve Selection (BP) PDFmadihanaz84100% (2)
- Guide To Valve Selection1 (BP) PDFDocumento152 páginasGuide To Valve Selection1 (BP) PDFmadihanaz84Ainda não há avaliações
- TQM PresentationDocumento43 páginasTQM Presentationmadihanaz84Ainda não há avaliações
- Blind Flange Thickness Calculation ASME B31.3Documento4 páginasBlind Flange Thickness Calculation ASME B31.3bkprodhAinda não há avaliações
- A Guide To The Selection, Application & Function of Pipe HangersDocumento44 páginasA Guide To The Selection, Application & Function of Pipe Hangerskaiju85Ainda não há avaliações
- Estimate Cost of Building Fifty PensDocumento4 páginasEstimate Cost of Building Fifty PensHelloLagbajaHelloLagbajaAinda não há avaliações
- Unincorporated Business TrustDocumento9 páginasUnincorporated Business TrustSpencerRyanOneal98% (42)
- Stanford Antigua ComplaintDocumento74 páginasStanford Antigua ComplaintFOXBusiness.com100% (2)
- IAS34Documento2 páginasIAS34Mohammad Faisal SaleemAinda não há avaliações
- 02 Kanto Region (Kaigofukushishi) 12000017Documento4 páginas02 Kanto Region (Kaigofukushishi) 12000017bnp2tkidotgodotidAinda não há avaliações
- NIL Case Outline DigestDocumento44 páginasNIL Case Outline DigestCid Benedict PabalanAinda não há avaliações
- How Interest Rates Are DeterminedDocumento23 páginasHow Interest Rates Are DeterminedZackyAinda não há avaliações
- Oranjolt - Rasn-WPS OfficeDocumento3 páginasOranjolt - Rasn-WPS OfficeKaviya SkAinda não há avaliações
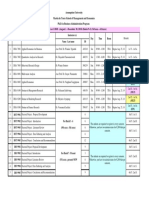
- PH.D BA - Class Schedule 1-2018Documento1 páginaPH.D BA - Class Schedule 1-2018Adnan KamalAinda não há avaliações
- Cathay Pacific v. VasquezDocumento2 páginasCathay Pacific v. Vasquezrgtan3Ainda não há avaliações
- Amazon Service Marketing Case StudyDocumento36 páginasAmazon Service Marketing Case StudyAbhiAinda não há avaliações
- US Economics Digest: The 2014 FOMC: A New Cast of CharactersDocumento10 páginasUS Economics Digest: The 2014 FOMC: A New Cast of CharactersGlenn ViklundAinda não há avaliações
- H2 EconomicsDocumento6 páginasH2 EconomicsDeclan Raj0% (1)
- Emerson Electric Financial Statement AnalysisDocumento6 páginasEmerson Electric Financial Statement Analysismwillar08Ainda não há avaliações
- Cleansheet Target CostingDocumento4 páginasCleansheet Target CostingrindergalAinda não há avaliações
- ETAR - Lecture 2-Demand, Supply, and Equilibrium.E PDFDocumento10 páginasETAR - Lecture 2-Demand, Supply, and Equilibrium.E PDFReinaAinda não há avaliações
- Auditing bank reconciliation proceduresDocumento2 páginasAuditing bank reconciliation procedureshsjhsAinda não há avaliações
- Eligibility of Claiming Input Tax Credit on Imported Stock under GSTDocumento5 páginasEligibility of Claiming Input Tax Credit on Imported Stock under GSTUtkarsh KhandelwalAinda não há avaliações
- Casino PowerpointDocumento23 páginasCasino Powerpointmanami11Ainda não há avaliações
- Case StudyDocumento7 páginasCase StudynarenderAinda não há avaliações
- Operation Management DocumentDocumento7 páginasOperation Management DocumentYogesh KumarAinda não há avaliações
- PAS 27 Separate Financial StatementsDocumento16 páginasPAS 27 Separate Financial Statementsrena chavez100% (1)
- Small Industries Development Bank of India (Sidbi) : Growth, Development and Role in The Promotion of Entrepreneurship in Uttar Pradesh (U.P.)Documento46 páginasSmall Industries Development Bank of India (Sidbi) : Growth, Development and Role in The Promotion of Entrepreneurship in Uttar Pradesh (U.P.)Suhani jainAinda não há avaliações
- Ybn Fee 2019 2020Documento5 páginasYbn Fee 2019 2020SDPMIT SHUBH DIAGNOSTICSAinda não há avaliações
- Primavera Oil Gas Solutions Brief 2203049Documento6 páginasPrimavera Oil Gas Solutions Brief 2203049sujitmenonAinda não há avaliações
- 01 - IntroductionDocumento19 páginas01 - IntroductionchamindaAinda não há avaliações
- Agile Methodology 2016Documento17 páginasAgile Methodology 2016Surya SaysAinda não há avaliações
- Ensuring E/CTRM Implementation SuccessDocumento10 páginasEnsuring E/CTRM Implementation SuccessCTRM CenterAinda não há avaliações
- Pump and Dump - Print 1Documento7 páginasPump and Dump - Print 1Zahid FaridAinda não há avaliações
- Chapter 5 Questions V1Documento6 páginasChapter 5 Questions V1prashantgargindia_930% (1)