Você também pode gostar
- Soldadura eléctrica manual EPET 19Documento33 páginasSoldadura eléctrica manual EPET 19ernestolav100% (1)
- Afilado Manual de Herramientas de Corte Cincel BurilDocumento24 páginasAfilado Manual de Herramientas de Corte Cincel BurilJesus Polo Fernandez100% (4)
- Forja y SoldaduraDocumento12 páginasForja y SoldaduraRuth RodriguezAinda não há avaliações
- Cuestionario de MoldeoDocumento5 páginasCuestionario de MoldeoDavid OsornioAinda não há avaliações
- Cizallado y Corte Por Punzonado (SENATI)Documento14 páginasCizallado y Corte Por Punzonado (SENATI)KaiserDavidsAinda não há avaliações
- Procesos de Arranque de VirutaDocumento6 páginasProcesos de Arranque de VirutaFranklin Sanchez100% (1)
- Materiales y Productos para La MatriceriaDocumento4 páginasMateriales y Productos para La MatriceriaGonzalo Paz50% (2)
- Manual de OxiacetilenicoDocumento99 páginasManual de OxiacetilenicoJohny RafAinda não há avaliações
- Tecnicas de Limado y AbrasionDocumento39 páginasTecnicas de Limado y Abrasionivansanchezgonzalez100% (1)
- Formas Comerciales Del HierroDocumento21 páginasFormas Comerciales Del HierroJean Pierre Stvz100% (1)
- RectificadoDocumento23 páginasRectificadoJosu SarraoaAinda não há avaliações
- Forja - Determinación de Fuerzas y PotenciaDocumento20 páginasForja - Determinación de Fuerzas y PotenciaHerrera Diego100% (1)
- Soldadura Por ElectroescoriaDocumento7 páginasSoldadura Por ElectroescoriaFernando FreireAinda não há avaliações
- Tipos y ángulos de buriles para torneadoDocumento20 páginasTipos y ángulos de buriles para torneadoDeskien LopezAinda não há avaliações
- Rectificado CilíndricoDocumento9 páginasRectificado CilíndricoWilber DionicioAinda não há avaliações
- Soldadura de Acero InoxidableDocumento31 páginasSoldadura de Acero InoxidableRichard Nelson Antonio Espinoza100% (1)
- Silabo Oxigas 2020 Grupo BDocumento5 páginasSilabo Oxigas 2020 Grupo BMoreAl BLeoAinda não há avaliações
- Herramientas de CorteDocumento15 páginasHerramientas de Cortejaviercastrillon91% (11)
- Manual de Soldadura Und 5 Tipos de UnionesDocumento18 páginasManual de Soldadura Und 5 Tipos de UnionesGustavoWalterosLarrotta100% (3)
- LIBROModeladoProcesosManufactura PDFDocumento279 páginasLIBROModeladoProcesosManufactura PDFSaúl VázquezAinda não há avaliações
- Taller de Banco y AjusteDocumento5 páginasTaller de Banco y AjusteSheomara Delgadillo Murga100% (2)
- Mecanica de Banco y AjusteDocumento34 páginasMecanica de Banco y AjusteEdgar Hernando Lopez Ochoa100% (3)
- Alambres Electrodos GmawDocumento12 páginasAlambres Electrodos GmawJulian MarinAinda não há avaliações
- Libro-Seguridad en El Proceso SmawDocumento6 páginasLibro-Seguridad en El Proceso SmawCristian SanchezAinda não há avaliações
- Acabados superficiales en dibujo mecánicoDocumento7 páginasAcabados superficiales en dibujo mecánicoAnthony NievesAinda não há avaliações
- Carpeta de Herrería de ObraDocumento39 páginasCarpeta de Herrería de ObraGABRIEL ORELLANAAinda não há avaliações
- Equipos de Oxicorte y AccesoriosDocumento12 páginasEquipos de Oxicorte y AccesoriosJulio EmeterioAinda não há avaliações
- Accesorios Del TornoDocumento13 páginasAccesorios Del TornoMiguel Angel Montoya Motta92% (13)
- Métodos de Resolución de RedesDocumento17 páginasMétodos de Resolución de RedesJorge Romero FuentesAinda não há avaliações
- Seguridad en el uso de maquinas esmeriladorasDocumento18 páginasSeguridad en el uso de maquinas esmeriladorasEduardo Trejo PerezAinda não há avaliações
- Soldadura SmawDocumento21 páginasSoldadura SmawRichard HAAinda não há avaliações
- Proceso BessemerDocumento9 páginasProceso BessemererickaAinda não há avaliações
- Manual Soldadura SmawDocumento49 páginasManual Soldadura SmawPobre PerritoAinda não há avaliações
- Operaciones FresadoraDocumento14 páginasOperaciones FresadoraHugo CedeñoAinda não há avaliações
- Equipo de Soldadura y Corte Con Oxiacetiléno CompletoDocumento19 páginasEquipo de Soldadura y Corte Con Oxiacetiléno CompletoricardocabarcasAinda não há avaliações
- Tema 5 Máquinas Rectificadoras PDFDocumento22 páginasTema 5 Máquinas Rectificadoras PDFSergio Yucra Hallasi50% (2)
- Procesos de Manufactura Básicos IEM IMTDocumento2 páginasProcesos de Manufactura Básicos IEM IMTJennifer SmallAinda não há avaliações
- 1.practica LimadoDocumento9 páginas1.practica LimadoFernando Garnica DelgadoAinda não há avaliações
- Introducción Soldadura TigDocumento13 páginasIntroducción Soldadura Tiganon-166431100% (4)
- Proceso de LimadoDocumento9 páginasProceso de LimadoOswaldo MuñozAinda não há avaliações
- Clasificacion Din AcerosDocumento47 páginasClasificacion Din AcerosOscar Zapata Marquez100% (1)
- Soldadura oxigas: uniones mediante proceso de soldadura blanda y oxiacetilénicaDocumento5 páginasSoldadura oxigas: uniones mediante proceso de soldadura blanda y oxiacetilénicaHumberto Huamani PalominoAinda não há avaliações
- Cuestionario SmawDocumento1 páginaCuestionario SmawGeovanny Tandazo100% (1)
- Proceso de EscariadoDocumento7 páginasProceso de EscariadoHáánsoOn LagunéésAinda não há avaliações
- Proceso de RoscadoDocumento30 páginasProceso de RoscadoAna Cecilia Castaño MercadoAinda não há avaliações
- Presentacion de ElectrodosDocumento13 páginasPresentacion de ElectrodoswilmerAinda não há avaliações
- Tesis SoldaduraDocumento17 páginasTesis SoldaduraJoan MarquezAinda não há avaliações
- Tema 02 - Procesos de Moldeo en Arena. Tipos de ArenasDocumento35 páginasTema 02 - Procesos de Moldeo en Arena. Tipos de ArenasJunior RodriguezAinda não há avaliações
- Soldadura 2Documento35 páginasSoldadura 2carolaina26Ainda não há avaliações
- Lab Mig MagDocumento8 páginasLab Mig MagEdDy BrahanAinda não há avaliações
- Juntas y posiciones en soldadura horizontalDocumento25 páginasJuntas y posiciones en soldadura horizontalJohny RafAinda não há avaliações
- Práctica 6Documento21 páginasPráctica 6RICARDO JOSE HERRERA BALDEONAinda não há avaliações
- Técnicas soldadura arco eléctricoDocumento19 páginasTécnicas soldadura arco eléctricoAlex RmcAinda não há avaliações
- Informe Juntas Soldadas JVGDocumento23 páginasInforme Juntas Soldadas JVGJorge VGAinda não há avaliações
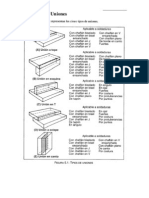
- Tipos de JuntasDocumento17 páginasTipos de JuntasAlexander Muñoz SánchezAinda não há avaliações
- Juntas de Soldadura Informe 02 Calculo de Elemenots de MaquinasDocumento20 páginasJuntas de Soldadura Informe 02 Calculo de Elemenots de MaquinasJhordán CastañedaAinda não há avaliações
- 3 Diseño de Uniones SoldadasDocumento14 páginas3 Diseño de Uniones SoldadasRodrigo PereaAinda não há avaliações
- Soldadura Virtual 2022Documento102 páginasSoldadura Virtual 2022Percy Vilca QuispeAinda não há avaliações
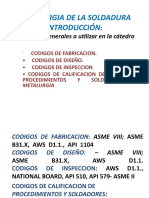
- Códigos Importantes en SoldaduraDocumento38 páginasCódigos Importantes en SoldaduraAnonymous rTTUGMRPaAinda não há avaliações
- N°5.1 SMDocumento43 páginasN°5.1 SMedison albujar quintanaAinda não há avaliações
- Proceso GMAW - PpsDocumento17 páginasProceso GMAW - Ppsdennys316Ainda não há avaliações
- Diagrama de SchaefflerDocumento6 páginasDiagrama de Schaefflerdennys316Ainda não há avaliações
- El Efecto InvernaderoDocumento11 páginasEl Efecto Invernaderodennys316Ainda não há avaliações
- Proceso SMAWDocumento12 páginasProceso SMAWdennys316100% (1)
- HTTP WWW - Esab.com - Ar Ar SP Acerca LoaderDocumento28 páginasHTTP WWW - Esab.com - Ar Ar SP Acerca LoaderJesus DuronAinda não há avaliações
- Proceso GTAW - PpsDocumento17 páginasProceso GTAW - Ppsdennys316Ainda não há avaliações
- Proceso FcawDocumento25 páginasProceso Fcawdennys316100% (1)
- Manual Del Montador y Soldador de TuberiasDocumento190 páginasManual Del Montador y Soldador de TuberiasPedro Yiovio88% (17)
- Eett Ap JunjiDocumento8 páginasEett Ap Junjicarolinaperez1Ainda não há avaliações
- Proceso de Soldadura AlasDocumento12 páginasProceso de Soldadura AlasWilfredo Valdez AlvaradoAinda não há avaliações
- Procedimiento Viga StingerDocumento2 páginasProcedimiento Viga StingerCangatron 14Ainda não há avaliações
- Especificaciones Tecnicas de La Casa de Habitacion.Documento48 páginasEspecificaciones Tecnicas de La Casa de Habitacion.Victor Manuel PazAinda não há avaliações
- Fontargen A 314 Af 314Documento1 páginaFontargen A 314 Af 314brayanAinda não há avaliações
- Costo personal taller obraDocumento34 páginasCosto personal taller obraPatricia HuamaníAinda não há avaliações
- Evaluación Final de Las NomDocumento5 páginasEvaluación Final de Las NomKeila Zurita RobleAinda não há avaliações
- Catalogo Industrial GCE 2013Documento220 páginasCatalogo Industrial GCE 2013Anonymous OaEJ8L4TfAinda não há avaliações
- PATCT-DA-297000-04-TS-510 - 2 Fabricacion y Montaje de EstructurasDocumento43 páginasPATCT-DA-297000-04-TS-510 - 2 Fabricacion y Montaje de EstructurasCarlos Alberto OviedoAinda não há avaliações
- Montaje y alineación de maquinaria industrialDocumento16 páginasMontaje y alineación de maquinaria industrialJ Rodrigo Castro H86% (7)
- Especificación Estándar para Fundición de Acero de Alta ResistenciaDocumento7 páginasEspecificación Estándar para Fundición de Acero de Alta ResistenciaViviana PáezAinda não há avaliações
- Proyecto Diseño de MáquinasDocumento28 páginasProyecto Diseño de Máquinasmoises90renteria100% (1)
- PersonalidadDocumento21 páginasPersonalidadalex diazAinda não há avaliações
- LHN 242i - Rev0 - Sp-Pe-1Documento2 páginasLHN 242i - Rev0 - Sp-Pe-1Abel Sullcaray FernandezAinda não há avaliações
- k69006 9 Megaforce200i - Es MXDocumento3 páginask69006 9 Megaforce200i - Es MXJesus Ariel ToledoAinda não há avaliações
- Filtros AutolimpiantesDocumento4 páginasFiltros AutolimpiantesrobertoroxanaAinda não há avaliações
- Caterpillar Manual de Taller Retroexcavadora 420E CATDocumento174 páginasCaterpillar Manual de Taller Retroexcavadora 420E CATJorge Castillo Hdz86% (145)
- Grúas puente monorraíles ABUS: Un alto nivel incluso en naves de techo bajoDocumento32 páginasGrúas puente monorraíles ABUS: Un alto nivel incluso en naves de techo bajoWilzon RamirezAinda não há avaliações
- Cellocord PDFDocumento5 páginasCellocord PDFLitz Norma TFAinda não há avaliações
- Separadores Liquido Liquido PDFDocumento37 páginasSeparadores Liquido Liquido PDFakarcz6731Ainda não há avaliações
- Corte y SoldaduraDocumento34 páginasCorte y SoldaduraAlarcon GonzaloAinda não há avaliações
- Procesos de Soldadura MIG y TIGDocumento25 páginasProcesos de Soldadura MIG y TIGDaniela BallesterosAinda não há avaliações
- Cuestionario P1Documento12 páginasCuestionario P1Daniel GT100% (1)
- Apu Iimm y SegDocumento25 páginasApu Iimm y SegDarwin RafaileAinda não há avaliações
- Biografía de Los Personajes de Los Billetes de GuatemalaDocumento10 páginasBiografía de Los Personajes de Los Billetes de GuatemalaLuis GarciaAinda não há avaliações
- Risso SimsaDocumento53 páginasRisso SimsaMiguel Kedrov Spirkinte Vidal CastañedaAinda não há avaliações
- Evaluación de Guillermo Camacho 20-05-22Documento6 páginasEvaluación de Guillermo Camacho 20-05-22DANIEL ORTEGA GOMEZAinda não há avaliações
- Examen 2.Documento4 páginasExamen 2.Jose Luis HernandezAinda não há avaliações
- Inspeccion Tubular Complemento de Una Buena PerforacionDocumento145 páginasInspeccion Tubular Complemento de Una Buena PerforacionJoseMi Vacaflor IllanesAinda não há avaliações
- Mantenimiento TallerDocumento119 páginasMantenimiento TallerAntonio Lara MuñozAinda não há avaliações