Você também pode gostar
- 8D Corrective Action & Root Cause AnalysisDocumento95 páginas8D Corrective Action & Root Cause AnalysisRawendrraw KuriAinda não há avaliações
- New 7 QC ToolsDocumento70 páginasNew 7 QC Toolsshukumar_24100% (1)
- Presentation Guidelines: Case Study - Zero Defect Drive by Laxmikant MishraDocumento28 páginasPresentation Guidelines: Case Study - Zero Defect Drive by Laxmikant MishrapiyushAinda não há avaliações
- TPM Training MaterialDocumento87 páginasTPM Training MaterialLuzia Aparecida Da Silva Pereira100% (1)
- QM Pillar Training CIIDocumento76 páginasQM Pillar Training CIINARENDER SINGH100% (1)
- Supplier APQP Training SupplementDocumento78 páginasSupplier APQP Training SupplementjcperezAinda não há avaliações
- 7 QC Tools - MasterDocumento115 páginas7 QC Tools - MasterAmit YadavAinda não há avaliações
- Lean Training New PDFDocumento93 páginasLean Training New PDFRagu RamsinghAinda não há avaliações
- Kaizen KobetDocumento19 páginasKaizen KobetShubham SharmaAinda não há avaliações
- TPM QM TrainingDocumento16 páginasTPM QM TrainingSunil100% (3)
- DOJO CurriculumDocumento47 páginasDOJO CurriculumGulshan SaxenaAinda não há avaliações
- 7QC Tools NokiaDocumento91 páginas7QC Tools Nokiaselvaganapathy1992Ainda não há avaliações
- QM HandoutDocumento65 páginasQM HandoutUmashankar GautamAinda não há avaliações
- 8D Problem Solving Training - SOLUTIONS - OKDocumento2 páginas8D Problem Solving Training - SOLUTIONS - OK57641100% (2)
- HF-0467 - Product Audit Report - C - 2015-08-06Documento44 páginasHF-0467 - Product Audit Report - C - 2015-08-06Enis SirbegovicAinda não há avaliações
- Global 8d WorkbookDocumento20 páginasGlobal 8d Workbookapi-556601577Ainda não há avaliações
- Kaizen PdcaDocumento32 páginasKaizen PdcamfernandAinda não há avaliações
- QC Story BoardDocumento64 páginasQC Story Boardrjyparraguirre8243100% (1)
- Clause Map - IATF 16949:2016 To ISO/TS 16949:2009Documento5 páginasClause Map - IATF 16949:2016 To ISO/TS 16949:2009Navnath TamhaneAinda não há avaliações
- Operational Excellence A Complete Guide - 2019 EditionNo EverandOperational Excellence A Complete Guide - 2019 EditionNota: 1 de 5 estrelas1/5 (1)
- TPM Presentation 12 Steps 1 121Documento46 páginasTPM Presentation 12 Steps 1 121Jyoti_Malik_874494% (16)
- 5S Best PracticeDocumento85 páginas5S Best PracticeyogshastriAinda não há avaliações
- ISO-TS 16949 Practice TestDocumento18 páginasISO-TS 16949 Practice TestManan Bakshi100% (1)
- Kobetsu Kaizen Pillar: Training Program OnDocumento51 páginasKobetsu Kaizen Pillar: Training Program OnNeeraj SethyAinda não há avaliações
- Quality CircleDocumento27 páginasQuality Circleazadsingh1Ainda não há avaliações
- Quality Circle (Hindi) 14 - 05 - 2011 (Read-Only)Documento40 páginasQuality Circle (Hindi) 14 - 05 - 2011 (Read-Only)Atul Sharma100% (1)
- Jishu HozenDocumento85 páginasJishu HozenRakesh TigadiAinda não há avaliações
- Process Improvement Simplified: A How-to-Book for Success in any OrganizationNo EverandProcess Improvement Simplified: A How-to-Book for Success in any OrganizationAinda não há avaliações
- PdcaDocumento27 páginasPdcaRangasamy100% (7)
- CII JH Step 4Documento4 páginasCII JH Step 4Kumar Swami0% (1)
- Measurement System AnalysisDocumento44 páginasMeasurement System AnalysisMahender Kumar100% (4)
- NCP Risk For InfectionDocumento2 páginasNCP Risk For InfectionI Am SmilingAinda não há avaliações
- PSC Issue 30Documento32 páginasPSC Issue 30nkosidlaminiAinda não há avaliações
- VDA 6.3 Management: R. Dan ReidDocumento61 páginasVDA 6.3 Management: R. Dan ReidAlpha Excellence consultingAinda não há avaliações
- Quality Control CircleDocumento38 páginasQuality Control CircleRachmat Boerhan0% (2)
- 02 TVS Motor Co. LTDDocumento127 páginas02 TVS Motor Co. LTDRaj Rudrapaa100% (1)
- Attribute MSA TrainingDocumento21 páginasAttribute MSA TrainingDisha ShahAinda não há avaliações
- MSADocumento66 páginasMSAGowri Krishna Chikkala100% (3)
- Jishu Hozen NotesDocumento13 páginasJishu Hozen NotesPrathmesh AwasthiAinda não há avaliações
- 7 Types of AbnormalitiesDocumento34 páginas7 Types of AbnormalitiesYoga Adi100% (1)
- Autonmous Maint TPM Club IndiaDocumento36 páginasAutonmous Maint TPM Club IndiaUmesh Katare100% (3)
- QC - Story - Format JBM GroupDocumento28 páginasQC - Story - Format JBM GroupAshish GuptaAinda não há avaliações
- Quality Maintenance Training Programme: Concept & ImplementationDocumento46 páginasQuality Maintenance Training Programme: Concept & Implementationdeepak sharmaAinda não há avaliações
- Fmea Overview and RoadmapDocumento47 páginasFmea Overview and RoadmapLake HouseAinda não há avaliações
- Daily Work ManagementDocumento119 páginasDaily Work Managementazadsingh1100% (2)
- Lean Culture Training Series: IntroducingDocumento43 páginasLean Culture Training Series: Introducingfmkhan7860% (1)
- Pre Post Test Questionaires - Autonomous MaintenanceDocumento2 páginasPre Post Test Questionaires - Autonomous MaintenanceNurul Zawani Hambali50% (2)
- Cisco TCL IvrDocumento256 páginasCisco TCL IvrKarol HermickiAinda não há avaliações
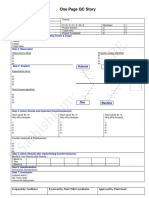
- One Page QC StoryDocumento1 páginaOne Page QC Storypsathishthevan100% (1)
- Cost of Poor QualityDocumento24 páginasCost of Poor Qualityrrvalero0% (1)
- TPM Conference - JIPM - NakanoDocumento38 páginasTPM Conference - JIPM - Nakano1977jul50% (2)
- PPAP Webinar Core Tools PDFDocumento62 páginasPPAP Webinar Core Tools PDFSirius100% (1)
- 03 TPM Implementation in Each TPM Level (Complete)Documento30 páginas03 TPM Implementation in Each TPM Level (Complete)nay den100% (2)
- Poka YokeDocumento117 páginasPoka Yokeselvaganapathy1992100% (1)
- Poka YokeDocumento117 páginasPoka Yokeselvaganapathy1992100% (1)
- JIPM TPM AwardsDocumento23 páginasJIPM TPM AwardspreethishAinda não há avaliações
- PDCADocumento24 páginasPDCARaju DesaiAinda não há avaliações
- QC StoryDocumento146 páginasQC Storyselvaganapathy199290% (39)
- APQP TestDocumento2 páginasAPQP Testmadassar javedAinda não há avaliações
- Iso Ts 16949 Tamil Training ProgramDocumento51 páginasIso Ts 16949 Tamil Training ProgramGanesan Sankaranarayanan88% (8)
- Jishu Hozen Step 1Documento27 páginasJishu Hozen Step 1Prateep UntimanonAinda não há avaliações
- MACE Formats 1Documento46 páginasMACE Formats 1Ashish VaidAinda não há avaliações
- Project Checklist For IATF 16949:2016 Implementation: Implementation Phases Tasks DoneDocumento2 páginasProject Checklist For IATF 16949:2016 Implementation: Implementation Phases Tasks DoneNikita Fatah EntingAinda não há avaliações
- Hydrodynamic Modelling of Hulls Using RANSE Codes: José Luis Ortín MontesinosDocumento75 páginasHydrodynamic Modelling of Hulls Using RANSE Codes: José Luis Ortín Montesinosselvaganapathy1992Ainda não há avaliações
- TQM Brief 1Documento39 páginasTQM Brief 1selvaganapathy1992100% (1)
- Over Speed Fuel CutoffDocumento3 páginasOver Speed Fuel Cutoffselvaganapathy1992Ainda não há avaliações
- EpdmDocumento2 páginasEpdmhappale2002Ainda não há avaliações
- P1 2012 Dec QDocumento6 páginasP1 2012 Dec QBilal AliAinda não há avaliações
- Final BriefDocumento4 páginasFinal BriefPranav Pradyumna Gurulinga murthyAinda não há avaliações
- Chapter 5 - GasesDocumento72 páginasChapter 5 - GasesAmbar WatiAinda não há avaliações
- Java Training - DisysDocumento12 páginasJava Training - DisysArun KiliyaraAinda não há avaliações
- ECEN 314: Matlab Project 1 Fourier Series Synthesizer: Due April 8th, 2013Documento3 páginasECEN 314: Matlab Project 1 Fourier Series Synthesizer: Due April 8th, 2013Dante HavershamAinda não há avaliações
- Scholarship Application FormDocumento4 páginasScholarship Application FormAnonymous fY1HXgJRkzAinda não há avaliações
- A Study On Customer Satisfaction of Reliance Life Insurance at HyderabadDocumento8 páginasA Study On Customer Satisfaction of Reliance Life Insurance at Hyderabads_kumaresh_raghavanAinda não há avaliações
- HO4 EstimationDocumento9 páginasHO4 EstimationMirza Naveed BaigAinda não há avaliações
- Priyajit's Resume NewDocumento3 páginasPriyajit's Resume Newamrit mohantyAinda não há avaliações
- Location Planning and AnalysisDocumento22 páginasLocation Planning and AnalysisEdCasinAinda não há avaliações
- Data Profiling OverviewDocumento11 páginasData Profiling OverviewyprajuAinda não há avaliações
- Fundamentals of ProbabilityDocumento58 páginasFundamentals of Probabilityhien05Ainda não há avaliações
- Manual IDEC FC5A AdvancedDocumento343 páginasManual IDEC FC5A AdvancedJoako FilipovichAinda não há avaliações
- Army Launched Feeding Program in ComValDocumento2 páginasArmy Launched Feeding Program in ComVal10idphilippinearmyAinda não há avaliações
- Manual ROHDE - SCHWARZ - EB200Documento232 páginasManual ROHDE - SCHWARZ - EB200Leonardo Arroyave100% (1)
- Why Air Bearing? 3. Why Air Bearing? 5. Working PrincipleDocumento18 páginasWhy Air Bearing? 3. Why Air Bearing? 5. Working PrinciplesachinAinda não há avaliações
- Bihar SI Mains Syllabus-024b287317594Documento3 páginasBihar SI Mains Syllabus-024b287317594Aryan KhanAinda não há avaliações
- 5.occlusal Risk Factors Associated With Temporomandibular Disorders in Young Adults With Normal OcclusionsDocumento5 páginas5.occlusal Risk Factors Associated With Temporomandibular Disorders in Young Adults With Normal Occlusionsthiên lữAinda não há avaliações
- 1st Grading Exam in MILDocumento3 páginas1st Grading Exam in MILArchie Alipongoy KolokoyAinda não há avaliações
- Genome Editing Medical PowerPoint TemplatesDocumento48 páginasGenome Editing Medical PowerPoint TemplatesFirewall ElektroteknikAinda não há avaliações
- Acoustical Determinations On A Composite Materials (Extruded Polystyrene Type/ Cork)Documento6 páginasAcoustical Determinations On A Composite Materials (Extruded Polystyrene Type/ Cork)pinoyarkiAinda não há avaliações
- Exam IDocumento7 páginasExam IJoshMatthewsAinda não há avaliações
- SFIDocumento64 páginasSFIashwin71184Ainda não há avaliações
- The Marquis de SadeDocumento10 páginasThe Marquis de SadeAlexander100% (4)
- Cca IvgDocumento40 páginasCca IvgKhan MohhammadAinda não há avaliações