Você também pode gostar
- 6876 - Soldagem SAW PDFDocumento25 páginas6876 - Soldagem SAW PDFErnestoChavesAinda não há avaliações
- Soldagem SAW - Variáveis Do ProcessoDocumento14 páginasSoldagem SAW - Variáveis Do ProcessoBruno MatheusAinda não há avaliações
- Catalogo Flanges NBR 7675 DINDocumento3 páginasCatalogo Flanges NBR 7675 DINIago QuirinoAinda não há avaliações
- Dimensionamento de Condutores Elétricos para Instalações IndustriaisDocumento84 páginasDimensionamento de Condutores Elétricos para Instalações IndustriaisFelipe AndradeAinda não há avaliações
- Catalogo Polimetal PDFDocumento142 páginasCatalogo Polimetal PDFDário BorgesAinda não há avaliações
- Eléctrodos para soldadura de açosDocumento8 páginasEléctrodos para soldadura de açosElzidio RodriguesAinda não há avaliações
- Catalogo Arame Tubular PDFDocumento12 páginasCatalogo Arame Tubular PDFGeovane FerreiraAinda não há avaliações
- LHJ 750 Manual: Fonte de energia para soldagemDocumento44 páginasLHJ 750 Manual: Fonte de energia para soldagemMarcos Fernandes100% (1)
- Lista de peças do reversor RV25Documento7 páginasLista de peças do reversor RV25tazjuan1Ainda não há avaliações
- Curso soldadura oxiacetilénica tubos frioDocumento36 páginasCurso soldadura oxiacetilénica tubos frioSuana AndradeAinda não há avaliações
- PTC3421 - Instrumentação Industrial Vazão - Parte IVDocumento22 páginasPTC3421 - Instrumentação Industrial Vazão - Parte IVglauber_bolzanAinda não há avaliações
- Elementos de Apoio PDFDocumento41 páginasElementos de Apoio PDFChristopher SnowAinda não há avaliações
- ESAB - Cartaz - Solda Mig MagDocumento1 páginaESAB - Cartaz - Solda Mig MagAdilson OliveiraAinda não há avaliações
- Treinamento GTAW e CladDocumento53 páginasTreinamento GTAW e CladAlex MouttaAinda não há avaliações
- AluminioDocumento85 páginasAluminioMiguel Fernandes100% (1)
- Relatório TIG: Soldagem e AnáliseDocumento4 páginasRelatório TIG: Soldagem e AnáliseIgor SouzaAinda não há avaliações
- Descarregador de ChifresDocumento17 páginasDescarregador de ChifresandreiramosAinda não há avaliações
- Amortecedores RisaspringsDocumento1 páginaAmortecedores RisaspringsAlexandre MattosAinda não há avaliações
- Motores Elétricos Lineares: Conceito e AplicaçõesDocumento13 páginasMotores Elétricos Lineares: Conceito e AplicaçõesTiago RochaAinda não há avaliações
- Funcionamento LVDTDocumento9 páginasFuncionamento LVDTGeilson MarquesAinda não há avaliações
- Usinagem por Plasma na FEIS: Processo, Funcionamento e AplicaçõesDocumento16 páginasUsinagem por Plasma na FEIS: Processo, Funcionamento e Aplicaçõespedro carvalhoAinda não há avaliações
- Manual Mastertig 400 DCDocumento24 páginasManual Mastertig 400 DCBENCHMARKING REPRESENTAÇÕESAinda não há avaliações
- B1-APOSTILA-Processos de Soldagem PDFDocumento22 páginasB1-APOSTILA-Processos de Soldagem PDFRodrigo Pereira Da Silva100% (2)
- Tabela de pré-aquecimento de aços segundo carbono equivalenteDocumento4 páginasTabela de pré-aquecimento de aços segundo carbono equivalentetss13723Ainda não há avaliações
- Transistores - Teoria e Prática 1 PDFDocumento4 páginasTransistores - Teoria e Prática 1 PDFGuilherme Nagae100% (1)
- Light - PADRÃO DE MEDIÇÃO - 125524Documento11 páginasLight - PADRÃO DE MEDIÇÃO - 125524Sergio Henrique S. de Assis100% (1)
- N-1852 G 1emDocumento58 páginasN-1852 G 1emMariomourajuniorAinda não há avaliações
- Registos Corta FogoDocumento23 páginasRegistos Corta FogoP_AlmeidaAinda não há avaliações
- Folha de testes para bateria de acumuladoresDocumento45 páginasFolha de testes para bateria de acumuladoresAlexandre Rey PereiraAinda não há avaliações
- NBR 5285Documento4 páginasNBR 5285Fabio ErnaneAinda não há avaliações
- N-0134C - Chumbadores para ConcretoDocumento33 páginasN-0134C - Chumbadores para ConcretoAna Carolina TrindadeAinda não há avaliações
- Simulação Ensaio de Tração UniaxialDocumento4 páginasSimulação Ensaio de Tração UniaxialRui CostaAinda não há avaliações
- Corrosão em solos e dutos enterradosDocumento40 páginasCorrosão em solos e dutos enterradoskirlaniano@gmail.comAinda não há avaliações
- Soldagem de manutenção: segurança e equipamentos de proteçãoDocumento249 páginasSoldagem de manutenção: segurança e equipamentos de proteçãoMilton Xavier Dias100% (1)
- Equipamentos essenciais para inspeção de dutos terrestresDocumento14 páginasEquipamentos essenciais para inspeção de dutos terrestresRomário Aliston100% (1)
- Manual da fonte TIG POP 300 para soldagem de alumínioDocumento12 páginasManual da fonte TIG POP 300 para soldagem de alumínioCarla Míriam FerreiraAinda não há avaliações
- Simulado de questões de caldeirariaDocumento43 páginasSimulado de questões de caldeirariajucimarAinda não há avaliações
- Relatorio 1 Aula de SoldagemDocumento2 páginasRelatorio 1 Aula de SoldagemHugo Mancoelho100% (1)
- Máquinas elétricas girantes para regime intermitenteDocumento13 páginasMáquinas elétricas girantes para regime intermitenteIvete Roumieh100% (1)
- Aws A24 98 Norma SoldagemDocumento74 páginasAws A24 98 Norma SoldagemCésarAinda não há avaliações
- Placa Identificação Motor TrifásicoDocumento1 páginaPlaca Identificação Motor TrifásicoAndré Zardo CruberAinda não há avaliações
- Ensaios SoldagemDocumento22 páginasEnsaios SoldagemMarco SilvaAinda não há avaliações
- Exercícios sobre processos de soldagem e transferência de metalDocumento2 páginasExercícios sobre processos de soldagem e transferência de metalSamuel Corazza JungesAinda não há avaliações
- Controlo de Juntas SoldadasDocumento9 páginasControlo de Juntas Soldadasreg_52Ainda não há avaliações
- Treinamento Simbologia de SoldagemDocumento56 páginasTreinamento Simbologia de SoldagemMateus FariasAinda não há avaliações
- Catalogo - Phoenix Contact - Canaletas e AcessóriosDocumento2 páginasCatalogo - Phoenix Contact - Canaletas e AcessóriosElder Benevides0% (1)
- Laboratório de Metalurgia e Ensaios de MateriaisDocumento17 páginasLaboratório de Metalurgia e Ensaios de MateriaisPassigatteAinda não há avaliações
- Manual de procedimentos para estruturas de postes de distribuiçãoDocumento91 páginasManual de procedimentos para estruturas de postes de distribuiçãoEduardo GadottiAinda não há avaliações
- Junta em Y na soldagem: análise técnicaDocumento3 páginasJunta em Y na soldagem: análise técnicacleitonAinda não há avaliações
- Portable Power Analyzer P-600Documento9 páginasPortable Power Analyzer P-600Juvenal CoelhoAinda não há avaliações
- Eletrodos TIGDocumento1 páginaEletrodos TIGHelenaReisAinda não há avaliações
- Apostila de Configurações Do AutoCAD 2012 (Em Português)Documento23 páginasApostila de Configurações Do AutoCAD 2012 (Em Português)Chateaubriand Vieira Moura100% (1)
- UNESC - Resolução lista exercícios soldagemDocumento4 páginasUNESC - Resolução lista exercícios soldagemEnzo Gomes KohlertAinda não há avaliações
- Projetos Em Clp Ladder Baseado No Twidosuite Parte ViiiNo EverandProjetos Em Clp Ladder Baseado No Twidosuite Parte ViiiAinda não há avaliações
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoNo EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoAinda não há avaliações
- Programação Em Assembly Para O Microcontrolador Pic12f Volume INo EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume INota: 5 de 5 estrelas5/5 (1)
- Exercícios AutoCAD - FEUPDocumento20 páginasExercícios AutoCAD - FEUPlucasladeiraAinda não há avaliações
- Manual de Construção em Aço - MontagemDocumento144 páginasManual de Construção em Aço - MontagemGanderlan100% (2)
- Aula 02 - Rebites PDFDocumento41 páginasAula 02 - Rebites PDFErin JohnsonAinda não há avaliações
- Sistema Elétrico 02Documento24 páginasSistema Elétrico 02Silas SouzaAinda não há avaliações
- SENAI - Leitura e Interpretação de Desenho Técnico IDocumento108 páginasSENAI - Leitura e Interpretação de Desenho Técnico IJardel90% (21)
- Aprenda os fundamentos do cavaquinhoDocumento15 páginasAprenda os fundamentos do cavaquinhoPablo Queiroz de Paiva100% (3)
- 28 exercícios para evoluir técnicasDocumento16 páginas28 exercícios para evoluir técnicasvinenteAinda não há avaliações
- SweepDocumento30 páginasSweepvinenteAinda não há avaliações
- Aprenda os fundamentos do cavaquinhoDocumento15 páginasAprenda os fundamentos do cavaquinhoPablo Queiroz de Paiva100% (3)
- Aprenda A Montar Acordes No Cavaquinho - Aula 2Documento2 páginasAprenda A Montar Acordes No Cavaquinho - Aula 2vinenteAinda não há avaliações
- Processos TermodinamicosDocumento3 páginasProcessos TermodinamicosLéo Consatti EnzveilerAinda não há avaliações
- InformaçãoDocumento1 páginaInformaçãovinenteAinda não há avaliações
- Matematica 22Documento44 páginasMatematica 22José Rõdrijz100% (1)
- Samba de Raiz - Coleção de SambasDocumento67 páginasSamba de Raiz - Coleção de SambaschumpitaisAinda não há avaliações
- Phpapp02Documento14 páginasPhpapp02vinenteAinda não há avaliações
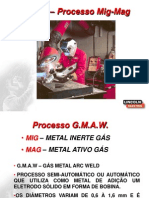
- Gmaw - Processo Mig-MagDocumento22 páginasGmaw - Processo Mig-MagvinenteAinda não há avaliações
- IncentivoDocumento1 páginaIncentivovinenteAinda não há avaliações
- Processo TIGDocumento33 páginasProcesso TIGJonathan GuilhermeAinda não há avaliações
- PDF MatematicaDocumento157 páginasPDF MatematicaVestibular ApostilasAinda não há avaliações
- GabaritoDocumento2 páginasGabaritovinenteAinda não há avaliações
- NOTAFISCALDocumento1 páginaNOTAFISCALvinenteAinda não há avaliações
- ELETRODODocumento49 páginasELETRODOvinenteAinda não há avaliações
- TubularDocumento33 páginasTubularvinenteAinda não há avaliações
- SoldadorDocumento85 páginasSoldadorvinenteAinda não há avaliações
- SoldDocumento71 páginasSoldvinenteAinda não há avaliações
- SoldadorDocumento142 páginasSoldadorvinenteAinda não há avaliações
- Des ContinuiDocumento64 páginasDes ContinuivinenteAinda não há avaliações
- CorteDocumento22 páginasCortevinenteAinda não há avaliações
- Caderno 6Documento92 páginasCaderno 6Bernardo Souto100% (1)
- Avaliação de Recuperação Final - 1° AnoDocumento5 páginasAvaliação de Recuperação Final - 1° AnoFernanda Marcelle MirandaAinda não há avaliações
- Reações de oxidação e reduçãoDocumento32 páginasReações de oxidação e reduçãocristinajlopesAinda não há avaliações
- Eletrodinamica JPDocumento49 páginasEletrodinamica JPluklinkinAinda não há avaliações
- Aplicações Dos Ácidos e Bases Mais ComunsDocumento3 páginasAplicações Dos Ácidos e Bases Mais ComunsIsabelle SantanaAinda não há avaliações
- Relatório de Análise de CinzasDocumento15 páginasRelatório de Análise de CinzasAdriana NovelliAinda não há avaliações
- TCC - Qualidade Da Água para Consumo HumanoDocumento119 páginasTCC - Qualidade Da Água para Consumo HumanoRaquel Andreola ValenteAinda não há avaliações
- Catalogo Tecnico Bandejamento EletricoDocumento34 páginasCatalogo Tecnico Bandejamento EletricoDieCarlos DomingosAinda não há avaliações
- Como funciona o servofreio a vácuoDocumento4 páginasComo funciona o servofreio a vácuopriscilamoraissAinda não há avaliações
- Extensivoenem-Química-Casos Particulares de Estequiometria - Reações Consecutivas, Limitante e Excesso-19-05-2020Documento13 páginasExtensivoenem-Química-Casos Particulares de Estequiometria - Reações Consecutivas, Limitante e Excesso-19-05-2020Bruna FariasAinda não há avaliações
- Ensaios finais de instalações elétricasDocumento8 páginasEnsaios finais de instalações elétricasJean RochaAinda não há avaliações
- FISPQ 550 Cloreto de Amônio 0,71N (Suzano)Documento4 páginasFISPQ 550 Cloreto de Amônio 0,71N (Suzano)Deivid MiquelinoAinda não há avaliações
- Motores elétricos: manual de instalação, operação e manutençãoDocumento74 páginasMotores elétricos: manual de instalação, operação e manutençãomarcio_limaAinda não há avaliações
- Bases Neuro Científicas Da MeditaçãoDocumento24 páginasBases Neuro Científicas Da MeditaçãomiralliaAinda não há avaliações
- Como Desenvolver TelecineseDocumento6 páginasComo Desenvolver TelecineseMaycon Lindor Pinheiro Tardin0% (1)
- Epitelial - Funções e CaracterísticasDocumento7 páginasEpitelial - Funções e CaracterísticasGabriel Messias0% (1)
- Proteja o meio ambiente com o Arbus 400Documento4 páginasProteja o meio ambiente com o Arbus 400Marcus R. Xavier0% (1)
- Relatório Aula Prá Tica QuímicaDocumento12 páginasRelatório Aula Prá Tica QuímicaMonique LibrelottoAinda não há avaliações
- Emr Qui 3 2Documento23 páginasEmr Qui 3 2Marianny RodríguezAinda não há avaliações
- Afiacao de LâminasDocumento21 páginasAfiacao de LâminasAntonio NettoAinda não há avaliações
- Douro RegrasDocumento62 páginasDouro Regrasjoaomigueldiasmonteiro9526Ainda não há avaliações
- APT e DEPT explicadosDocumento13 páginasAPT e DEPT explicadossicoulaudAinda não há avaliações
- Formação de Extensões de PestanasDocumento34 páginasFormação de Extensões de PestanasJuliana Brito100% (1)
- Plano de Aula QuimicaDocumento2 páginasPlano de Aula QuimicaLuanda GomesAinda não há avaliações
- Monografia Daniela BenassiDocumento42 páginasMonografia Daniela BenassiMichele OliveiraAinda não há avaliações
- Caracteristicas A Bordo de Um Navio Tanque PDFDocumento99 páginasCaracteristicas A Bordo de Um Navio Tanque PDFWasbSilvaAinda não há avaliações
- Erva Baleeira (Cordia Verbenaceae)Documento9 páginasErva Baleeira (Cordia Verbenaceae)Rac A Bruxa100% (1)
- Tabla Resistencias Quimicas GuantesDocumento1 páginaTabla Resistencias Quimicas GuantesVicoqAinda não há avaliações
- Projeto Abnt NBR 16569Documento51 páginasProjeto Abnt NBR 16569Eduardo Bernardino100% (1)