Você também pode gostar
- Abrasive Machining and Finishing: Manufacturing ProcessesDocumento73 páginasAbrasive Machining and Finishing: Manufacturing ProcessesJaydip FadaduAinda não há avaliações
- Abrasive Machining and FinishingDocumento32 páginasAbrasive Machining and FinishingrrameshsmitAinda não há avaliações
- Abrasive Jet MachiningDocumento8 páginasAbrasive Jet MachiningRanjith KaruturiAinda não há avaliações
- Persentasi B.inggris 2Documento17 páginasPersentasi B.inggris 2Mustakim AnsoriAinda não há avaliações
- BTI1133 Ch26Documento74 páginasBTI1133 Ch26ACC SHAinda não há avaliações
- Surface Finishing ProcessDocumento28 páginasSurface Finishing ProcessRavichandran GAinda não há avaliações
- MT&A - Unit 4Documento52 páginasMT&A - Unit 4Yashvanth H LAinda não há avaliações
- Abrasive Machining and FinishingDocumento16 páginasAbrasive Machining and FinishingDhanus KodiAinda não há avaliações
- Unit-5 6Documento12 páginasUnit-5 6chiranthanchiru332Ainda não há avaliações
- BAB: Abrasive ProcessesDocumento18 páginasBAB: Abrasive Processeshilman mun tahaAinda não há avaliações
- Invalid HTTP Request HeaderDocumento8 páginasInvalid HTTP Request HeaderKhalid IbrahimAinda não há avaliações
- ME335 Material Removal Processes and Finishing OperationsDocumento69 páginasME335 Material Removal Processes and Finishing Operationsabdullah sulimanAinda não há avaliações
- Lecture 10 - Abrasive Machining and Finishing Operation-W15Documento14 páginasLecture 10 - Abrasive Machining and Finishing Operation-W15Mayisha FablihaAinda não há avaliações
- Abrasive Material Removal Processes: Chapter # 4Documento42 páginasAbrasive Material Removal Processes: Chapter # 4Jeff HardyAinda não há avaliações
- Effect of Depth of Cut On MRR in Surface GrindingDocumento7 páginasEffect of Depth of Cut On MRR in Surface GrindingshubhamAinda não há avaliações
- Grinding: The Oldest Machining ProcessDocumento50 páginasGrinding: The Oldest Machining ProcessJatin GuptaAinda não há avaliações
- Abrasive Jet Machining: DefinitionDocumento9 páginasAbrasive Jet Machining: Definition18R21A0310 BIYYALA SHESHAGIRIAinda não há avaliações
- Mechanics of GrindingDocumento19 páginasMechanics of GrindingKUDZANAYIAinda não há avaliações
- JJ104 Workshop Technology Chapter7 Grinding MachineDocumento19 páginasJJ104 Workshop Technology Chapter7 Grinding MachineAh Tiang100% (1)
- Why Advanced Machining Processes Are ImportantDocumento38 páginasWhy Advanced Machining Processes Are ImportantLavishAinda não há avaliações
- Abrasive Machining Processes: Grinding Lapping HoningDocumento61 páginasAbrasive Machining Processes: Grinding Lapping HoningshivaAinda não há avaliações
- Bonded Abrasives Are Made by Incorporating Abrasives Grains Into A Matrix, Which CanDocumento7 páginasBonded Abrasives Are Made by Incorporating Abrasives Grains Into A Matrix, Which CanCynthia BerryAinda não há avaliações
- Abrasive Jet Machining (AJM) Process OverviewDocumento31 páginasAbrasive Jet Machining (AJM) Process OverviewAbhishek KumarAinda não há avaliações
- Mechanics of Grinding ProcessesDocumento11 páginasMechanics of Grinding ProcessesIndranil BhattacharyaAinda não há avaliações
- Abrasive ProcessesDocumento63 páginasAbrasive ProcessesmohdhmAinda não há avaliações
- Lect (09) AbrassiveDocumento37 páginasLect (09) AbrassiveMuhammad Rizwan QureshiAinda não há avaliações
- Grinding ST 0Documento26 páginasGrinding ST 0Ardhika HermigoAinda não há avaliações
- Presentation On GrindingDocumento36 páginasPresentation On GrindingPragyan Agrawal100% (3)
- Non-Traditional Machining: Abrasive Jet Machining GuideDocumento13 páginasNon-Traditional Machining: Abrasive Jet Machining GuideKurniawan ChaniagoAinda não há avaliações
- Unit IV - Abrasive Process and Broaching PDFDocumento80 páginasUnit IV - Abrasive Process and Broaching PDFKanda SamyAinda não há avaliações
- Abrasive Jet Machining (AJM) : Material RemovalDocumento23 páginasAbrasive Jet Machining (AJM) : Material RemovalHemanth Rama Krishna YernagulaAinda não há avaliações
- Ajm PDFDocumento14 páginasAjm PDFvs.krishnakanthAinda não há avaliações
- Design and Fabrications of Abrasive Jet Machine: Presented byDocumento31 páginasDesign and Fabrications of Abrasive Jet Machine: Presented byAnuj TripathiAinda não há avaliações
- Grinding PDFDocumento106 páginasGrinding PDFvivekanand100% (2)
- Types of Grinding Machines ExplainedDocumento10 páginasTypes of Grinding Machines ExplainedNick AhrenAinda não há avaliações
- Advanced Manufacturing Surface FinishingDocumento11 páginasAdvanced Manufacturing Surface FinishingshashanksirAinda não há avaliações
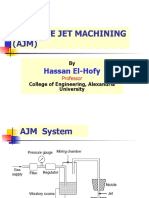
- Abrasive Jet Machining (AJM) : Hassan El-HofyDocumento29 páginasAbrasive Jet Machining (AJM) : Hassan El-Hofypeci 4646Ainda não há avaliações
- Krishna Engineering College Department of Mechanical EngineeringDocumento4 páginasKrishna Engineering College Department of Mechanical EngineeringVivek BajpaiAinda não há avaliações
- Chapter2 - AJMDocumento13 páginasChapter2 - AJMravish kumarAinda não há avaliações
- GRINDING and Other Abrasive ProcessesDocumento30 páginasGRINDING and Other Abrasive Processesshishir acharyaAinda não há avaliações
- Ajm - 1st Lecture Chapter2Documento16 páginasAjm - 1st Lecture Chapter2KAMALJEET SINGHAinda não há avaliações
- Abrasive Jet MachiningDocumento30 páginasAbrasive Jet MachiningMr PotatoAinda não há avaliações
- 7 Finishing and Polishing of Restorations - ppt.2 FINAL000Documento48 páginas7 Finishing and Polishing of Restorations - ppt.2 FINAL000Jitender Reddy75% (8)
- A Report On: Abrasive Jet Machining: BY:-Akshay Gupta 10BME0345 G1 SlotDocumento11 páginasA Report On: Abrasive Jet Machining: BY:-Akshay Gupta 10BME0345 G1 SlotAkshay GuptaAinda não há avaliações
- Abrasive Jet Machining (Ajm) : Dept. of ME, ACEDocumento8 páginasAbrasive Jet Machining (Ajm) : Dept. of ME, ACEJabir 08Ainda não há avaliações
- Water Jet CutterDocumento16 páginasWater Jet CutterSedorfaAinda não há avaliações
- 5 Grinding and Realated OperationsDocumento23 páginas5 Grinding and Realated OperationsSaiful IslamAinda não há avaliações
- AjmDocumento22 páginasAjmsuneel kumar rathoreAinda não há avaliações
- Grinding and FinishingDocumento84 páginasGrinding and FinishingAjay PundirAinda não há avaliações
- Introduction To GrindingDocumento8 páginasIntroduction To GrindingsreeshpsAinda não há avaliações
- Abrasive Jet and Water Jet Machining Mp2Documento50 páginasAbrasive Jet and Water Jet Machining Mp2Drew LadlowAinda não há avaliações
- Machining by AbrasionDocumento7 páginasMachining by AbrasionSiddhi JainAinda não há avaliações
- Ch-10 Grinding and FinishingDocumento84 páginasCh-10 Grinding and FinishingNitin TembhurnikarAinda não há avaliações
- EML2322L-Abrasive Water Jet ProcessesDocumento16 páginasEML2322L-Abrasive Water Jet ProcessesTurgut GülmezAinda não há avaliações
- Abrasive Jet Machining: (AJM) Is One of The Advanced Machining ProcessesDocumento8 páginasAbrasive Jet Machining: (AJM) Is One of The Advanced Machining ProcessesZaky MuzaffarAinda não há avaliações
- Water JetDocumento27 páginasWater Jetvideo uploader dAinda não há avaliações
- Yo Yo YoDocumento39 páginasYo Yo YoDrew LadlowAinda não há avaliações
- Mid-century Woodworking: 80 projects to make by handNo EverandMid-century Woodworking: 80 projects to make by handAinda não há avaliações
- EMGT 1100syallbus Fall2016!1!2Documento3 páginasEMGT 1100syallbus Fall2016!1!2Vince HarrisAinda não há avaliações
- 24 Composites 2Documento45 páginas24 Composites 2Vince HarrisAinda não há avaliações
- Met 2110 Study Guide - Exam 1Documento2 páginasMet 2110 Study Guide - Exam 1Vince HarrisAinda não há avaliações
- Crystal StructuresDocumento37 páginasCrystal StructuresVince HarrisAinda não há avaliações
- Eutectic Phase Diagrams and Dispersion StrengtheningDocumento48 páginasEutectic Phase Diagrams and Dispersion StrengtheningVince HarrisAinda não há avaliações
- 15-Steel Part 03-2Documento20 páginas15-Steel Part 03-2Vince HarrisAinda não há avaliações
- 05 DiffusionDocumento29 páginas05 DiffusionVince HarrisAinda não há avaliações
- Precipitation Hardening: Coherent vs Noncoherent PrecipitatesDocumento21 páginasPrecipitation Hardening: Coherent vs Noncoherent PrecipitatesVince HarrisAinda não há avaliações
- 23 Polymers & Adhesives 4Documento45 páginas23 Polymers & Adhesives 4Vince HarrisAinda não há avaliações
- Precipitation Hardening: Coherent vs Noncoherent PrecipitatesDocumento21 páginasPrecipitation Hardening: Coherent vs Noncoherent PrecipitatesVince HarrisAinda não há avaliações
- 03 Miller Indices 3Documento18 páginas03 Miller Indices 3Vince HarrisAinda não há avaliações
- 06 Tensile TestDocumento24 páginas06 Tensile TestVince HarrisAinda não há avaliações
- Impact of flex-fuels on modern gasoline enginesDocumento2 páginasImpact of flex-fuels on modern gasoline enginesVince HarrisAinda não há avaliações
- Fundamentals of Chip-Type Machining Processes - 1-2Documento38 páginasFundamentals of Chip-Type Machining Processes - 1-2Vince HarrisAinda não há avaliações
- Chap12 (3) 3Documento65 páginasChap12 (3) 3Vince HarrisAinda não há avaliações
- Fundamentals of Chip-Type Machining Processes - 1-2Documento38 páginasFundamentals of Chip-Type Machining Processes - 1-2Vince HarrisAinda não há avaliações
- Review of ThermodynamicsDocumento29 páginasReview of ThermodynamicsVince HarrisAinda não há avaliações
- Lathe Operations Guide: Turning, Boring, Tapering, Knurling & MoreDocumento12 páginasLathe Operations Guide: Turning, Boring, Tapering, Knurling & MoreVince HarrisAinda não há avaliações
- Review of ThermodynamicsDocumento29 páginasReview of ThermodynamicsVince HarrisAinda não há avaliações
- Co Lligat Ive PropertiesDocumento2 páginasCo Lligat Ive PropertiesVince HarrisAinda não há avaliações
- Thread ManufacturingDocumento17 páginasThread ManufacturingVince HarrisAinda não há avaliações
- Workholding DevicesDocumento15 páginasWorkholding DevicesVince HarrisAinda não há avaliações
- Broaching, Sawing and Filing-2Documento31 páginasBroaching, Sawing and Filing-2Vince HarrisAinda não há avaliações
- SafetyDocumento13 páginasSafetyVince HarrisAinda não há avaliações
- Workholding DevicesDocumento15 páginasWorkholding DevicesVince HarrisAinda não há avaliações
- Helpful Hints: Ionic BondingDocumento4 páginasHelpful Hints: Ionic BondingVince HarrisAinda não há avaliações
- Non Traditional MachiningDocumento17 páginasNon Traditional MachiningVince HarrisAinda não há avaliações
- Helpful Guide to Solution Phases and MiscibilityDocumento2 páginasHelpful Guide to Solution Phases and MiscibilityVince HarrisAinda não há avaliações
- Co Lligat Ive PropertiesDocumento2 páginasCo Lligat Ive PropertiesVince HarrisAinda não há avaliações
- THE COMPLETE General Science Notes (Chemistry) For Railway ExamsDocumento54 páginasTHE COMPLETE General Science Notes (Chemistry) For Railway ExamsChinmay JenaAinda não há avaliações
- Thesis PDFDocumento168 páginasThesis PDFDeepak Kumar SinghAinda não há avaliações
- Fosroc Polyurea FLMDocumento4 páginasFosroc Polyurea FLMtalatzahoorAinda não há avaliações
- Low Temperature Storage LifeDocumento10 páginasLow Temperature Storage LifeMirna0% (1)
- NSHE GRADE 7 NotesDocumento78 páginasNSHE GRADE 7 NotesJB Mangundu100% (2)
- Solid State Notes PDFDocumento36 páginasSolid State Notes PDFGyanendra Gs100% (1)
- Chemical BondingDocumento3 páginasChemical BondingnAinda não há avaliações
- Lab Mixing of Solid WH PARTDocumento2 páginasLab Mixing of Solid WH PARTGenesis LowAinda não há avaliações
- Food Processing Equipment 1Documento151 páginasFood Processing Equipment 1TANKO BAKOAinda não há avaliações
- Belt Press Vs CentrifugeDocumento7 páginasBelt Press Vs CentrifugeDavid ZamoraAinda não há avaliações
- Carbon, TV, Diamond, Aluminum Conductivity QuestionsDocumento33 páginasCarbon, TV, Diamond, Aluminum Conductivity Questionschnxyeyed14Ainda não há avaliações
- B Carotene BASFDocumento10 páginasB Carotene BASFFajarRachmadiAinda não há avaliações
- BS 1991Documento14 páginasBS 1991Reza SaeeAinda não há avaliações
- (Lab Report Operation Unit) Experiment 5: INTRODUCTION TO DRYING PROCESS: DRYING A SOLIDDocumento9 páginas(Lab Report Operation Unit) Experiment 5: INTRODUCTION TO DRYING PROCESS: DRYING A SOLIDFazsroul84% (19)
- Unit-1 Chemistry (Matter) Lesson 1-A Properties of Matter-Solid, Liquid, and Gas (Grade 3) ObjectivesDocumento16 páginasUnit-1 Chemistry (Matter) Lesson 1-A Properties of Matter-Solid, Liquid, and Gas (Grade 3) Objectiveshaizelle resmaAinda não há avaliações
- Fundamental Chemistry ConceptsDocumento99 páginasFundamental Chemistry ConceptsMazar KhanAinda não há avaliações
- Solid, Liquids, and GasesDocumento27 páginasSolid, Liquids, and Gasesleo markAinda não há avaliações
- Solidification Point of Industrial Organic Chemicals by ThermistorDocumento4 páginasSolidification Point of Industrial Organic Chemicals by Thermistorasma hamzaAinda não há avaliações
- DLL chemNOV23Documento4 páginasDLL chemNOV23Rosallie Caaya-NuezAinda não há avaliações
- State-of-the-Art Report On Fiber Reinforced Plastic (FRP) Reinforcement For Concrete StructuresDocumento65 páginasState-of-the-Art Report On Fiber Reinforced Plastic (FRP) Reinforcement For Concrete StructuresDIDIER ANGEL LOPEZ RINCONAinda não há avaliações
- Heat Capacity of Oxide Glasses at High Temperature Region Inaba 2003Documento9 páginasHeat Capacity of Oxide Glasses at High Temperature Region Inaba 2003b meryemAinda não há avaliações
- Solid and Liquid Silicone RubberDocumento102 páginasSolid and Liquid Silicone Rubberdancercel100% (3)
- Elementary Science Quick Guide: Grade 2: Year at A GlanceDocumento12 páginasElementary Science Quick Guide: Grade 2: Year at A Glanceapi-237570277Ainda não há avaliações
- High Performance Lining Selection Chart For 90C Immersion - Belzona GuidesDocumento2 páginasHigh Performance Lining Selection Chart For 90C Immersion - Belzona GuidesBobby SatheesanAinda não há avaliações
- ASHBY, M. F. Properties - Foams - LatticesDocumento16 páginasASHBY, M. F. Properties - Foams - LatticesAlvaro PuertasAinda não há avaliações
- Band Theory Explained by Kronig-Penny ModelDocumento16 páginasBand Theory Explained by Kronig-Penny ModelVasursharpAinda não há avaliações
- Product Summary Brochure SPP PumpsDocumento13 páginasProduct Summary Brochure SPP PumpsGabriel ArriolaAinda não há avaliações
- MCQ - Class 9 - Matter in Our SurroundingsDocumento22 páginasMCQ - Class 9 - Matter in Our Surroundingsget2maniAinda não há avaliações
- PHY F341 - HandoutDocumento2 páginasPHY F341 - HandoutAravind KondamudiAinda não há avaliações
- Alumanation 301: The Best Way To Protect Your Metal Structures!Documento0 páginaAlumanation 301: The Best Way To Protect Your Metal Structures!Nevena DelibasicAinda não há avaliações