Você também pode gostar
- EntrepreneurshipDocumento14 páginasEntrepreneurshipMansoor QureshiAinda não há avaliações
- Syed Hassam Haider Bukhari 2015 Latest 1Documento1 páginaSyed Hassam Haider Bukhari 2015 Latest 1Mansoor QureshiAinda não há avaliações
- Pricing 2Documento1 páginaPricing 2Mansoor QureshiAinda não há avaliações
- Kamran Saeed: Citizenship: Pakistan Date of BirthDocumento1 páginaKamran Saeed: Citizenship: Pakistan Date of Birthsaroj_padhiAinda não há avaliações
- Read Me !!!Documento1 páginaRead Me !!!Mansoor QureshiAinda não há avaliações
- Changes DocsDocumento9 páginasChanges DocsMansoor QureshiAinda não há avaliações
- ReadmeDocumento7 páginasReadmeMansoor QureshiAinda não há avaliações
- SIP Report DraftDocumento38 páginasSIP Report DraftMansoor QureshiAinda não há avaliações
- Ali MohsinDocumento1 páginaAli MohsinMansoor QureshiAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Mix Cases UploadDocumento4 páginasMix Cases UploadLu CasAinda não há avaliações
- Introduction To Radar Warning ReceiverDocumento23 páginasIntroduction To Radar Warning ReceiverPobitra Chele100% (1)
- Emco - Unimat 3 - Unimat 4 LathesDocumento23 páginasEmco - Unimat 3 - Unimat 4 LathesEnrique LueraAinda não há avaliações
- SEBI Circular Dated 22.08.2011 (Cirmirsd162011)Documento3 páginasSEBI Circular Dated 22.08.2011 (Cirmirsd162011)anantAinda não há avaliações
- How To Unbrick Tp-Link Wifi Router Wr841Nd Using TFTP and WiresharkDocumento13 páginasHow To Unbrick Tp-Link Wifi Router Wr841Nd Using TFTP and WiresharkdanielAinda não há avaliações
- Math 1 6Documento45 páginasMath 1 6Dhamar Hanania Ashari100% (1)
- MPPWD 2014 SOR CH 1 To 5 in ExcelDocumento66 páginasMPPWD 2014 SOR CH 1 To 5 in ExcelElvis GrayAinda não há avaliações
- Computer Vision and Action Recognition A Guide For Image Processing and Computer Vision Community For Action UnderstandingDocumento228 páginasComputer Vision and Action Recognition A Guide For Image Processing and Computer Vision Community For Action UnderstandingWilfredo MolinaAinda não há avaliações
- INTERNATIONAL BUSINESS DYNAMIC (Global Operation MGT)Documento7 páginasINTERNATIONAL BUSINESS DYNAMIC (Global Operation MGT)Shashank DurgeAinda não há avaliações
- ADS Chapter 303 Grants and Cooperative Agreements Non USDocumento81 páginasADS Chapter 303 Grants and Cooperative Agreements Non USMartin JcAinda não há avaliações
- Yamaha F200 Maintenance ScheduleDocumento2 páginasYamaha F200 Maintenance ScheduleGrady SandersAinda não há avaliações
- ARISE 2023: Bharati Vidyapeeth College of Engineering, Navi MumbaiDocumento5 páginasARISE 2023: Bharati Vidyapeeth College of Engineering, Navi MumbaiGAURAV DANGARAinda não há avaliações
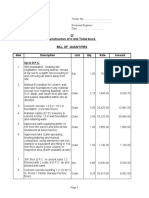
- Type BOQ For Construction of 4 Units Toilet Drawing No.04Documento6 páginasType BOQ For Construction of 4 Units Toilet Drawing No.04Yashika Bhathiya JayasingheAinda não há avaliações
- Attachment BinaryDocumento5 páginasAttachment BinaryMonali PawarAinda não há avaliações
- Cinnamon Peelers in Sri Lanka: Shifting Labour Process and Reformation of Identity Post-1977Documento8 páginasCinnamon Peelers in Sri Lanka: Shifting Labour Process and Reformation of Identity Post-1977Social Scientists' AssociationAinda não há avaliações
- LISTA Nascar 2014Documento42 páginasLISTA Nascar 2014osmarxsAinda não há avaliações
- Software Testing Notes Prepared by Mrs. R. Swetha M.E Unit I - Introduction at The End of This Unit, The Student Will Be Able ToDocumento30 páginasSoftware Testing Notes Prepared by Mrs. R. Swetha M.E Unit I - Introduction at The End of This Unit, The Student Will Be Able ToKabilan NarashimhanAinda não há avaliações
- SVPWM PDFDocumento5 páginasSVPWM PDFmauricetappaAinda não há avaliações
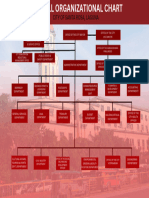
- Org ChartDocumento1 páginaOrg Chart2021-101781Ainda não há avaliações
- MG206 Chapter 3 Slides On Marketing Principles and StrategiesDocumento33 páginasMG206 Chapter 3 Slides On Marketing Principles and StrategiesIsfundiyerTaungaAinda não há avaliações
- GSMDocumento11 páginasGSMLinduxAinda não há avaliações
- Bench VortexDocumento3 páginasBench VortexRio FebriantoAinda não há avaliações
- Government of India Act 1858Documento3 páginasGovernment of India Act 1858AlexitoAinda não há avaliações
- DevelopmentPermission Handbook T&CPDocumento43 páginasDevelopmentPermission Handbook T&CPShanmukha KattaAinda não há avaliações
- Business Occupancy ChecklistDocumento5 páginasBusiness Occupancy ChecklistRozel Laigo ReyesAinda não há avaliações
- SOP No. 6Documento22 páginasSOP No. 6Eli CohenAinda não há avaliações
- Midterm Exam StatconDocumento4 páginasMidterm Exam Statconlhemnaval100% (4)
- Marshall Baillieu: Ian Marshall Baillieu (Born 6 June 1937) Is A Former AustralianDocumento3 páginasMarshall Baillieu: Ian Marshall Baillieu (Born 6 June 1937) Is A Former AustralianValenVidelaAinda não há avaliações
- E OfficeDocumento3 páginasE Officeஊக்கமது கைவிடேல்Ainda não há avaliações
- Options Trading For Beginners Aug15 v1Documento187 páginasOptions Trading For Beginners Aug15 v1Glo BerriAinda não há avaliações