Você também pode gostar
- Conceptos y Generalidades de Pruebas de HipótesisDocumento9 páginasConceptos y Generalidades de Pruebas de HipótesisCarlos Carpio100% (1)
- Coordinacion de ReunionesDocumento6 páginasCoordinacion de ReunionesShawn BooneAinda não há avaliações
- WWW - Estadistica.mat - Uson.mx Material ElmuestreoDocumento5 páginasWWW - Estadistica.mat - Uson.mx Material ElmuestreoAntonio Ortega LoezaAinda não há avaliações
- Tabla de Numeros AleatoriosDocumento1 páginaTabla de Numeros AleatoriosMarthaMiladyGonzalezLuna100% (1)
- Unidad 1. Electrónica AnalógicaDocumento12 páginasUnidad 1. Electrónica AnalógicaJesús GómezAinda não há avaliações
- Cap 4Documento31 páginasCap 4Bu Na DeAinda não há avaliações
- Guia de Ejercicios Unidad I-Calor y TemperaturaDocumento5 páginasGuia de Ejercicios Unidad I-Calor y TemperaturaJesús GómezAinda não há avaliações
- Pasos para Configurar Modem Con DyndnsDocumento4 páginasPasos para Configurar Modem Con DyndnsJesús GómezAinda não há avaliações
- Pensamiento AlgebraicoDocumento187 páginasPensamiento AlgebraicoJesús GómezAinda não há avaliações
- Cap1 Sensores 22Documento10 páginasCap1 Sensores 22Lalo De La Garza CerratoAinda não há avaliações
- Apuntes Preliminares de Logica MatematicaDocumento27 páginasApuntes Preliminares de Logica MatematicaLore TrujilloAinda não há avaliações
- PRACTICAS RECOMENDADAS-lab-redesDocumento3 páginasPRACTICAS RECOMENDADAS-lab-redesJesús GómezAinda não há avaliações
- Conceptos Básicos e IntroduccionDocumento10 páginasConceptos Básicos e IntroduccionJesús GómezAinda não há avaliações
- Unidad I. Introducción A La SimulaciónDocumento16 páginasUnidad I. Introducción A La SimulaciónJesús GómezAinda não há avaliações
- ErroresDocumento8 páginasErroresJesús GómezAinda não há avaliações
- 5 Pasos para Protegerse de Los BotnetsDocumento1 página5 Pasos para Protegerse de Los BotnetsJesús GómezAinda não há avaliações
- Cap1 PDFDocumento25 páginasCap1 PDFwilsonAinda não há avaliações
- Estructura de Datos ITLPDocumento20 páginasEstructura de Datos ITLPJesús GómezAinda não há avaliações
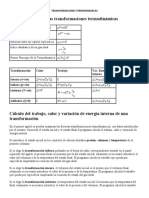
- Transformaciones TermodinamicasDocumento7 páginasTransformaciones TermodinamicasJesús GómezAinda não há avaliações
- Gestión de La Calidad Del ProyectoDocumento5 páginasGestión de La Calidad Del ProyectoSantiago PugaAinda não há avaliações
- Análisis de ETBDocumento2 páginasAnálisis de ETBAlejandro Serna GuzmanAinda não há avaliações
- Tarifario Publicitario Clarín Online 2017Documento20 páginasTarifario Publicitario Clarín Online 2017VictoriaAinda não há avaliações
- Problemas Diodos EGv 1Documento10 páginasProblemas Diodos EGv 1Nigel JansenAinda não há avaliações
- DIRECTORIODocumento18 páginasDIRECTORIOxAinda não há avaliações
- Modelos Ecológicos PDFDocumento5 páginasModelos Ecológicos PDFAlonso SHAinda não há avaliações
- Matrimonio Género y CulturaDocumento18 páginasMatrimonio Género y CulturaCamila WeirAinda não há avaliações
- TP 1 WindowsDocumento20 páginasTP 1 WindowsGeorginaPennella0% (1)
- N.° RUC Apellidos Y Nombres/Denominación O Razón Social Domicilio Fiscal Teléfono Celular Correo ElectrónicoDocumento1 páginaN.° RUC Apellidos Y Nombres/Denominación O Razón Social Domicilio Fiscal Teléfono Celular Correo ElectrónicoCELINAAinda não há avaliações
- Guia Semana 12 y 13Documento2 páginasGuia Semana 12 y 13Blanca torresAinda não há avaliações
- Termodinamica Intercambiador de CalorDocumento24 páginasTermodinamica Intercambiador de CalorDewayne RobinsonAinda não há avaliações
- Lab SuelosDocumento15 páginasLab SuelosLeandro VasquezAinda não há avaliações
- Practica 1, U1, Eq3, Equipos MecanicosDocumento9 páginasPractica 1, U1, Eq3, Equipos MecanicosJuan Eduardo Rosales ChavezAinda não há avaliações
- Laboratorio N°2 Excel Avanzado - BARBOSA - CAVIERESDocumento20 páginasLaboratorio N°2 Excel Avanzado - BARBOSA - CAVIERESMaxi David Cavieres ZentenoAinda não há avaliações
- Transporte de Hidrocarburos Por Ductos. Diseño y Construcción Del Gasoducto Ciudad PEMEX - Nuevo Teapa - Poza Rica - Ciudad de México PDFDocumento93 páginasTransporte de Hidrocarburos Por Ductos. Diseño y Construcción Del Gasoducto Ciudad PEMEX - Nuevo Teapa - Poza Rica - Ciudad de México PDFNinoska Evelyn Silvestre NinaAinda não há avaliações
- CARTA (Asesor y Decano)Documento4 páginasCARTA (Asesor y Decano)alexmayllesaraviaAinda não há avaliações
- Mapeo de Registros de Memoria PIC16F84ADocumento17 páginasMapeo de Registros de Memoria PIC16F84AIsaias MartinezAinda não há avaliações
- Guia Practicas Laboratorio - Biotecnologia - 305689 PDFDocumento26 páginasGuia Practicas Laboratorio - Biotecnologia - 305689 PDFMaurico CardonaAinda não há avaliações
- Circuitos Lógicos Secuenciales PDFDocumento27 páginasCircuitos Lógicos Secuenciales PDFOscar Vasquez Caballero100% (1)
- Model Canvas FormatoDocumento4 páginasModel Canvas FormatoTatianaZambranoAlíAinda não há avaliações
- Modelo de Informe Etapa Productiva 2020Documento5 páginasModelo de Informe Etapa Productiva 2020STEVEN ANDRES NAVARRO ESTRADAAinda não há avaliações
- Tornillo MicrometricoDocumento8 páginasTornillo MicrometricoRusber Orlando Sandoval GarzonAinda não há avaliações
- Ventajas - Desventajas Fibra Óptica Vs VPNDocumento4 páginasVentajas - Desventajas Fibra Óptica Vs VPNPablo Perez RamirezAinda não há avaliações
- Medios PublicDocumento8 páginasMedios PublicKarla Alejandra Morales BriceñoAinda não há avaliações
- Tensión Superficial. FFFDocumento5 páginasTensión Superficial. FFFfredy martinez diazAinda não há avaliações
- Practica 3 Avr's (Teclado y Eeprom)Documento14 páginasPractica 3 Avr's (Teclado y Eeprom)Cristian AlbánAinda não há avaliações
- Listados de Taw10Documento1 páginaListados de Taw10germanAinda não há avaliações
- Semiótica y Tecnología - La Interfaz Icónica y El Signo InteractivoDocumento10 páginasSemiótica y Tecnología - La Interfaz Icónica y El Signo Interactivonelson_saavedra_18Ainda não há avaliações
- El Desarrollo SustentablesDocumento4 páginasEl Desarrollo SustentablesRosa MariaAinda não há avaliações
- Etapas Del EventoDocumento7 páginasEtapas Del Eventoangie melissaAinda não há avaliações