Você também pode gostar
- Lista de Exercícios Sobre Transmissão-10!01!2013Documento3 páginasLista de Exercícios Sobre Transmissão-10!01!2013leonevessAinda não há avaliações
- Auditoria de SegurançaDocumento13 páginasAuditoria de SegurançaLeonardo HenriqueAinda não há avaliações
- Projetos de MaquinasDocumento7 páginasProjetos de MaquinasLeonardo HenriqueAinda não há avaliações
- Aula 1Documento11 páginasAula 1Leonardo HenriqueAinda não há avaliações
- Lista de Exercicio II - Eq - Da Continuidade e BernoulliDocumento3 páginasLista de Exercicio II - Eq - Da Continuidade e BernoulliLeonardo HenriqueAinda não há avaliações
- Cortina de Luz D190Documento44 páginasCortina de Luz D190Leonardo HenriqueAinda não há avaliações
- Check-List Prepartida NCSDocumento3 páginasCheck-List Prepartida NCSLeonardo HenriqueAinda não há avaliações
- Solidificacao - 2011Documento31 páginasSolidificacao - 2011Leonardo HenriqueAinda não há avaliações
- Lista de Exercicios Fenomenos de Transporte Av1Documento5 páginasLista de Exercicios Fenomenos de Transporte Av1Leonardo HenriqueAinda não há avaliações
- Av2 - Física IIIDocumento4 páginasAv2 - Física IIILeonardo HenriqueAinda não há avaliações
- Higiene e Segurança Do TrabalhoDocumento4 páginasHigiene e Segurança Do TrabalhoLeonardo HenriqueAinda não há avaliações
- Check-list diário portico 100 toneladasDocumento1 páginaCheck-list diário portico 100 toneladasLeonardo HenriqueAinda não há avaliações
- Cortina de Luz D190Documento44 páginasCortina de Luz D190Leonardo HenriqueAinda não há avaliações
- Ficha de Controle Individual de Epi-1Documento2 páginasFicha de Controle Individual de Epi-1Leonardo HenriqueAinda não há avaliações
- Check List TerceirosDocumento1 páginaCheck List TerceirosLeonardo Henrique0% (1)
- Lista de Exercicio II - Eq - Da Continuidade e BernoulliDocumento3 páginasLista de Exercicio II - Eq - Da Continuidade e BernoulliLeonardo HenriqueAinda não há avaliações
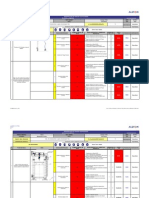
- Analise de Risco Manutenção PórticoDocumento6 páginasAnalise de Risco Manutenção PórticoLeonardo HenriqueAinda não há avaliações
- FRM-1546-Análise de Risco Inspetor QualidadeDocumento6 páginasFRM-1546-Análise de Risco Inspetor QualidadeLeonardo HenriqueAinda não há avaliações
- Acompanhamento de Implementação Do Projeto Linha de VidaDocumento3 páginasAcompanhamento de Implementação Do Projeto Linha de VidaLeonardo HenriqueAinda não há avaliações
- Forças sobre uma partícula: resultado de duas forçasDocumento58 páginasForças sobre uma partícula: resultado de duas forçasjefcasatro50% (4)
- AST - Construção Do Muro de Contenção em Alvenaria de Pedra - Estação IlhasDocumento3 páginasAST - Construção Do Muro de Contenção em Alvenaria de Pedra - Estação IlhasLeonardo HenriqueAinda não há avaliações
- Comportamentos AdequadosDocumento1 páginaComportamentos AdequadosLeonardo HenriqueAinda não há avaliações
- Ângulos fundamentaisDocumento60 páginasÂngulos fundamentaisLeonardo HenriqueAinda não há avaliações
- M290 PT NamDocumento11 páginasM290 PT NamLeonardo HenriqueAinda não há avaliações
- Gasolina PremiumDocumento0 páginaGasolina PremiumLeonardo HenriqueAinda não há avaliações
- ANÁLISE DE RISCO PARA PERFURAÇÃO E CARGA DE EXPLOSIVOSDocumento4 páginasANÁLISE DE RISCO PARA PERFURAÇÃO E CARGA DE EXPLOSIVOSLeonardo HenriqueAinda não há avaliações
- Tecnologia Flex MotoresDocumento221 páginasTecnologia Flex Motoreshskv20025525100% (1)
- Técnicas de drenagem sustentável na UFScarDocumento14 páginasTécnicas de drenagem sustentável na UFScarMateus ReisAinda não há avaliações
- Protocolo Experimental - Ovo M+ígicoDocumento1 páginaProtocolo Experimental - Ovo M+ígicoCláudia Armando BaptistaAinda não há avaliações
- Apresentação Embalagens - UFRGSDocumento111 páginasApresentação Embalagens - UFRGSDiane MossmannAinda não há avaliações
- MF Trab Ansys SV 19 20Documento53 páginasMF Trab Ansys SV 19 20Diogo TabordaAinda não há avaliações
- Tabela Periódica ColoridaDocumento27 páginasTabela Periódica ColoridaAdriana Marmelo ArrudaAinda não há avaliações
- Destilação Elizania PDFDocumento10 páginasDestilação Elizania PDFAna Paula Zé MauroAinda não há avaliações
- Emagrecimento: NutriçãoDocumento293 páginasEmagrecimento: NutriçãoCristina VicenteAinda não há avaliações
- Cálculos para administração de medicamentosDocumento43 páginasCálculos para administração de medicamentosWalfrido Farias GomesAinda não há avaliações
- Ação Colaborativa da Enfermagem na Administração de MedicamentosDocumento99 páginasAção Colaborativa da Enfermagem na Administração de MedicamentosAgneldo SilvaAinda não há avaliações
- Experimentos de Química no Ensino MédioDocumento74 páginasExperimentos de Química no Ensino MédiosergiodelbiancofilhoAinda não há avaliações
- Atividades sobre átomos e íonsDocumento1 páginaAtividades sobre átomos e íonsAlessandra CarolinaAinda não há avaliações
- Aula 2Documento70 páginasAula 2api-3761906100% (1)
- Calculo PicadeirosDocumento7 páginasCalculo PicadeirosaeliusamorimAinda não há avaliações
- Frequencia de Nutrição HumanaDocumento2 páginasFrequencia de Nutrição HumanaFilipeMiguelAinda não há avaliações
- Transferência de Calor por Convecção em EngenhariaDocumento3 páginasTransferência de Calor por Convecção em EngenhariaYasminFernandesAinda não há avaliações
- Hidraulico HD 68Documento2 páginasHidraulico HD 68Leonardo SantosAinda não há avaliações
- Propriedades e mudanças de estado da matériaDocumento22 páginasPropriedades e mudanças de estado da matériagabriellasssilvaAinda não há avaliações
- NBR 14570Documento23 páginasNBR 14570Benilton OliveiraAinda não há avaliações
- AmalgamaDocumento34 páginasAmalgamaRegina Thielle CamposAinda não há avaliações
- Catalogo Und-IIIDocumento7 páginasCatalogo Und-IIIArieneAinda não há avaliações
- PEA Posto GepeDocumento28 páginasPEA Posto Gepephablo nunes munizAinda não há avaliações
- A Radiestesia Como Uma Ciencia Aplicada A GeobiologiaDocumento82 páginasA Radiestesia Como Uma Ciencia Aplicada A Geobiologiarocko00100% (3)
- Cap 1 - Estudo Do Calor - ExercíciosDocumento17 páginasCap 1 - Estudo Do Calor - Exercíciosnjo01Ainda não há avaliações
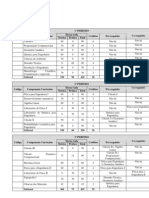
- Matriz Curricular Engenharia Civil UFTMDocumento8 páginasMatriz Curricular Engenharia Civil UFTMJoao Paulo LimaAinda não há avaliações
- Galvanoplastia protege peças contra corrosãoDocumento2 páginasGalvanoplastia protege peças contra corrosãoELLEN CRYSTINA LESTENSKY PEREIRAAinda não há avaliações
- Estruturas CristalinasDocumento6 páginasEstruturas CristalinasDaniboyAinda não há avaliações
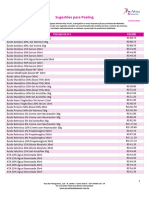
- Tabela de Sugestões de Peeling A-Z (10-23)Documento2 páginasTabela de Sugestões de Peeling A-Z (10-23)katrin.ofaseruAinda não há avaliações
- Silagem Biológica para Alevinos de TilápiaDocumento13 páginasSilagem Biológica para Alevinos de TilápiaCarlos CavalcanteAinda não há avaliações
- Fisico Quimica Solubilidade ExerciciosDocumento10 páginasFisico Quimica Solubilidade ExerciciosRubia MariathAinda não há avaliações