Você também pode gostar
- Level 1 Fundamental TrainingDocumento65 páginasLevel 1 Fundamental TrainingfjranggaraAinda não há avaliações
- FlowDocumento65 páginasFlowLuckyboybk FCAinda não há avaliações
- Temp TXRDocumento95 páginasTemp TXRAnonymous OQW7UtS2Ainda não há avaliações
- Instrumentation and Control SystemDocumento7 páginasInstrumentation and Control SystemikhsannurrahmanAinda não há avaliações
- MitroDocumento53 páginasMitroMiftakhul KhoirudinAinda não há avaliações
- Webinair On ISA100Documento24 páginasWebinair On ISA100SUBHASH CHAinda não há avaliações
- Magnetic Flow Meter 1 - 6f9aDocumento16 páginasMagnetic Flow Meter 1 - 6f9aSilvaACAAinda não há avaliações
- TemperatureDocumento67 páginasTemperatureTrần Thanh HoàngAinda não há avaliações
- 2 Radar BasicDocumento29 páginas2 Radar BasicandeidaAinda não há avaliações
- DMRC Electrical Standards & Design Wing (Desdw) : Delhi Metro Rail Corporation LimitedDocumento10 páginasDMRC Electrical Standards & Design Wing (Desdw) : Delhi Metro Rail Corporation Limitedsameer233Ainda não há avaliações
- Training Course - Pressure 1Documento48 páginasTraining Course - Pressure 1Miftakhul KhoirudinAinda não há avaliações
- Direct Insertion Density MeterDocumento7 páginasDirect Insertion Density MetersagitroseAinda não há avaliações
- E 7403-9005f Instrumentation List CustomerDocumento7 páginasE 7403-9005f Instrumentation List Customerraobabar21Ainda não há avaliações
- Flow Element Sizing & Design (DNARAYAN)Documento45 páginasFlow Element Sizing & Design (DNARAYAN)AttyubAinda não há avaliações
- Testing of Porcelain Enamel Powder PropertiesDocumento4 páginasTesting of Porcelain Enamel Powder PropertiesMiroslav LukačevićAinda não há avaliações
- Risk Assessment of Thermal Power Plant PDFDocumento6 páginasRisk Assessment of Thermal Power Plant PDFMuhammad.SaimAinda não há avaliações
- Process Control 128Documento60 páginasProcess Control 128Gagan SharmaAinda não há avaliações
- Thermax Brochure For BoilersDocumento40 páginasThermax Brochure For Boilersmanupaul123Ainda não há avaliações
- Differential Pressure Level InstrumentsDocumento36 páginasDifferential Pressure Level InstrumentsDuong NguyenAinda não há avaliações
- Distributed Control System (DCS)Documento96 páginasDistributed Control System (DCS)Abdul RawoofAinda não há avaliações
- Carlson - Ed Dynamic Liquid Measurement - Meter Proving OperationsDocumento18 páginasCarlson - Ed Dynamic Liquid Measurement - Meter Proving OperationsVictorAinda não há avaliações
- Desmoke System p.155-173Documento19 páginasDesmoke System p.155-173Just RysdanAinda não há avaliações
- Belt Weighers Testing PDFDocumento4 páginasBelt Weighers Testing PDFKarunakar SiluveruAinda não há avaliações
- Calibration and Measurement Capability of Gas AnalysisDocumento15 páginasCalibration and Measurement Capability of Gas AnalysisTrịnh Đức HạnhAinda não há avaliações
- Thi!document S Subi R Spec Ex Co Rols A, Och Talp: Translation No. - ODocumento13 páginasThi!document S Subi R Spec Ex Co Rols A, Och Talp: Translation No. - OBùi Hắc HảiAinda não há avaliações
- Nioec SP 70 01Documento55 páginasNioec SP 70 01Mohammad Amini100% (1)
- PSV SizingDocumento18 páginasPSV SizingGo IELTSAinda não há avaliações
- Calibrating Toroidal Conductivity SensorsDocumento5 páginasCalibrating Toroidal Conductivity SensorsMohammad YazdiAinda não há avaliações
- Technical Methods and Requirements For Gas Meter CalibrationDocumento8 páginasTechnical Methods and Requirements For Gas Meter CalibrationIrfan RazaAinda não há avaliações
- Heat Load Calculation For Pumping Station - 13Documento6 páginasHeat Load Calculation For Pumping Station - 13Deepak JoyAinda não há avaliações
- Indian Oil & GasDocumento15 páginasIndian Oil & GasMeena HarryAinda não há avaliações
- Sample Handling System For AnalyzerDocumento7 páginasSample Handling System For Analyzeraugur886Ainda não há avaliações
- Acceptance Procedures ROMETDocumento34 páginasAcceptance Procedures ROMETpks_2410Ainda não há avaliações
- Types of Process AnalyzersDocumento50 páginasTypes of Process AnalyzersHARIS AHAMMED0% (1)
- Temperature Measurement PDFDocumento35 páginasTemperature Measurement PDFRavenShieldXAinda não há avaliações
- Magnetic Flow Meter TroubleshootingDocumento52 páginasMagnetic Flow Meter TroubleshootingArun KumarAinda não há avaliações
- Tutorial 4Documento40 páginasTutorial 4LEDAinda não há avaliações
- O2 Analyzer - Document - REV-B - 24-03-2018 PDFDocumento10 páginasO2 Analyzer - Document - REV-B - 24-03-2018 PDFambeshAinda não há avaliações
- Steam-Water & Flue Gas AnalyzersDocumento67 páginasSteam-Water & Flue Gas AnalyzersAshwani DograAinda não há avaliações
- Basic Flow MeasurementDocumento50 páginasBasic Flow MeasurementSaishankar L NarayananAinda não há avaliações
- Redapt Hazardous Area GuideDocumento11 páginasRedapt Hazardous Area GuidekarthipetroAinda não há avaliações
- SG900 Specific GravityDocumento2 páginasSG900 Specific Gravitysaid_rahmansyah4750Ainda não há avaliações
- Presentation of PressureDocumento44 páginasPresentation of PressureMuskan GargAinda não há avaliações
- Temperature Cross in Shell and Tube Heat Exchanger - How and WhyDocumento8 páginasTemperature Cross in Shell and Tube Heat Exchanger - How and Whyjesus_manrique2753Ainda não há avaliações
- Instrumentation in PipelineDocumento11 páginasInstrumentation in Pipelinea1137Ainda não há avaliações
- Controls & Instrumentation FOR 660 MW Supercritical Unit at TirodaDocumento23 páginasControls & Instrumentation FOR 660 MW Supercritical Unit at TirodaAakash kumar ShrivastavaAinda não há avaliações
- Profibus PresentationDocumento51 páginasProfibus PresentationPranav SiriproluAinda não há avaliações
- Rotameter: Instrument Study ProjectDocumento11 páginasRotameter: Instrument Study Projectsmit189Ainda não há avaliações
- Basics of Sample System DesigningDocumento14 páginasBasics of Sample System DesigningJAY PARIKHAinda não há avaliações
- Flame ScannerDocumento4 páginasFlame ScannerAlok Kumar NayakAinda não há avaliações
- 1 Temp MeasurementDocumento26 páginas1 Temp Measurementnarendra_nucleusAinda não há avaliações
- Pressure Transmitter Datasheet: TAG Number ServiceDocumento1 páginaPressure Transmitter Datasheet: TAG Number ServiceEyuAinda não há avaliações
- Sentry Sampling ComponentsDocumento60 páginasSentry Sampling Componentsnagaraj108100% (3)
- The Main Installations: 1. Degassing StationsDocumento4 páginasThe Main Installations: 1. Degassing Stationsعمار ياسرAinda não há avaliações
- LiptakDocumento9 páginasLiptakpritheemadanAinda não há avaliações
- LevelDocumento80 páginasLevelHIệp HoàngAinda não há avaliações
- ControlDocumento59 páginasControlTuan Anh Nguyen HuuAinda não há avaliações
- Control (Compatibility Mode)Documento59 páginasControl (Compatibility Mode)Robby KurniawanAinda não há avaliações
- Thermowll 이란Documento10 páginasThermowll 이란nongmin4Ainda não há avaliações
- Flow SensorDocumento65 páginasFlow SensorNguyễn Cao MinhAinda não há avaliações
- Servo MotorDocumento200 páginasServo MotorLuckyboybk FCAinda não há avaliações
- SCADA SyllabusDocumento30 páginasSCADA SyllabusLuckyboybk FCAinda não há avaliações
- SASE Proximity Sensor - Ver 2.0Documento59 páginasSASE Proximity Sensor - Ver 2.0Luckyboybk FC100% (1)
- Ultrasonic SensorTraining MaterialDocumento15 páginasUltrasonic SensorTraining MaterialLuckyboybk FCAinda não há avaliações
- TemperatureDocumento67 páginasTemperatureTrần Thanh HoàngAinda não há avaliações
- VLT FC 300 Operating InstructionsDocumento42 páginasVLT FC 300 Operating InstructionsLuckyboybk FCAinda não há avaliações
- Rotary Encoder Training MaterialDocumento30 páginasRotary Encoder Training MaterialLuckyboybk FCAinda não há avaliações
- RS-232/485/422 Communication ControllerDocumento13 páginasRS-232/485/422 Communication ControllerLuckyboybk FCAinda não há avaliações
- Outcome 3Documento23 páginasOutcome 3DanhceoAinda não há avaliações
- Outcome 6Documento14 páginasOutcome 6916153Ainda não há avaliações
- Supervisory Control & Data Acquisition: Communication TechnologyDocumento65 páginasSupervisory Control & Data Acquisition: Communication TechnologyLuckyboybk FCAinda não há avaliações
- Giao Trinh PLCDocumento15 páginasGiao Trinh PLCduccuong9xAinda não há avaliações
- Supervisory Control & Data AcquisitionDocumento34 páginasSupervisory Control & Data AcquisitionLuckyboybk FCAinda não há avaliações
- Bai Tap HDC B Phan 3Documento15 páginasBai Tap HDC B Phan 3Luckyboybk FCAinda não há avaliações
- 74374Documento9 páginas74374GonzAlez GarciaAinda não há avaliações
- SN 74 Ls 192Documento28 páginasSN 74 Ls 192Abd Rahman HidayatAinda não há avaliações
- Bài tập Toán Cao Cấp - Nguyễn Thủy Thanh - Tập 3: Phép tính tích phân. Lý thuyết chuỗi. Phương trình vi phânDocumento329 páginasBài tập Toán Cao Cấp - Nguyễn Thủy Thanh - Tập 3: Phép tính tích phân. Lý thuyết chuỗi. Phương trình vi phânVnmath dot comAinda não há avaliações
- Verilog TutorialDocumento31 páginasVerilog TutorialJagadeesh KumarAinda não há avaliações
- Cô Sôû Töï Ñoäng Cô Sôû Töï Ñoäng: Moân Hoïc Moân HoïcDocumento93 páginasCô Sôû Töï Ñoäng Cô Sôû Töï Ñoäng: Moân Hoïc Moân HoïcNguyễn Tấn HưngAinda não há avaliações
- Bài tập Toán Cao Cấp - Nguyễn Thủy Thanh - Tập 1: Đại số tuyến tính và Hình học giải tíchDocumento277 páginasBài tập Toán Cao Cấp - Nguyễn Thủy Thanh - Tập 1: Đại số tuyến tính và Hình học giải tíchVnmath dot com100% (1)
- De1 User ManualDocumento56 páginasDe1 User Manualgauravbhatti2183Ainda não há avaliações
- 89C51 Instruction SetDocumento49 páginas89C51 Instruction SetYashaswini B Srinivas100% (1)
- DE1 Introduction BoxDocumento4 páginasDE1 Introduction BoxGregory Matthew JamesAinda não há avaliações
- VCMStudy UOP Advanced MTO Tehran ConferenceDocumento21 páginasVCMStudy UOP Advanced MTO Tehran ConferenceUsamah ZakiAinda não há avaliações
- General Waterstop BrochureDocumento8 páginasGeneral Waterstop BrochureMuhammet Kızıl100% (1)
- Chilled Beam Examples - Passive and ActiveDocumento3 páginasChilled Beam Examples - Passive and ActivesafdarAinda não há avaliações
- BRCDocumento114 páginasBRClzzhang10Ainda não há avaliações
- Maintenance & RepairDocumento26 páginasMaintenance & RepairGrid Lock100% (1)
- 12d20105a Experimental Stress AnalysisDocumento1 página12d20105a Experimental Stress AnalysissubbuAinda não há avaliações
- Specifications For Highway Drainage - OxfordshireDocumento11 páginasSpecifications For Highway Drainage - OxfordshirexkishanAinda não há avaliações
- Exp2 Tutorial Conclusion RecommendationDocumento5 páginasExp2 Tutorial Conclusion RecommendationSiti Hajar Mohamed0% (1)
- Precommissioning ChecklistDocumento2 páginasPrecommissioning ChecklistPankaj PandeyAinda não há avaliações
- Caterpillar Motor GradersDocumento32 páginasCaterpillar Motor GradersAshraf m aliAinda não há avaliações
- Joint Operating Body: Pertamina Medco E&P SkkmigasDocumento2 páginasJoint Operating Body: Pertamina Medco E&P SkkmigasAriAinda não há avaliações
- Polypropylene: Product Data SheetDocumento2 páginasPolypropylene: Product Data Sheet李万福Ainda não há avaliações
- Science Scavenger HuntDocumento2 páginasScience Scavenger HuntJosie StewartAinda não há avaliações
- Paint Coverage ConsumptionDocumento2 páginasPaint Coverage ConsumptionSahilAinda não há avaliações
- Future Readymix - Original: K150 K200 Q Cost Q Cost 0.190 3.990 0.190 4.275 0.734 5.072 0.598 0.150 0.678 1.356 2 0.360Documento10 páginasFuture Readymix - Original: K150 K200 Q Cost Q Cost 0.190 3.990 0.190 4.275 0.734 5.072 0.598 0.150 0.678 1.356 2 0.360Mohammed Abd ElazizAinda não há avaliações
- Magnum Composite Plug Catalog 06-30-10Documento21 páginasMagnum Composite Plug Catalog 06-30-10Emad JamshidiAinda não há avaliações
- Plazmax Servicio PDFDocumento109 páginasPlazmax Servicio PDFLeonel Losada Cardozo0% (1)
- Aci 304.3RDocumento8 páginasAci 304.3RMehboob AlamAinda não há avaliações
- Lesson 6-GlassDocumento32 páginasLesson 6-Glasslewis imaAinda não há avaliações
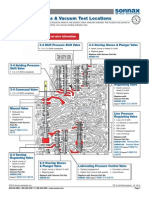
- 722 6 VacTestLocationsDocumento4 páginas722 6 VacTestLocationsUrszula WalczewskaAinda não há avaliações
- 0354-98361800278F Dolomite Sintering in Shaft Kiln PDFDocumento13 páginas0354-98361800278F Dolomite Sintering in Shaft Kiln PDFtaghdirimAinda não há avaliações
- Astm21 1510Documento18 páginasAstm21 1510Robert ChenAinda não há avaliações
- Comprehensive Report On Indian Metal Cutting Machine Tool Industry - 2019Documento73 páginasComprehensive Report On Indian Metal Cutting Machine Tool Industry - 2019Dr-Prashanth GowdaAinda não há avaliações
- t8001 Thermostat HoneywellDocumento6 páginast8001 Thermostat HoneywellnitguptaAinda não há avaliações
- Brochure HEFDocumento12 páginasBrochure HEFsreedhar srinivasanAinda não há avaliações
- Electrical & Information SystemDocumento52 páginasElectrical & Information Systemputra utama dwi suryaAinda não há avaliações
- 16-Seiter BioHPP Fuer For2press 000705GB 210x297mm PDFDocumento16 páginas16-Seiter BioHPP Fuer For2press 000705GB 210x297mm PDFAna Mihai100% (1)
- Aplikasi Teknologi Pengolahan Air Asin Desa Tarupa Kecamatan Taka Bonerate Kabupaten SelayarDocumento15 páginasAplikasi Teknologi Pengolahan Air Asin Desa Tarupa Kecamatan Taka Bonerate Kabupaten SelayarChrist ManapaAinda não há avaliações
- Bo Ride Nozzle CatalogDocumento46 páginasBo Ride Nozzle CatalogsossieAinda não há avaliações
- Using Waste Plastic Bottles As AdditiveDocumento6 páginasUsing Waste Plastic Bottles As AdditiveGyanna LlenaresasAinda não há avaliações