Você também pode gostar
- Modern Separation ProcessDocumento46 páginasModern Separation ProcessIsha Meshram100% (2)
- 6 Bleaching PresentationDocumento17 páginas6 Bleaching Presentation100K Subscribers Without Any Videos ChallengeAinda não há avaliações
- Solvent Extraction NoteeDocumento13 páginasSolvent Extraction NoteeGandiyaAinda não há avaliações
- Sedimentation PDFDocumento33 páginasSedimentation PDFniezajanepatnaAinda não há avaliações
- Mass Spectrometry: Tutorial IIIDocumento76 páginasMass Spectrometry: Tutorial IIITegar gayuh pambudhiAinda não há avaliações
- MixDocumento49 páginasMixJoel TeslaAinda não há avaliações
- CHE572 Chapter 2 Particle Size Characterization PDFDocumento18 páginasCHE572 Chapter 2 Particle Size Characterization PDFMuhd FahmiAinda não há avaliações
- Refinery All Lectures PDFDocumento64 páginasRefinery All Lectures PDFHelin HassanAinda não há avaliações
- Ion Exchange Powerpoint PresentationDocumento4 páginasIon Exchange Powerpoint Presentationpride100% (2)
- MO UNIT - I PPT NotesDocumento81 páginasMO UNIT - I PPT NotesKrishnan DhanasekaranAinda não há avaliações
- Air Pollution Control DevicesDocumento53 páginasAir Pollution Control DevicesVinay Dogra50% (2)
- CRYSTALLIZATIONDocumento40 páginasCRYSTALLIZATIONAkash RAinda não há avaliações
- Unit 5 PDFDocumento154 páginasUnit 5 PDFKhalilAinda não há avaliações
- Advanced Separation ProcessesDocumento33 páginasAdvanced Separation Processesعمار ياسر50% (2)
- Modul 1Documento13 páginasModul 1Faturrohman SetyoajiAinda não há avaliações
- Industrial TrainingDocumento29 páginasIndustrial TrainingnikhilAinda não há avaliações
- Equipment Used in Crystallization Group 2Documento4 páginasEquipment Used in Crystallization Group 2eliyaht05100% (1)
- Langmuir Adsorption Isotherm PracticalDocumento3 páginasLangmuir Adsorption Isotherm PracticalUsman GhaniAinda não há avaliações
- Lect FractionizationDocumento57 páginasLect Fractionizationraja.mtAinda não há avaliações
- Constant Pressure FiltrationDocumento19 páginasConstant Pressure Filtrationmahbub1332100% (5)
- Partition Column ChromatographyDocumento9 páginasPartition Column ChromatographyzahidAinda não há avaliações
- chm510 Exp2Documento10 páginaschm510 Exp2May LeeAinda não há avaliações
- GAS Chromatography: Submitted To: Dr. D. SindhanaiselviDocumento33 páginasGAS Chromatography: Submitted To: Dr. D. SindhanaiselviKumar GauravAinda não há avaliações
- Ion ExchangeDocumento33 páginasIon ExchangeDivaan Raj Karunakaran100% (1)
- Separation ProcessDocumento7 páginasSeparation ProcessJaramillo MarioAinda não há avaliações
- Leaching Equipment - Pharm Eng I - 2nd YrDocumento28 páginasLeaching Equipment - Pharm Eng I - 2nd YrRutens NdreaAinda não há avaliações
- Supercritical Fluids ExtractionDocumento20 páginasSupercritical Fluids ExtractionSriram HarihararamanAinda não há avaliações
- Column ChromatographyDocumento40 páginasColumn ChromatographyRita BhattaAinda não há avaliações
- Flame Photometry: Basic Concepts, Instrumentation, and ApplicationDocumento19 páginasFlame Photometry: Basic Concepts, Instrumentation, and ApplicationHassan kamalAinda não há avaliações
- Uplc 2015Documento26 páginasUplc 2015Hanumant ChavanAinda não há avaliações
- 6-Supercritical Fluid Chromatography SFCDocumento184 páginas6-Supercritical Fluid Chromatography SFCMarwahAinda não há avaliações
- Subtopic: Introduction To Adsorption: DefinitionDocumento27 páginasSubtopic: Introduction To Adsorption: DefinitionUmmu Qurratul Aini MansorAinda não há avaliações
- Lec 1 Properties and Handling of Particulate SolidsDocumento95 páginasLec 1 Properties and Handling of Particulate SolidsAli HasSsanAinda não há avaliações
- Report On The Water Treatment Process-MonaDocumento9 páginasReport On The Water Treatment Process-MonaBrandeice BarrettAinda não há avaliações
- Tubular Bowl CentrifugeDocumento22 páginasTubular Bowl Centrifugesuramajid50% (2)
- Mass Transfer Lab ManuAL - 2Documento18 páginasMass Transfer Lab ManuAL - 2VigneshParthasarathy0% (1)
- Super Critical Fluid ExtractionDocumento42 páginasSuper Critical Fluid ExtractionVikram varadhanAinda não há avaliações
- The Production of Acetylsalicylic Acid Project - Barbra Dozier's BlogDocumento43 páginasThe Production of Acetylsalicylic Acid Project - Barbra Dozier's BlogAnonymous 4EWKYOzJeAinda não há avaliações
- Chromatographic TechniquesDocumento42 páginasChromatographic TechniquesRaina JainAinda não há avaliações
- Lab Manual For DSPDocumento44 páginasLab Manual For DSPaathiraAinda não há avaliações
- Fuels Engineering ChemistryDocumento67 páginasFuels Engineering ChemistryJagjot SinghAinda não há avaliações
- Membrane Seperation (10.04.20)Documento57 páginasMembrane Seperation (10.04.20)HARI PRASATHAinda não há avaliações
- Partition Coefficient: From Wikipedia, The Free EncyclopediaDocumento12 páginasPartition Coefficient: From Wikipedia, The Free Encyclopediachemist82100% (1)
- Lecture Mechanical SeparationDocumento24 páginasLecture Mechanical SeparationMakhdoom Ibad HashmiAinda não há avaliações
- Liquid-Liquid Extraction (LLE)Documento28 páginasLiquid-Liquid Extraction (LLE)IrMuhammadFaizAinda não há avaliações
- Gujarat University B E Chemical 8 Semester Petroleum Refining and Petrochemical (Previous Year Question Paper From 2001 To 2010)Documento13 páginasGujarat University B E Chemical 8 Semester Petroleum Refining and Petrochemical (Previous Year Question Paper From 2001 To 2010)tarunbnsl100% (1)
- Analysis of Film and Pore Diffusion Effects On Kinetics of Immobilized Enzyme ReactionsDocumento7 páginasAnalysis of Film and Pore Diffusion Effects On Kinetics of Immobilized Enzyme ReactionsThirunavukkarasu ArunachalamAinda não há avaliações
- Centrifugal FiltrationDocumento43 páginasCentrifugal FiltrationDaniel Andre Ocampo Prudencio100% (1)
- 2022-23 Lecture Food AdditivesDocumento28 páginas2022-23 Lecture Food AdditivesStudent 365Ainda não há avaliações
- Analysis of Calcium Carbonate by Volumetric MethodDocumento2 páginasAnalysis of Calcium Carbonate by Volumetric Methodswapon kumar shillAinda não há avaliações
- Problem Set - Particle Fluid Separation2012Documento3 páginasProblem Set - Particle Fluid Separation2012John Kevin San Jose50% (2)
- 16 - Residual Chlorine and Chlorine DemandDocumento29 páginas16 - Residual Chlorine and Chlorine DemandHayden Chappelear-RobbinsAinda não há avaliações
- LeachingDocumento22 páginasLeachingRenu Sekaran0% (1)
- Gas ChromatographyDocumento80 páginasGas ChromatographyNeham Baroha100% (2)
- Liquid Liquid ExtractionDocumento25 páginasLiquid Liquid ExtractionsyafiqAinda não há avaliações
- Types of Packing Used in AbsorptionDocumento2 páginasTypes of Packing Used in AbsorptionMuhammad Salman67% (3)
- Transport Phenomena 2 (55Documento11 páginasTransport Phenomena 2 (55Al- Dhaheri100% (1)
- Unit Vi Downstream ProcessingDocumento49 páginasUnit Vi Downstream ProcessingSavitaAinda não há avaliações
- Membrane Technology: A Presentation OnDocumento128 páginasMembrane Technology: A Presentation OnGopi KrishAinda não há avaliações
- SynopsisDocumento23 páginasSynopsisVivek SharmaAinda não há avaliações
- IBPS GK PDF Free Download: Union Ministry of Railways Constitutes Kaya Kulp CouncilDocumento4 páginasIBPS GK PDF Free Download: Union Ministry of Railways Constitutes Kaya Kulp CouncilVivek SharmaAinda não há avaliações
- SedimentationDocumento76 páginasSedimentationKhalid Rehman100% (2)
- Food Safety and Standards Act, 2006Documento26 páginasFood Safety and Standards Act, 2006Mamta VarmaAinda não há avaliações
- Distillation 2Documento1 páginaDistillation 2Vivek SharmaAinda não há avaliações
- Dialysis PresentationDocumento26 páginasDialysis PresentationVivek SharmaAinda não há avaliações
- FOOD TECHNOLOGY - Membrane SeparationsDocumento7 páginasFOOD TECHNOLOGY - Membrane SeparationsCordero JulioAinda não há avaliações
- Indian Railways Current Affairs - Current Affairs Today - Page 7Documento4 páginasIndian Railways Current Affairs - Current Affairs Today - Page 7Vivek SharmaAinda não há avaliações
- Indian Railways Current Affairs - Current Affairs Today - Page 3Documento4 páginasIndian Railways Current Affairs - Current Affairs Today - Page 3Vivek SharmaAinda não há avaliações
- Indian Railways Current Affairs - Current Affairs Today - Page 4Documento4 páginasIndian Railways Current Affairs - Current Affairs Today - Page 4Vivek SharmaAinda não há avaliações
- PROJECT REPORT (2) Lochan - RajeevDocumento11 páginasPROJECT REPORT (2) Lochan - RajeevVivek SharmaAinda não há avaliações
- Indian Railways Current Affairs - Current Affairs Today - Page 5Documento4 páginasIndian Railways Current Affairs - Current Affairs Today - Page 5Vivek SharmaAinda não há avaliações
- Production of Bioethanol: The Department of Chemical EngineeringDocumento1 páginaProduction of Bioethanol: The Department of Chemical EngineeringVivek SharmaAinda não há avaliações
- FinalDocumento43 páginasFinalVivek SharmaAinda não há avaliações
- Mechanics (2009-10 2 ND Sem PDFDocumento16 páginasMechanics (2009-10 2 ND Sem PDFVivek SharmaAinda não há avaliações
- Factors Affecting Column DisgenDocumento3 páginasFactors Affecting Column DisgenVivek SharmaAinda não há avaliações
- Factors Affecting Column DisgenDocumento3 páginasFactors Affecting Column DisgenVivek SharmaAinda não há avaliações
- For More Study Material Log On To HTTP://WWW - Ululu.inDocumento16 páginasFor More Study Material Log On To HTTP://WWW - Ululu.inlatendra kumar srivastavAinda não há avaliações
- Laser Bending PresentationDocumento109 páginasLaser Bending PresentationVivek SharmaAinda não há avaliações
- Mechanics (12-13) IsrDocumento8 páginasMechanics (12-13) IsrVivek SharmaAinda não há avaliações
- Jatropha in Absentia Reilly ReleasedDocumento30 páginasJatropha in Absentia Reilly ReleasedVivek SharmaAinda não há avaliações
- Factors Affecting Column DisgenDocumento3 páginasFactors Affecting Column DisgenVivek SharmaAinda não há avaliações
- Distillation 2Documento1 páginaDistillation 2Vivek SharmaAinda não há avaliações
- Company ProfileDocumento26 páginasCompany ProfileVivek SharmaAinda não há avaliações
- Time Table July - Dec 2013 VII Semester B. Tech. Chemical EngineeringDocumento2 páginasTime Table July - Dec 2013 VII Semester B. Tech. Chemical EngineeringVivek SharmaAinda não há avaliações
- Aiche 2007Documento7 páginasAiche 2007Vivek SharmaAinda não há avaliações
- ReportDocumento13 páginasReportVivek SharmaAinda não há avaliações
- Ammonia and Urea ProductionDocumento10 páginasAmmonia and Urea Productionwaheed_bhattiAinda não há avaliações
- Estimation of Sodium Bicarbonate Crystals SizeDocumento10 páginasEstimation of Sodium Bicarbonate Crystals SizeBasar ÖnolAinda não há avaliações
- Sanyo Scroll CompressorsDocumento18 páginasSanyo Scroll CompressorsinsalatinaAinda não há avaliações
- Lesson 4-ECE 2405 - Water Management and InfiltrationDocumento19 páginasLesson 4-ECE 2405 - Water Management and Infiltrationray spinzAinda não há avaliações
- Performance Characterization and Placement of A Marine Hydrokine - 2015 - ApplieDocumento13 páginasPerformance Characterization and Placement of A Marine Hydrokine - 2015 - Appliecristian villegasAinda não há avaliações
- Diffuser EDSUDocumento49 páginasDiffuser EDSUMatteo MiglioriniAinda não há avaliações
- Desalting of Crude OilDocumento14 páginasDesalting of Crude OilHammad Hashmi100% (4)
- Topic 2: Steady Incompressible Flow in Pipelines: Learning OutcomesDocumento21 páginasTopic 2: Steady Incompressible Flow in Pipelines: Learning OutcomesnurulselangorAinda não há avaliações
- Technical Data Manual: Vitogas 050Documento12 páginasTechnical Data Manual: Vitogas 050anmellaAinda não há avaliações
- Topic Selection: Thermal Performance of Heat Sink With Modified Plate Fins Subjected To Natural ConvectionDocumento11 páginasTopic Selection: Thermal Performance of Heat Sink With Modified Plate Fins Subjected To Natural ConvectionAsmAinda não há avaliações
- Trigger Sprayer Dynamic Systems ModelDocumento5 páginasTrigger Sprayer Dynamic Systems ModelLTE002Ainda não há avaliações
- Pump Theory For Building ServicesDocumento20 páginasPump Theory For Building ServiceswaynegmAinda não há avaliações
- Framo Service ManualDocumento82 páginasFramo Service ManualednsmnAinda não há avaliações
- Jurnal Praktikum Dasar-Dasar Pemisahan Kimia Pembuatan Membran Polysulfon (PSF)Documento9 páginasJurnal Praktikum Dasar-Dasar Pemisahan Kimia Pembuatan Membran Polysulfon (PSF)Rizki AuAinda não há avaliações
- Assignment 2Documento3 páginasAssignment 2Pranaw PariharAinda não há avaliações
- Cyclone SeparatorDocumento8 páginasCyclone SeparatorRizwan FaridAinda não há avaliações
- Fundamental of Theory of DamagesDocumento28 páginasFundamental of Theory of Damagesmrla100% (3)
- API 570 Exam QuastionsDocumento18 páginasAPI 570 Exam QuastionsBernathTurnipAinda não há avaliações
- Pilot Scale Up Techniques For Semi Dolid Dosage FormsDocumento7 páginasPilot Scale Up Techniques For Semi Dolid Dosage FormsNidhiAinda não há avaliações
- Atpl - Aerodinamics PDFDocumento6 páginasAtpl - Aerodinamics PDFarief wicaksono rachmatAinda não há avaliações
- Lean Flammability LimitDocumento8 páginasLean Flammability Limitcallisto69Ainda não há avaliações
- Flow Elements BrochureDocumento37 páginasFlow Elements BrochurearavindAinda não há avaliações
- Fabric Filter Optimization Using Computational Fluid DynamicsDocumento14 páginasFabric Filter Optimization Using Computational Fluid DynamicsRICARDOALEXBORGESAinda não há avaliações
- UntitledDocumento2 páginasUntitledPaulo Henrique FerreiraAinda não há avaliações
- DegassingDocumento4 páginasDegassingAli AlengineerAinda não há avaliações
- WET SULPHURIC ACID Process DescriptionDocumento31 páginasWET SULPHURIC ACID Process DescriptionJoko LelonoAinda não há avaliações
- Excellent 1Documento39 páginasExcellent 1John TauloAinda não há avaliações
- Tubular Reactor bp101bDocumento17 páginasTubular Reactor bp101bMuhamad Hafifi AjwadAinda não há avaliações
- MEC910 - Mid Term - Sem I 08-09Documento7 páginasMEC910 - Mid Term - Sem I 08-09sh1999Ainda não há avaliações
- Ce6303-Mechanics of FluidsDocumento10 páginasCe6303-Mechanics of FluidsDineshAinda não há avaliações
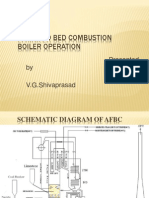
- FBC Operation II OperationDocumento21 páginasFBC Operation II Operationanbesivam87Ainda não há avaliações