Você também pode gostar
- Theory of Metal MachiningDocumento45 páginasTheory of Metal MachiningRakesh PandeyAinda não há avaliações
- Theory of Metal MachiningDocumento63 páginasTheory of Metal MachiningThiran Boy LingamAinda não há avaliações
- Manual of Engineering Drawing: British and International StandardsNo EverandManual of Engineering Drawing: British and International StandardsNota: 3.5 de 5 estrelas3.5/5 (4)
- Fundamentals of CuttingDocumento56 páginasFundamentals of CuttingTrevor WarnerAinda não há avaliações
- CH 21Documento45 páginasCH 21Anonymous p0mg44xAinda não há avaliações
- Metal CuttingDocumento45 páginasMetal CuttingVarun SinghAinda não há avaliações
- Ch2 MachiningDocumento134 páginasCh2 MachiningSaifAdamz'sAinda não há avaliações
- Fundamentals of Metal Cutting and Machining Processes: Lecture 6-7Documento150 páginasFundamentals of Metal Cutting and Machining Processes: Lecture 6-7Sibu SibuAinda não há avaliações
- ch21 Fundamentals of MachiningDocumento25 páginasch21 Fundamentals of MachiningBaatar Zorigt100% (1)
- ManufProc2 1MaterialRemovalDocumento48 páginasManufProc2 1MaterialRemovalJeff HardyAinda não há avaliações
- Material Removal Process (Metal Machining Process) : Theory of Metal CuttingDocumento129 páginasMaterial Removal Process (Metal Machining Process) : Theory of Metal CuttingIjanSahrudinAinda não há avaliações
- Theory of Metal Cutting: Submitted To MR. GURPREET SINGH Submitted byDocumento39 páginasTheory of Metal Cutting: Submitted To MR. GURPREET SINGH Submitted byamitAinda não há avaliações
- CH-1 MachiningDocumento29 páginasCH-1 MachiningAbreham DerejeAinda não há avaliações
- Books:: Machining Technology & MetrologyDocumento8 páginasBooks:: Machining Technology & MetrologyaritraAinda não há avaliações
- Chapter Twenty OneDocumento17 páginasChapter Twenty Oneabdullaammar090Ainda não há avaliações
- Notes On MEE 501 - 2Documento46 páginasNotes On MEE 501 - 2popsuvuydaAinda não há avaliações
- Ch21 Fundamentals of CuttingDocumento56 páginasCh21 Fundamentals of CuttingImGlobalCitizenAinda não há avaliações
- Ch21 Fundamentals of Cutting2Documento70 páginasCh21 Fundamentals of Cutting2manojc68Ainda não há avaliações
- Department of Mechanical Engineering: (ACADEMIC YEAR: 2020-2021)Documento258 páginasDepartment of Mechanical Engineering: (ACADEMIC YEAR: 2020-2021)siddhxnt2004Ainda não há avaliações
- Metal Cutting: BTME-405Documento111 páginasMetal Cutting: BTME-405Yuvraaj Singh100% (1)
- Manufacturing Technology Notes IIDocumento8 páginasManufacturing Technology Notes IIDushyant PawarAinda não há avaliações
- Chapter 21-Theory of Metal MachiningDocumento50 páginasChapter 21-Theory of Metal Machiningasifayaz120100% (2)
- Lecture 01 Chapter 21 Theory of Metal Machining GrooverDocumento64 páginasLecture 01 Chapter 21 Theory of Metal Machining GrooverOttoman Empire “Ottoman Empire wars”Ainda não há avaliações
- CH 21Documento45 páginasCH 21lamia97Ainda não há avaliações
- Machining GrooverDocumento45 páginasMachining GrooverShiVek SaiNiAinda não há avaliações
- Theory of Metal MachiningDocumento42 páginasTheory of Metal MachiningAbdulla AlattawiAinda não há avaliações
- Manufacturing Process IIDocumento97 páginasManufacturing Process IISanjeev SainiAinda não há avaliações
- Manufacturing Process-Ii PDFDocumento97 páginasManufacturing Process-Ii PDFAbhi AbhishekAinda não há avaliações
- Manufacturing Technology-IIDocumento218 páginasManufacturing Technology-IISabari PtsAinda não há avaliações
- 10 Me 45Documento97 páginas10 Me 45Nkongho JohnsonAinda não há avaliações
- Production Engineering: (Fundamental of Metal Cutting)Documento12 páginasProduction Engineering: (Fundamental of Metal Cutting)Anmol MalgotraAinda não há avaliações
- Metal Cutting Meaning, History and Principles MetallurgyDocumento21 páginasMetal Cutting Meaning, History and Principles MetallurgyJackson SichingaAinda não há avaliações
- Theory of Metal CuttingDocumento46 páginasTheory of Metal CuttingRaju MathewAinda não há avaliações
- Manufacturing TechnologyDocumento41 páginasManufacturing Technologysharmashn50% (2)
- Chapter 7 - MachiningDocumento96 páginasChapter 7 - MachiningTejkumarigurungAinda não há avaliações
- Manufacturing Process - Module4.0Documento18 páginasManufacturing Process - Module4.0Fiza KamaAinda não há avaliações
- CH 22 ADocumento81 páginasCH 22 AThiran Boy LingamAinda não há avaliações
- Machining Processes Used To Produce Various ShapesDocumento16 páginasMachining Processes Used To Produce Various ShapesTrang TrangAinda não há avaliações
- ME364 Forming SheetDocumento11 páginasME364 Forming SheetVed Prakash ChoudharyAinda não há avaliações
- Lecture-2.Conventional Machining - 2018 PDFDocumento80 páginasLecture-2.Conventional Machining - 2018 PDFSaumya ShahAinda não há avaliações
- Basic of Cutting ToolsDocumento26 páginasBasic of Cutting Toolssiva kumarAinda não há avaliações
- Theory of Metal MachiningDocumento54 páginasTheory of Metal Machiningsakali aliAinda não há avaliações
- Machining Operations and Machine Tools: J.Ramkumar Dept of Mechanical EngineeringDocumento36 páginasMachining Operations and Machine Tools: J.Ramkumar Dept of Mechanical EngineeringOm PrakashAinda não há avaliações
- Week 11 Ch21 22 Machining OperationsDocumento37 páginasWeek 11 Ch21 22 Machining OperationsJay Dee11Ainda não há avaliações
- Machining Process - IDocumento30 páginasMachining Process - INajshhsAinda não há avaliações
- CH2-MACHINING Mac 2021Documento139 páginasCH2-MACHINING Mac 2021noraAinda não há avaliações
- Used in IndustriesDocumento20 páginasUsed in IndustriessharmashnAinda não há avaliações
- Modeling and Simulation of Turning OperationDocumento8 páginasModeling and Simulation of Turning OperationtabrezAinda não há avaliações
- Sheet Metal Forgintuve MFGDocumento41 páginasSheet Metal Forgintuve MFGAnonymous QiMB2lBCJLAinda não há avaliações
- Unit-I Theory of Metal CuttingDocumento73 páginasUnit-I Theory of Metal CuttingSarvesh Kumarasamy100% (1)
- + Chapter 3 MFG Eng - IiDocumento6 páginas+ Chapter 3 MFG Eng - IiKenasa JambareAinda não há avaliações
- Chapter 1 Sept 12Documento39 páginasChapter 1 Sept 12paradoxendazzlingAinda não há avaliações
- Metal CuttingDocumento33 páginasMetal CuttingUjjwal Katiyar100% (1)
- Introduction To MCMT PPT (Autosaved)Documento16 páginasIntroduction To MCMT PPT (Autosaved)Rajesh ShahAinda não há avaliações
- Metal Cutting OperationsDocumento6 páginasMetal Cutting OperationsNikhil SinghAinda não há avaliações
- Mme 431 CH17Documento31 páginasMme 431 CH17Khalid WaleedAinda não há avaliações
- Machining MetalsDocumento20 páginasMachining MetalshemakumarsAinda não há avaliações
- BTD-400 - Quick Installation GuideDocumento8 páginasBTD-400 - Quick Installation GuiderajasekarkalaAinda não há avaliações
- Gire V.KDocumento7 páginasGire V.KrajasekarkalaAinda não há avaliações
- KJiSL Institute of Technology Shift 1Documento9 páginasKJiSL Institute of Technology Shift 1rajasekarkalaAinda não há avaliações
- DNS Security ConfigurationDocumento1 páginaDNS Security ConfigurationrajasekarkalaAinda não há avaliações
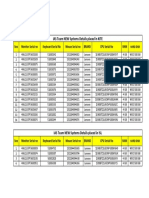
- IAS Team New Systems DetailsDocumento1 páginaIAS Team New Systems DetailsrajasekarkalaAinda não há avaliações
- System Information Sheet - InfosysDocumento6 páginasSystem Information Sheet - InfosysrajasekarkalaAinda não há avaliações
- Rajasekar KuppusamyDocumento3 páginasRajasekar KuppusamyrajasekarkalaAinda não há avaliações
- Walkin Student Attendance Sheet FormatDocumento1 páginaWalkin Student Attendance Sheet FormatrajasekarkalaAinda não há avaliações
- Route: Anporunai and Locals Still Use The Name Amrandhu, A DerivativeDocumento5 páginasRoute: Anporunai and Locals Still Use The Name Amrandhu, A DerivativerajasekarkalaAinda não há avaliações
- ECE Lab Requirements University PDFDocumento27 páginasECE Lab Requirements University PDFImmanuel VinothAinda não há avaliações
- Tenda Wireless Network Adapter User GuideDocumento74 páginasTenda Wireless Network Adapter User GuideRoopa MehraAinda não há avaliações
- Cad 1Documento2 páginasCad 1rajasekarkalaAinda não há avaliações
- User Guide - English PDFDocumento71 páginasUser Guide - English PDFrajasekarkalaAinda não há avaliações
- XFGXFGXGFDocumento8 páginasXFGXFGXGFrajasekarkalaAinda não há avaliações
- Final Presentation: Madhu Mitha D Bhuvanesh S V Nandha Kumar S R Ravi Ganesh T R Sandeep S Sujendra Kumar PDocumento82 páginasFinal Presentation: Madhu Mitha D Bhuvanesh S V Nandha Kumar S R Ravi Ganesh T R Sandeep S Sujendra Kumar PrajasekarkalaAinda não há avaliações
- CVGHNVGHKJGHBVKBMBVDocumento8 páginasCVGHNVGHKJGHBVKBMBVrajasekarkalaAinda não há avaliações
- Exodus Error LogDocumento2 páginasExodus Error LograjasekarkalaAinda não há avaliações
- VBGM Fibre LinksDocumento10 páginasVBGM Fibre LinksrajasekarkalaAinda não há avaliações
- Minimal System: License, Use and RedistributionDocumento1 páginaMinimal System: License, Use and RedistributionrajasekarkalaAinda não há avaliações
- Answer Script of Online Assessment Date of Exam: 14 - 10-2015Documento8 páginasAnswer Script of Online Assessment Date of Exam: 14 - 10-2015rajasekarkalaAinda não há avaliações
- Sunday Place / Time Monday Place / Time Tuesday Place / TimeDocumento1 páginaSunday Place / Time Monday Place / Time Tuesday Place / TimerajasekarkalaAinda não há avaliações
- Team 4Documento87 páginasTeam 4rajasekarkalaAinda não há avaliações
- Final Presentation: Raja S Arunthileeban A Kiran K Satheesh S Sujitha V Vigneshkumar MDocumento119 páginasFinal Presentation: Raja S Arunthileeban A Kiran K Satheesh S Sujitha V Vigneshkumar MrajasekarkalaAinda não há avaliações
- Msys - Minimal SystemDocumento1 páginaMsys - Minimal SystemrajasekarkalaAinda não há avaliações
- BTD-400 - Quick Installation GuideDocumento8 páginasBTD-400 - Quick Installation GuiderajasekarkalaAinda não há avaliações
- Bandwidth LimitingDocumento19 páginasBandwidth Limitingranggarahadian46Ainda não há avaliações
- GPG NotesDocumento1 páginaGPG NotesrajasekarkalaAinda não há avaliações
- Win RunnerDocumento57 páginasWin RunnerrajasekarkalaAinda não há avaliações
- TeamViewer Free - License KeyDocumento1 páginaTeamViewer Free - License KeyrajasekarkalaAinda não há avaliações
- Nu 2 LicDocumento3 páginasNu 2 LicrajasekarkalaAinda não há avaliações
- 3123 PDFDocumento4 páginas3123 PDFTrefina PranaAinda não há avaliações
- Instruction: Attempt All Questions. (ASSIGNMENT:-section A: Odd Numbers and Section B: Even Numbers) 1. 2. 3. 4. 5. 6. 7. 8. 9Documento2 páginasInstruction: Attempt All Questions. (ASSIGNMENT:-section A: Odd Numbers and Section B: Even Numbers) 1. 2. 3. 4. 5. 6. 7. 8. 9Abi DemAinda não há avaliações
- Adiabatic Ideal GasDocumento4 páginasAdiabatic Ideal GasMaria AngelinAinda não há avaliações
- First Portion 1Documento58 páginasFirst Portion 1Yeabsira Gashaw AregaAinda não há avaliações
- Fluid Mechanics HydraulicsDocumento420 páginasFluid Mechanics Hydraulicsanonymousdi3noAinda não há avaliações
- Diploma - Mech - Engg (III, IV, V, VI SEM)Documento39 páginasDiploma - Mech - Engg (III, IV, V, VI SEM)Dev GuptaAinda não há avaliações
- Gazil, Jerico June C. Module 3 With AnswerDocumento2 páginasGazil, Jerico June C. Module 3 With AnswerJunior PayatotAinda não há avaliações
- Kinetics of MethanationDocumento12 páginasKinetics of MethanationGabriela Campos DávilaAinda não há avaliações
- Chapter Four: Bond, Anchorage and Development LengthDocumento31 páginasChapter Four: Bond, Anchorage and Development LengthMintesnot WondimuAinda não há avaliações
- Micro X Ray Fluorescence Spectroscopy First Edition PDFDocumento31 páginasMicro X Ray Fluorescence Spectroscopy First Edition PDFAlberto Núñez CardezoAinda não há avaliações
- V005t16a008 82 GT 277Documento10 páginasV005t16a008 82 GT 277satstarAinda não há avaliações
- Pelton WheelDocumento5 páginasPelton WheelMuhammedShafiAinda não há avaliações
- Random Document of Physics Definitions For LC 2024Documento12 páginasRandom Document of Physics Definitions For LC 2024bobby alexanderAinda não há avaliações
- Rotomac Progressive Cavity Pumps: Installation, Operation and Maintenance Manual 'LDocumento14 páginasRotomac Progressive Cavity Pumps: Installation, Operation and Maintenance Manual 'Lkallappa naikAinda não há avaliações
- Chapter - Furnaces and RefractoriesDocumento36 páginasChapter - Furnaces and Refractorieshasan_waqar2004Ainda não há avaliações
- Lab Report Air ParticleDocumento11 páginasLab Report Air ParticleSalmah AbasAinda não há avaliações
- Course:: CeramicsDocumento56 páginasCourse:: CeramicsSobhe ShoshaAinda não há avaliações
- Worksheet 7.2 Rate of ReactionDocumento3 páginasWorksheet 7.2 Rate of Reactionsavage hunterAinda não há avaliações
- Gas-Vapor Mixtures and Air-Conditioning: Çengel BolesDocumento37 páginasGas-Vapor Mixtures and Air-Conditioning: Çengel Boleskebaman1986Ainda não há avaliações
- Focus Stacking in LinuxDocumento7 páginasFocus Stacking in LinuxklladoAinda não há avaliações
- Homework 2Documento2 páginasHomework 2Sabrina RosazzaAinda não há avaliações
- Header&pipe Sizes - 00361Documento9 páginasHeader&pipe Sizes - 00361JKKAinda não há avaliações
- Rotronic HygroPalm HP32 User ManualDocumento5 páginasRotronic HygroPalm HP32 User ManualJimena LavigneAinda não há avaliações
- Ionic and Covalent Bonding Comics GuidelinesDocumento1 páginaIonic and Covalent Bonding Comics GuidelinesArch Broqueza33% (3)
- Analysis of The Bell-Type Inequalities On The IBM's Open-Access Quantum ComputerDocumento5 páginasAnalysis of The Bell-Type Inequalities On The IBM's Open-Access Quantum ComputerYulied Porras RamírezAinda não há avaliações
- Automotive SteelsDocumento12 páginasAutomotive SteelspratyaygeminiAinda não há avaliações
- How To Calculate External Static Pressure in HVACDocumento4 páginasHow To Calculate External Static Pressure in HVACEntertain EveryoneAinda não há avaliações
- PCS0316H tcm29-2720Documento39 páginasPCS0316H tcm29-2720syailendra dyanAinda não há avaliações
- Fluent TutorialDocumento34 páginasFluent TutorialConstantinescu MateiAinda não há avaliações
- Evidence of Plate Tectonic - 123715Documento54 páginasEvidence of Plate Tectonic - 123715nicolas banlasanAinda não há avaliações
- A Beginner's Guide to Constructing the Universe: The Mathematical Archetypes of Nature, Art, and ScienceNo EverandA Beginner's Guide to Constructing the Universe: The Mathematical Archetypes of Nature, Art, and ScienceNota: 4 de 5 estrelas4/5 (51)
- Quantum Spirituality: Science, Gnostic Mysticism, and Connecting with Source ConsciousnessNo EverandQuantum Spirituality: Science, Gnostic Mysticism, and Connecting with Source ConsciousnessNota: 4 de 5 estrelas4/5 (6)
- Knocking on Heaven's Door: How Physics and Scientific Thinking Illuminate the Universe and the Modern WorldNo EverandKnocking on Heaven's Door: How Physics and Scientific Thinking Illuminate the Universe and the Modern WorldNota: 3.5 de 5 estrelas3.5/5 (64)
- Dark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseNo EverandDark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseNota: 3.5 de 5 estrelas3.5/5 (69)
- A Brief History of Time: From the Big Bang to Black HolesNo EverandA Brief History of Time: From the Big Bang to Black HolesNota: 4 de 5 estrelas4/5 (2193)
- Summary and Interpretation of Reality TransurfingNo EverandSummary and Interpretation of Reality TransurfingNota: 5 de 5 estrelas5/5 (5)
- Midnight in Chernobyl: The Story of the World's Greatest Nuclear DisasterNo EverandMidnight in Chernobyl: The Story of the World's Greatest Nuclear DisasterNota: 4.5 de 5 estrelas4.5/5 (410)
- The Simulated Multiverse: An MIT Computer Scientist Explores Parallel Universes, The Simulation Hypothesis, Quantum Computing and the Mandela EffectNo EverandThe Simulated Multiverse: An MIT Computer Scientist Explores Parallel Universes, The Simulation Hypothesis, Quantum Computing and the Mandela EffectNota: 4.5 de 5 estrelas4.5/5 (20)
- Packing for Mars: The Curious Science of Life in the VoidNo EverandPacking for Mars: The Curious Science of Life in the VoidNota: 4 de 5 estrelas4/5 (1395)
- The Beginning of Infinity: Explanations That Transform the WorldNo EverandThe Beginning of Infinity: Explanations That Transform the WorldNota: 5 de 5 estrelas5/5 (60)
- Chernobyl 01:23:40: The Incredible True Story of the World's Worst Nuclear DisasterNo EverandChernobyl 01:23:40: The Incredible True Story of the World's Worst Nuclear DisasterNota: 4 de 5 estrelas4/5 (264)
- The Tao of Physics: An Exploration of the Parallels between Modern Physics and Eastern MysticismNo EverandThe Tao of Physics: An Exploration of the Parallels between Modern Physics and Eastern MysticismNota: 4 de 5 estrelas4/5 (500)
- Black Holes: The Key to Understanding the UniverseNo EverandBlack Holes: The Key to Understanding the UniverseNota: 4.5 de 5 estrelas4.5/5 (13)
- Infinite Powers: How Calculus Reveals the Secrets of the UniverseNo EverandInfinite Powers: How Calculus Reveals the Secrets of the UniverseNota: 4.5 de 5 estrelas4.5/5 (126)
- Strange Angel: The Otherworldly Life of Rocket Scientist John Whiteside ParsonsNo EverandStrange Angel: The Otherworldly Life of Rocket Scientist John Whiteside ParsonsNota: 4 de 5 estrelas4/5 (94)
- Quantum Physics: What Everyone Needs to KnowNo EverandQuantum Physics: What Everyone Needs to KnowNota: 4.5 de 5 estrelas4.5/5 (49)
- Too Big for a Single Mind: How the Greatest Generation of Physicists Uncovered the Quantum WorldNo EverandToo Big for a Single Mind: How the Greatest Generation of Physicists Uncovered the Quantum WorldNota: 4.5 de 5 estrelas4.5/5 (8)
- Let There Be Light: Physics, Philosophy & the Dimensional Structure of ConsciousnessNo EverandLet There Be Light: Physics, Philosophy & the Dimensional Structure of ConsciousnessNota: 4.5 de 5 estrelas4.5/5 (57)
- Once Upon an Algorithm: How Stories Explain ComputingNo EverandOnce Upon an Algorithm: How Stories Explain ComputingNota: 4 de 5 estrelas4/5 (43)
- The Holographic Universe: The Revolutionary Theory of RealityNo EverandThe Holographic Universe: The Revolutionary Theory of RealityNota: 4.5 de 5 estrelas4.5/5 (76)
- Chasing Heisenberg: The Race for the Atom BombNo EverandChasing Heisenberg: The Race for the Atom BombNota: 4.5 de 5 estrelas4.5/5 (8)
- The Reality Revolution: The Mind-Blowing Movement to Hack Your RealityNo EverandThe Reality Revolution: The Mind-Blowing Movement to Hack Your RealityNota: 4.5 de 5 estrelas4.5/5 (19)