Você também pode gostar
- Malaysiappt 100930041221 Phpapp01Documento51 páginasMalaysiappt 100930041221 Phpapp01HammadiAinda não há avaliações
- 14 Must Visit' PlacesDocumento16 páginas14 Must Visit' PlacesKanageswary SaiAinda não há avaliações
- A Brief Review - Biomaterials and Their ApllicationDocumento5 páginasA Brief Review - Biomaterials and Their ApllicationHammadiAinda não há avaliações
- Mechanics of Materials Class NotesDocumento20 páginasMechanics of Materials Class NotesHammadiAinda não há avaliações
- ELECTROCHEMISTRY OF CORROSIONDocumento15 páginasELECTROCHEMISTRY OF CORROSIONAsadAliAinda não há avaliações
- Pictorial CH 12Documento50 páginasPictorial CH 12HammadiAinda não há avaliações
- Malaysiappt 100930041221 Phpapp01Documento51 páginasMalaysiappt 100930041221 Phpapp01HammadiAinda não há avaliações
- 2p7corrosion2009 2Documento11 páginas2p7corrosion2009 2HammadiAinda não há avaliações
- A Nanostructured SAW Chip Based Biosensor Detecting Cancer Cells 2012 Sensors and Actuators B ChemicalDocumento6 páginasA Nanostructured SAW Chip Based Biosensor Detecting Cancer Cells 2012 Sensors and Actuators B ChemicalHammadiAinda não há avaliações
- prt:978 1 4614 5491 5/1Documento84 páginasprt:978 1 4614 5491 5/1HammadiAinda não há avaliações
- Proposal TemplateDocumento15 páginasProposal TemplatepowenjeAinda não há avaliações
- Submonolayer Deposition On Glassy Carbon Electrode For Anodic Stripping Voltammetry An Ultra Sensitive Method For Antimony in Tap Water 2015 Sensors ADocumento7 páginasSubmonolayer Deposition On Glassy Carbon Electrode For Anodic Stripping Voltammetry An Ultra Sensitive Method For Antimony in Tap Water 2015 Sensors AHammadiAinda não há avaliações
- SM1Documento15 páginasSM1HammadiAinda não há avaliações
- Electrochemical Biosensors: Modern and Future Approaches To Medical DiagnosticsDocumento34 páginasElectrochemical Biosensors: Modern and Future Approaches To Medical DiagnosticsHammadiAinda não há avaliações
- Engineering Drawing LanguageDocumento119 páginasEngineering Drawing LanguageHammadiAinda não há avaliações
- Mechanics of Deformable Bodies PDFDocumento27 páginasMechanics of Deformable Bodies PDFEmmanuel Del Rosario82% (11)
- Connections Loaded in Shear and TensionDocumento13 páginasConnections Loaded in Shear and TensionHammadiAinda não há avaliações
- Mechanical Properties of MetalsDocumento30 páginasMechanical Properties of MetalsNguyễn Khánh TùngAinda não há avaliações
- Gambar Bevel GearsDocumento7 páginasGambar Bevel GearsakakAinda não há avaliações
- Type ChartDocumento4 páginasType Chartمحمد فطري فيك نظامAinda não há avaliações
- Chapter Outline: Failure Fracture: How Do Materials Break?Documento9 páginasChapter Outline: Failure Fracture: How Do Materials Break?Anonymous T02GVGzBAinda não há avaliações
- Drawing ArabicDocumento111 páginasDrawing ArabicHammadiAinda não há avaliações
- Materials Selection For Mechanical Design IDocumento44 páginasMaterials Selection For Mechanical Design IHammadiAinda não há avaliações
- 3 Introduction To Engineering DrawingDocumento14 páginas3 Introduction To Engineering DrawinginboxsweetsAinda não há avaliações
- DocumentDocumento2 páginasDocumentHammadiAinda não há avaliações
- Materials Selection For Mechanical Design IDocumento44 páginasMaterials Selection For Mechanical Design IHammadiAinda não há avaliações
- Chapter 6Documento27 páginasChapter 6Saraswat31Ainda não há avaliações
- Lecture 32Documento13 páginasLecture 32HammadiAinda não há avaliações
- Mechanical Properties of MetalsDocumento30 páginasMechanical Properties of MetalsNguyễn Khánh TùngAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- English Qualification TestDocumento5 páginasEnglish Qualification TestMoh FaisolAinda não há avaliações
- Material Safety Data Sheet - MSDS: Section 1. Chemical Product and Company IdentificationDocumento5 páginasMaterial Safety Data Sheet - MSDS: Section 1. Chemical Product and Company IdentificationPubcrawlAinda não há avaliações
- Capacity and Safety Analysis of Hard Shoulder Running HSR A Motorway Case Study 2016 Transportation Research Part A Policy and PracticeDocumento22 páginasCapacity and Safety Analysis of Hard Shoulder Running HSR A Motorway Case Study 2016 Transportation Research Part A Policy and PracticeZen ZeeAinda não há avaliações
- Type 2 Diabetes MellitusDocumento6 páginasType 2 Diabetes MellitusJoy NisoladaAinda não há avaliações
- Hydraulic Power Steering System Design PDFDocumento16 páginasHydraulic Power Steering System Design PDFAdrianBirsan100% (1)
- Ebook Scientific InstrumentsDocumento9 páginasEbook Scientific InstrumentsPavans LuckyAinda não há avaliações
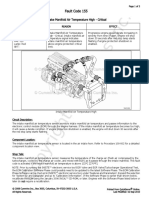
- Fault Code 155: Intake Manifold Air Temperature High - CriticalDocumento3 páginasFault Code 155: Intake Manifold Air Temperature High - Criticalhamilton miranda100% (1)
- Practice: Circles and ArcsDocumento2 páginasPractice: Circles and ArcsTIANA ARILEAinda não há avaliações
- Service Manual: EQ1030T47D-820 Light Commercial TruckDocumento175 páginasService Manual: EQ1030T47D-820 Light Commercial TruckYonny ColqueAinda não há avaliações
- Chemical reactions and structuresDocumento22 páginasChemical reactions and structuresStormy StudiosAinda não há avaliações
- Series: Mechanical Style Pressure SwitchDocumento15 páginasSeries: Mechanical Style Pressure SwitchPhúc Phan TiếnAinda não há avaliações
- LutensolxpDocumento11 páginasLutensolxppkh29Ainda não há avaliações
- Oil Safety Data SheetDocumento19 páginasOil Safety Data Sheetemailsepamku gorgomAinda não há avaliações
- Civil Engineering Subjects (1st - 5th Year) - 1Documento5 páginasCivil Engineering Subjects (1st - 5th Year) - 1Vincent TayagAinda não há avaliações
- 7H17-28 Clearances and Wear Limits PDFDocumento3 páginas7H17-28 Clearances and Wear Limits PDFDimitris K100% (1)
- Journal of Alloys and Compounds: Wei Li, Zhijun Xu, Ruiqing Chu, Peng Fu, Guozhong ZangDocumento4 páginasJournal of Alloys and Compounds: Wei Li, Zhijun Xu, Ruiqing Chu, Peng Fu, Guozhong ZangSamah SamahAinda não há avaliações
- Procedure - AC Circuits and Signal Modulation - W20Documento6 páginasProcedure - AC Circuits and Signal Modulation - W20ChocoAinda não há avaliações
- Parameters Governing Predicted and Actual RQD Estimation - FINAL - PUBLISHED - VERSIONDocumento14 páginasParameters Governing Predicted and Actual RQD Estimation - FINAL - PUBLISHED - VERSIONKristian Murfitt100% (1)
- 3.1 The Truth About Air TravelDocumento14 páginas3.1 The Truth About Air TravelСвітлана Свирид0% (1)
- Borneo SporenburgDocumento2 páginasBorneo SporenburgDorin TecuceanuAinda não há avaliações
- Mar For M: I MMQ SeriesDocumento28 páginasMar For M: I MMQ SeriesIpal Febri NartaAinda não há avaliações
- Australian 9 Grade Physics Lesson 1Documento32 páginasAustralian 9 Grade Physics Lesson 1binoyrajcrAinda não há avaliações
- Mathematics: Minimum Level Learning MaterialDocumento60 páginasMathematics: Minimum Level Learning MaterialTusar SardarAinda não há avaliações
- Why Check Valves SlamDocumento2 páginasWhy Check Valves SlamBramJanssen76Ainda não há avaliações
- SI44M 60H 80H-DeN1730-V12web DownloadedDocumento4 páginasSI44M 60H 80H-DeN1730-V12web DownloadedtauraimukumbaAinda não há avaliações
- SB632B Connecting Rod IdentificationDocumento20 páginasSB632B Connecting Rod IdentificationLuisCheukoCheuquianAinda não há avaliações
- 100kw TSP Agenitor-404b Biogas 60-hz 480v En-827879Documento9 páginas100kw TSP Agenitor-404b Biogas 60-hz 480v En-827879Julian BarreraAinda não há avaliações
- 1 SM PDFDocumento14 páginas1 SM PDFSiti HamsyiahAinda não há avaliações
- Chapter 5 Coordinate GeometryDocumento33 páginasChapter 5 Coordinate GeometryKalAinda não há avaliações
- Rotary Gear Pump Manufacturers in India, Pulp Valve Manufacturers IndiaDocumento3 páginasRotary Gear Pump Manufacturers in India, Pulp Valve Manufacturers IndiaKirit IndustriesAinda não há avaliações