Você também pode gostar
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5795)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Filtration ControlDocumento8 páginasFiltration ControlapsekarAinda não há avaliações
- Safety ValvesDocumento12 páginasSafety ValvesMuhammad Ahmed KhanAinda não há avaliações
- Pipe Stress Analysis Case Study - Pump Discharge - Piping Technology & Products, IncDocumento10 páginasPipe Stress Analysis Case Study - Pump Discharge - Piping Technology & Products, Inckaliya12100% (1)
- AEE 211-Hw01-2023-2-Rev 1Documento6 páginasAEE 211-Hw01-2023-2-Rev 1AlexanderAinda não há avaliações
- Concentric Tube Exchanger (LAB MANUAL)Documento18 páginasConcentric Tube Exchanger (LAB MANUAL)Atif MehfoozAinda não há avaliações
- Question Paper Code:: Nitro PDF Software 100 Portable Document Lane WonderlandDocumento3 páginasQuestion Paper Code:: Nitro PDF Software 100 Portable Document Lane WonderlandBIBIN CHIDAMBARANATHANAinda não há avaliações
- Abu Zaid1996Documento12 páginasAbu Zaid1996Prantik DasAinda não há avaliações
- P&I Diagram Ri-Fliessbild: MWM Beijing / Voith Paper 1329360 Tem Evo, Akr / Nox 500 T 4513Documento1 páginaP&I Diagram Ri-Fliessbild: MWM Beijing / Voith Paper 1329360 Tem Evo, Akr / Nox 500 T 4513周庆卓Ainda não há avaliações
- Bucky Leverett SolutionDocumento6 páginasBucky Leverett SolutionSaddy KhanAinda não há avaliações
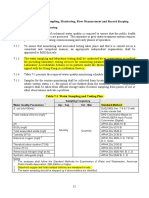
- Standard Methods For Examination of WaterDocumento2 páginasStandard Methods For Examination of Wateryiu winghungAinda não há avaliações
- Drip Irrigation ManualDocumento13 páginasDrip Irrigation ManualNimco CadayAinda não há avaliações
- Detailed Protocol For The Screening and Selection of Gas Storage ReservoirsDocumento12 páginasDetailed Protocol For The Screening and Selection of Gas Storage ReservoirsMohamed GhallabAinda não há avaliações
- UntitledDocumento41 páginasUntitledSushant Kumar JhaAinda não há avaliações
- Flight Vehicle Aerodynamics-ErrataDocumento2 páginasFlight Vehicle Aerodynamics-Errataalawi747594Ainda não há avaliações
- Oilgear Type "PVG" Pumps 150 (SERIES A1) Service InstructionsDocumento28 páginasOilgear Type "PVG" Pumps 150 (SERIES A1) Service InstructionsAngel Mendoza RodríguezAinda não há avaliações
- Catalog Singer Valve 106 - 206 RPSDocumento4 páginasCatalog Singer Valve 106 - 206 RPSdayat marzukiAinda não há avaliações
- Design Checklist PLDocumento3 páginasDesign Checklist PLSiva KumarAinda não há avaliações
- TurbimachinesDocumento2 páginasTurbimachinesArun BeniwalAinda não há avaliações
- 2168 - Jominy End Quench TestDocumento6 páginas2168 - Jominy End Quench TestNikhil Satbhai100% (1)
- Hydrodemethlyation of Toluene PDFDocumento1 páginaHydrodemethlyation of Toluene PDFAA0809Ainda não há avaliações
- Equivalents of Carbon Steel QualitiesDocumento11 páginasEquivalents of Carbon Steel QualitiesOscar CruzAinda não há avaliações
- 7.1 Brief Introduction To Valves: 5Xeehu6Hdohg Dwh9DoyhDocumento7 páginas7.1 Brief Introduction To Valves: 5Xeehu6Hdohg Dwh9Doyhttplan800Ainda não há avaliações
- Jos e ManualDocumento29 páginasJos e ManualbonifaceAinda não há avaliações
- Basic Mechanical EngineeringDocumento4 páginasBasic Mechanical Engineeringalex mcraeAinda não há avaliações
- 08 - 2 (Hydraulic Fracturing-Proppants)Documento23 páginas08 - 2 (Hydraulic Fracturing-Proppants)Fanata YudhaAinda não há avaliações
- Catalog ClintDocumento217 páginasCatalog ClintmelodyAinda não há avaliações
- Fire Pump Checklist: Monthly InspectionDocumento2 páginasFire Pump Checklist: Monthly InspectionYe tun KyawAinda não há avaliações
- Distillation Calculation FormulasDocumento21 páginasDistillation Calculation FormulasVaibhav Mishra100% (2)
- Sand Control FluidsDocumento110 páginasSand Control FluidsRichard Manguta100% (1)