Você também pode gostar
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSANo EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAinda não há avaliações
- Proceso de Refinacion Del CobreDocumento26 páginasProceso de Refinacion Del Cobremau_fumarolo5337Ainda não há avaliações
- Lab 4 Lixiviacion de CuDocumento8 páginasLab 4 Lixiviacion de CuAna Luisa Garnica SalgadoAinda não há avaliações
- Análisis de Oro y Plata en Minerales Concentrados Modo OperatorioDocumento2 páginasAnálisis de Oro y Plata en Minerales Concentrados Modo OperatorionelfoAinda não há avaliações
- Fundiciones Dore PDFDocumento4 páginasFundiciones Dore PDFfrancisca gonzalez100% (1)
- Corrosión Del HierroDocumento7 páginasCorrosión Del HierroSamuel Fernando DelgadoAinda não há avaliações
- Circona y SialonesDocumento25 páginasCircona y SialonesLidio Omar Villena CorahuaAinda não há avaliações
- REDUCCION CARBOTERMICA DE PbODocumento3 páginasREDUCCION CARBOTERMICA DE PbOrosaliaAinda não há avaliações
- Determinacion de Cu Por Volume Tri A RedoxDocumento7 páginasDeterminacion de Cu Por Volume Tri A RedoxRodrigo Fuentes ValladaresAinda não há avaliações
- Ácido Sulfúrico Y Propiedades Fisicas y QuimicasDocumento14 páginasÁcido Sulfúrico Y Propiedades Fisicas y QuimicasRonal Vásquez BautistaAinda não há avaliações
- 2 Seminario Proceso MitsubishiDocumento10 páginas2 Seminario Proceso MitsubishiBart Friender0% (1)
- LIXIVIACIONDocumento12 páginasLIXIVIACIONemersonmonzonAinda não há avaliações
- Informe de VolatilizacionDocumento2 páginasInforme de VolatilizacionMamani WilliamAinda não há avaliações
- Pirometalurgia Del HierroDocumento6 páginasPirometalurgia Del HierroMarcelo SepulvedaAinda não há avaliações
- PFC P 51Documento276 páginasPFC P 51Arturo PalaciosAinda não há avaliações
- Quimica y Cinetica de La TostacionDocumento5 páginasQuimica y Cinetica de La TostacionSheila Allende Aguilar100% (1)
- CORROSIÓNDocumento19 páginasCORROSIÓNLourdes MartinezAinda não há avaliações
- Electrorrefinacion y Electrodeposicion Del Oro2Documento21 páginasElectrorrefinacion y Electrodeposicion Del Oro2alex sandersAinda não há avaliações
- Proceso JarositaDocumento2 páginasProceso JarositaalbertAinda não há avaliações
- Informe Semana7 Cementación CuDocumento18 páginasInforme Semana7 Cementación CuJairo Bazan chavezAinda não há avaliações
- Laboratorio de ReduccionDocumento19 páginasLaboratorio de ReduccionKheyla ValdiviaAinda não há avaliações
- Lab#6 Met-3322 Villca Lopez Jose MauricioDocumento9 páginasLab#6 Met-3322 Villca Lopez Jose MauricioJose Mauricio Villca LopezAinda não há avaliações
- MetalotermiaDocumento13 páginasMetalotermiaCarlosAinda não há avaliações
- Guia de Laboratorio de AmalgamacionDocumento3 páginasGuia de Laboratorio de AmalgamacionAnonymous mrPC08u100% (1)
- BBBBBBBBBBBBBBDocumento75 páginasBBBBBBBBBBBBBBJordan anthonyAinda não há avaliações
- Metalurgia 2 Capitulo VI 2019Documento30 páginasMetalurgia 2 Capitulo VI 2019Helena Vilchez ValdiviaAinda não há avaliações
- Conversión de La Mata de Cobre FinalDocumento13 páginasConversión de La Mata de Cobre FinalJoaqƱin Gallardo Morales0% (1)
- Precipitacion de AntimonioDocumento11 páginasPrecipitacion de AntimonioEleana Marisol Surco QuispeAinda não há avaliações
- Seminario Resina - SXDocumento28 páginasSeminario Resina - SXPablo FernandezAinda não há avaliações
- 1 Tecsup Termodinamica de La Cianuracion 777777Documento36 páginas1 Tecsup Termodinamica de La Cianuracion 777777Gianfranco Ampuero VillavicencioAinda não há avaliações
- Fundamentos de La CorrosionDocumento55 páginasFundamentos de La Corrosioncristian omanaAinda não há avaliações
- Proceso de Refinacion de Bullion de OroDocumento4 páginasProceso de Refinacion de Bullion de OroAlexander Alva NamocAinda não há avaliações
- Precipitacion Con ZincDocumento2 páginasPrecipitacion Con ZincOrlando RB100% (1)
- Diversos Tipos de LixiviaciónDocumento8 páginasDiversos Tipos de LixiviaciónErickYairCruzBetanzosAinda não há avaliações
- 2exm Pirometalurgia Del CobreDocumento58 páginas2exm Pirometalurgia Del CobreRoyerAngel100% (1)
- Doe Run PeruDocumento10 páginasDoe Run PerudanielAinda não há avaliações
- Retortas - JesusDocumento34 páginasRetortas - JesusJesusGlennMaldonadoLlacsahuangaAinda não há avaliações
- Proceso de RefinacionDocumento17 páginasProceso de RefinacionIsai SánchezAinda não há avaliações
- Fabricacion de Aleaciones Binarias PB - SBDocumento10 páginasFabricacion de Aleaciones Binarias PB - SBMiguel Arguz100% (1)
- Laboratorio de Lixivicion DinamicaDocumento21 páginasLaboratorio de Lixivicion DinamicaAlguienAinda não há avaliações
- Aplicaciones Del NiqueladoDocumento4 páginasAplicaciones Del NiqueladoHansAinda não há avaliações
- Cementacion de Cobre-CrisDocumento6 páginasCementacion de Cobre-CrisALEXANDER NAZARIO ACEVEDO SINCHEAinda não há avaliações
- Sulfato de CobreDocumento6 páginasSulfato de CobreChristianYapuAinda não há avaliações
- Hidrometalurgia Del ZincDocumento11 páginasHidrometalurgia Del ZincNoelia Yance AmbrosioAinda não há avaliações
- C PirometalurgiaDocumento6 páginasC Pirometalurgiaalexandra bendezu quicaAinda não há avaliações
- Electro-Obtención en Soluciones Acuosas PDFDocumento7 páginasElectro-Obtención en Soluciones Acuosas PDFMiguel Angel Madera RicardoAinda não há avaliações
- Guia Balance SiderurgiaDocumento4 páginasGuia Balance Siderurgianicol san martinAinda não há avaliações
- Lixiviacion de Calcina de Zinc (Edwin Porroa Sivana)Documento18 páginasLixiviacion de Calcina de Zinc (Edwin Porroa Sivana)EdwinPorroaSivana50% (2)
- Grupo 1 Informe de Cobreado AlcalinoDocumento9 páginasGrupo 1 Informe de Cobreado AlcalinoAngel Eduardo VillónAinda não há avaliações
- GUÍA DE PRÁCTICA N°10 - Cinética Metalúrgica - Proceso de Cementacion de Cobre.Documento15 páginasGUÍA DE PRÁCTICA N°10 - Cinética Metalúrgica - Proceso de Cementacion de Cobre.MICHAEL RICHARD SURI CONZAAinda não há avaliações
- Semana 4 - Termodinamica de La TostacionDocumento14 páginasSemana 4 - Termodinamica de La TostacionJorge Mendóza VargasAinda não há avaliações
- 1RA TABL A 1 A 23 Fisicoquimica PDFDocumento23 páginas1RA TABL A 1 A 23 Fisicoquimica PDFBryhan O. Enriquez TorresAinda não há avaliações
- BALANCE METALURGICO 3 - 4 ProductosDocumento10 páginasBALANCE METALURGICO 3 - 4 ProductosLENIN GAMARRAAinda não há avaliações
- Práctica de Laboratorio 1Documento18 páginasPráctica de Laboratorio 1Anthony Rafael QuirozAinda não há avaliações
- Práctica 6Documento4 páginasPráctica 6DlanorAinda não há avaliações
- Cuál Es El Objetivo de La Purificación Del Electrolito en La Electro Refinación Del CobreDocumento2 páginasCuál Es El Objetivo de La Purificación Del Electrolito en La Electro Refinación Del CobreA Crispin AnibalAinda não há avaliações
- Decapado PicklingDocumento2 páginasDecapado PicklingNando RiveAinda não há avaliações
- Laminacion y DecapadoDocumento6 páginasLaminacion y Decapadorafael venegasAinda não há avaliações
- Problemas de Corrosión en Las Plantas QuímicasDocumento10 páginasProblemas de Corrosión en Las Plantas QuímicasDavid Benjamín Romero AlmeidaAinda não há avaliações
- Diapos 11 Corrosion FinalDocumento23 páginasDiapos 11 Corrosion FinalSumiko HinostrozaAinda não há avaliações
- Ingeniería Química y CorrosiónDocumento15 páginasIngeniería Química y CorrosiónSumiko HinostrozaAinda não há avaliações
- Proyecto Gota A GotaDocumento12 páginasProyecto Gota A GotaAlex Quispe AllpasAinda não há avaliações
- Modelo de Informe Evaluacion PsicosocialDocumento9 páginasModelo de Informe Evaluacion PsicosocialSumiko HinostrozaAinda não há avaliações
- Tiempo EscurrimientoDocumento28 páginasTiempo EscurrimientoSumiko HinostrozaAinda não há avaliações
- Modelodeinforme VibracionDocumento9 páginasModelodeinforme VibracionJorge DanielAinda não há avaliações
- Exam Verano 2002-0Documento2 páginasExam Verano 2002-0Sumiko HinostrozaAinda não há avaliações
- Administración de La ProduccionDocumento17 páginasAdministración de La ProduccionSumiko HinostrozaAinda não há avaliações
- Variación de La Solubilidad Con La TemperaturaDocumento30 páginasVariación de La Solubilidad Con La TemperaturaSumiko Hinostroza100% (1)
- Problemas EspesadoresDocumento16 páginasProblemas EspesadoresSumiko Hinostroza100% (1)
- EIA ExpoDocumento4 páginasEIA ExpoSumiko HinostrozaAinda não há avaliações
- El Proyecto Minero Tía MaríaDocumento2 páginasEl Proyecto Minero Tía MaríaSumiko HinostrozaAinda não há avaliações
- Analisis Economico Final Brazil ItaliaDocumento13 páginasAnalisis Economico Final Brazil ItaliaSumiko HinostrozaAinda não há avaliações
- Administracion de La ProduccionDocumento19 páginasAdministracion de La ProduccionSumiko HinostrozaAinda não há avaliações
- EIA PapeleraDocumento11 páginasEIA PapeleraSumiko HinostrozaAinda não há avaliações
- CatalisisDocumento24 páginasCatalisisSumiko HinostrozaAinda não há avaliações
- K EquilibrioDocumento6 páginasK EquilibrioSumiko HinostrozaAinda não há avaliações
- Informe N°1 Quimica InorganicaDocumento16 páginasInforme N°1 Quimica InorganicaSumiko HinostrozaAinda não há avaliações
- ElectroquimicaDocumento22 páginasElectroquimicaSumiko Hinostroza100% (1)
- Informe N - 9 Quimica OrganicaDocumento12 páginasInforme N - 9 Quimica OrganicaSumiko HinostrozaAinda não há avaliações
- Refractometria Fiqi1Documento26 páginasRefractometria Fiqi1Sumiko HinostrozaAinda não há avaliações
- 1er Trabajo NectaresDocumento28 páginas1er Trabajo NectaresSumiko HinostrozaAinda não há avaliações
- Informe N - 2 Quimica OrganicaDocumento10 páginasInforme N - 2 Quimica OrganicaSumiko HinostrozaAinda não há avaliações
- LEY de LOS RendimientosDocumento20 páginasLEY de LOS RendimientosSumiko HinostrozaAinda não há avaliações
- LEY de LOS RendimientosDocumento20 páginasLEY de LOS RendimientosSumiko HinostrozaAinda não há avaliações
- Informe N - 1 Quimica OrganicaDocumento21 páginasInforme N - 1 Quimica OrganicaSumiko HinostrozaAinda não há avaliações
- Sulfuro de HidrógenoDocumento15 páginasSulfuro de HidrógenoAnonymous 9IwTTjHzAinda não há avaliações
- 1 Equilibrio Quimico PDFDocumento19 páginas1 Equilibrio Quimico PDFMartHa EnríQueZAinda não há avaliações
- Catalogo PanelReyDocumento9 páginasCatalogo PanelReyJohanna S. HernándezAinda não há avaliações
- Trabajo QuimicaDocumento2 páginasTrabajo QuimicaFabrizio ZevallosAinda não há avaliações
- Informe Sobre Metalografía de Aceros 1045Documento21 páginasInforme Sobre Metalografía de Aceros 1045José Antonio G'r0% (3)
- Pentex SpanishDocumento2 páginasPentex SpanishErly Yahuana BerrúAinda não há avaliações
- Arancel Aduanero Seccion VII Capitulos 39 Al 40Documento13 páginasArancel Aduanero Seccion VII Capitulos 39 Al 40canito730% (1)
- Villa Inostroza Luis Jorge PDFDocumento94 páginasVilla Inostroza Luis Jorge PDFMartín QuinaAinda não há avaliações
- Propiedades Físicas y Químicas de La Atmósfera PDFDocumento4 páginasPropiedades Físicas y Químicas de La Atmósfera PDFSantiago CorreaAinda não há avaliações
- MINAM Registro EO-RS Autorizadas - Actualizada 02-08-2023Documento64 páginasMINAM Registro EO-RS Autorizadas - Actualizada 02-08-2023Ronie Armando Valenzuela LeandroAinda não há avaliações
- Solucion Quimica 3Documento3 páginasSolucion Quimica 3Rodrigo RamirezAinda não há avaliações
- Prevención y Eliminación de Manchas Blancas Por Almacenamiento en Húmedo de Productos GalvanizadosDocumento8 páginasPrevención y Eliminación de Manchas Blancas Por Almacenamiento en Húmedo de Productos GalvanizadosJASL16Ainda não há avaliações
- Miguel Ramirez Marcos Fortificantes PowerpointDocumento17 páginasMiguel Ramirez Marcos Fortificantes PowerpointMiguel AlejandroAinda não há avaliações
- Curso API 571 (Español)Documento40 páginasCurso API 571 (Español)Chava Zamora95% (20)
- 05 Cancha de Grass SinteticoDocumento28 páginas05 Cancha de Grass Sinteticodavid fernandezAinda não há avaliações
- 6º Clase - SulfurosDocumento49 páginas6º Clase - SulfurosKarla Reyna PelaezAinda não há avaliações
- MSDS Barniz UvDocumento5 páginasMSDS Barniz UvLinGraf Ag.TrujilloAinda não há avaliações
- (Corregido) Proyecto - Inorganica.......Documento11 páginas(Corregido) Proyecto - Inorganica.......Alex LimachiAinda não há avaliações
- Presentacion Investigacion1Documento10 páginasPresentacion Investigacion1boris GuarcasAinda não há avaliações
- EETT Sistema Puesta A Tierra en Acero InoxidableDocumento30 páginasEETT Sistema Puesta A Tierra en Acero InoxidablesimecltdaAinda não há avaliações
- ET1105 Fibra Spam 200 Metros AdssDocumento7 páginasET1105 Fibra Spam 200 Metros AdssFernando Aquino BerriosAinda não há avaliações
- Ventiladores Axiales EVV PDFDocumento19 páginasVentiladores Axiales EVV PDFYury Daniel Vielma BalzaAinda não há avaliações
- Farmacotecnia CuestionarioDocumento5 páginasFarmacotecnia CuestionarioNeila Mena100% (1)
- Articulo de Inv - en Portugues Hipolito CordovaDocumento7 páginasArticulo de Inv - en Portugues Hipolito Cordovabeatriz arhuata silvaAinda não há avaliações
- Trata CondestableDocumento10 páginasTrata CondestableANDRE YORDY ROJAS HUAMANAinda não há avaliações
- Reglas para Planos en Acero SoldadurasDocumento30 páginasReglas para Planos en Acero SoldadurasCarlos LopezAinda não há avaliações
- NCh0425-71 Agua Det. AsDocumento11 páginasNCh0425-71 Agua Det. AsMarito HuillyAinda não há avaliações
- Potencial ElectrocinéticoDocumento3 páginasPotencial ElectrocinéticoJessica Valentina Zarama BuriticaAinda não há avaliações
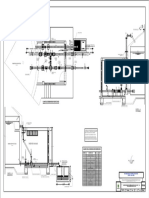
- RESERVORIO 100 m3 - Instalaciones Caseta-Layout1Documento1 páginaRESERVORIO 100 m3 - Instalaciones Caseta-Layout1BrandonFloresAinda não há avaliações
- INFORME #06 LiquidacionDocumento7 páginasINFORME #06 LiquidacionDavid Rodriguez HilarioAinda não há avaliações