Você também pode gostar
- Como Evaluar Defectos en Soldadura, Tuberias Longitudinal y Circunferencial.Documento34 páginasComo Evaluar Defectos en Soldadura, Tuberias Longitudinal y Circunferencial.luis100% (1)
- ¿Sabes Cuál Es La Diferencia Entre Un Código, Un Estándar Una Práctica Recomendada y Una Publicación?Documento4 páginas¿Sabes Cuál Es La Diferencia Entre Un Código, Un Estándar Una Práctica Recomendada y Una Publicación?Mantenimiento En Latinoamerica100% (1)
- Calificación de Soldadores API 1104Documento10 páginasCalificación de Soldadores API 1104abraham.rodriguez.cwi246Ainda não há avaliações
- Examen SoldaduraDocumento5 páginasExamen Soldaduracateerpillar100% (1)
- Curso Código Asme b31.4Documento1 páginaCurso Código Asme b31.4César Augusto Quiroga Montenegro100% (1)
- Interpretacion de La Norma API 1104.Documento147 páginasInterpretacion de La Norma API 1104.Yojhan CorahuaAinda não há avaliações
- Eval 01 Inspector de Soldadura PDFDocumento5 páginasEval 01 Inspector de Soldadura PDFJorge BeltranAinda não há avaliações
- Imperfecciones en Soldadura Tipos de DiscontinuidadesDocumento3 páginasImperfecciones en Soldadura Tipos de Discontinuidadeswgomez_175543Ainda não há avaliações
- Presentación AWS D1.1 Curso 2018Documento73 páginasPresentación AWS D1.1 Curso 2018darwin PotosiAinda não há avaliações
- Preguntas de Nivel I Cwi Sin RespuestasDocumento20 páginasPreguntas de Nivel I Cwi Sin RespuestasNatt SalazarAinda não há avaliações
- Soldadura-Calificación de Los Procesos PDFDocumento135 páginasSoldadura-Calificación de Los Procesos PDFMauricio Carestia100% (1)
- El Inspector de Soldadura y Sus ResponsabilidadesDocumento13 páginasEl Inspector de Soldadura y Sus Responsabilidadescln100% (1)
- Catalogo de GalgasDocumento8 páginasCatalogo de GalgasAsdrúbal DelgadoAinda não há avaliações
- Resumen Listado WPSDocumento15 páginasResumen Listado WPScaterpillardosAinda não há avaliações
- Procedimiento - Inspeccion - Visual - de - Solda (Autoguardado)Documento11 páginasProcedimiento - Inspeccion - Visual - de - Solda (Autoguardado)Maldonado DarioAinda não há avaliações
- Evaluacion de Defectos Geometricos en Gasoductos02-Ip-Es-I-004 PDFDocumento23 páginasEvaluacion de Defectos Geometricos en Gasoductos02-Ip-Es-I-004 PDFrcdl2949Ainda não há avaliações
- Modulo 2 - API 1104 Calif de SoldadoresDocumento32 páginasModulo 2 - API 1104 Calif de SoldadoresjeliachAinda não há avaliações
- Ejercicios 19 API 1104Documento18 páginasEjercicios 19 API 1104RjvPoquiAinda não há avaliações
- CODIGOS ASME API AWS 525fa1be8e6fa48Documento106 páginasCODIGOS ASME API AWS 525fa1be8e6fa48Elizabeth Duarte100% (1)
- Foro de Discusión 4 - UnlockedDocumento2 páginasForo de Discusión 4 - UnlockedPaul Yossimar0% (1)
- Norma 1104Documento26 páginasNorma 1104Alejo RansAinda não há avaliações
- Camisas Oleoductos RotosDocumento16 páginasCamisas Oleoductos RotosVictor Hugo Bustos BeltranAinda não há avaliações
- Api 1104Documento45 páginasApi 1104Abel Valderrama Perez100% (1)
- Defectos SoldaduraDocumento28 páginasDefectos SoldaduraMarlon Humberto Navarro Altamar100% (2)
- Cuerpo de Conocimiento TraducidoDocumento3 páginasCuerpo de Conocimiento TraducidoErick AsefaAinda não há avaliações
- Descripcion de Las NormasDocumento8 páginasDescripcion de Las NormasAlex Dela CruzAinda não há avaliações
- Api 1104Documento46 páginasApi 1104ramefAinda não há avaliações
- 8.1 - Análisis Riesgos Del Inspector de SoldDocumento6 páginas8.1 - Análisis Riesgos Del Inspector de SoldLionel FrancoAinda não há avaliações
- Módulo 10: Inspección Visual Y End Módulo 10: Inspección Visual Y EndDocumento8 páginasMódulo 10: Inspección Visual Y End Módulo 10: Inspección Visual Y Endedinson castrilloAinda não há avaliações
- Examen API 1104Documento5 páginasExamen API 1104Felix Humberto100% (3)
- 14to Programa Cwi - TalaraDocumento7 páginas14to Programa Cwi - Talaraalefeli26Ainda não há avaliações
- Teoría API 1104 - IAS - Cont. Doc. (II-Apéndice B) - Año 2012Documento14 páginasTeoría API 1104 - IAS - Cont. Doc. (II-Apéndice B) - Año 2012Mario Molina100% (1)
- Visual InspectionDocumento293 páginasVisual Inspectionhenry091289Ainda não há avaliações
- Msud MSTD-404 Manual 001 PDFDocumento183 páginasMsud MSTD-404 Manual 001 PDFJhonatan Paolo Sosa PauliniAinda não há avaliações
- NTC 2253 Electrodos Revestidos para Soldadura de Aceros de Baja Aleación PDFDocumento78 páginasNTC 2253 Electrodos Revestidos para Soldadura de Aceros de Baja Aleación PDFjavoidea6965260% (1)
- PQR Aws #03Documento2 páginasPQR Aws #03AngelTinocoAinda não há avaliações
- Wps BlancoDocumento2 páginasWps BlancoChristian GramAinda não há avaliações
- SESION #6 Rev 2011 - TEDUCDocumento81 páginasSESION #6 Rev 2011 - TEDUCsolrac4371100% (1)
- Calibradores de Soldadura PDFDocumento4 páginasCalibradores de Soldadura PDFMiguel RoldanAinda não há avaliações
- ACP - Soldadura de Fitting para Hot Taps en La Industria Del GasDocumento38 páginasACP - Soldadura de Fitting para Hot Taps en La Industria Del GasElmar CuellarAinda não há avaliações
- Pruebas No Destructivas y Criterios de Aceptacion - API 1104 PDFDocumento43 páginasPruebas No Destructivas y Criterios de Aceptacion - API 1104 PDFlast1973Ainda não há avaliações
- Practice Test Aws Api 1104 2001.en - EsDocumento9 páginasPractice Test Aws Api 1104 2001.en - EsrodolfoAinda não há avaliações
- Programa de Estudio Del CWIDocumento2 páginasPrograma de Estudio Del CWIGary Oporto cabasAinda não há avaliações
- API 1104 CAP. 5 Calificación de ProcedimientoDocumento50 páginasAPI 1104 CAP. 5 Calificación de ProcedimientoCarlos Antonio Jimenez Morales100% (1)
- Datos Examen CWIDocumento3 páginasDatos Examen CWIlavm0041100% (2)
- Wpq-Mixto-2018-006 Erick Choque Aws d1.1Documento1 páginaWpq-Mixto-2018-006 Erick Choque Aws d1.1GerardoYanezAinda não há avaliações
- Sustento de Tubería Con Especificación PSL 1Documento12 páginasSustento de Tubería Con Especificación PSL 1Falcon JoeAinda não há avaliações
- TMI WPQ 002 W002 GMAW 2G ASME - Sec - IX (Rev1) PDFDocumento2 páginasTMI WPQ 002 W002 GMAW 2G ASME - Sec - IX (Rev1) PDFsgavilanrequejoAinda não há avaliações
- Swe-Plat-Prod-218 Pruebas de Presion A Valvulas (Rev.1)Documento14 páginasSwe-Plat-Prod-218 Pruebas de Presion A Valvulas (Rev.1)dark2072100% (1)
- Api 510Documento14 páginasApi 510AMLO45Ainda não há avaliações
- Tabla de Normas Con Criterios de Aceptacion y AplicacionDocumento3 páginasTabla de Normas Con Criterios de Aceptacion y Aplicacionrcdl2949Ainda não há avaliações
- Certificación Inspector en Soldadura (Cwi) - 2013Documento14 páginasCertificación Inspector en Soldadura (Cwi) - 2013Tomas Zapata100% (2)
- Terminos y Definiciones de Soldadura para El Sector Industrial y NavalDocumento12 páginasTerminos y Definiciones de Soldadura para El Sector Industrial y NavalEdwin A. Juarez MarchenaAinda não há avaliações
- Como Evaluar Defectos en Soldadura Tuberias Longitudinal y CircunferencialDocumento34 páginasComo Evaluar Defectos en Soldadura Tuberias Longitudinal y CircunferencialJavierSeimanAinda não há avaliações
- Cuáles Son Los Fundamentos de La Soldadura Por Arco Con Electrodo Tubular y Qué Aplicaciones Industriales TieneDocumento4 páginasCuáles Son Los Fundamentos de La Soldadura Por Arco Con Electrodo Tubular y Qué Aplicaciones Industriales TieneCristian Quispe0% (1)
- Assessing Weld DefectsDocumento43 páginasAssessing Weld DefectsAmorviss100% (3)
- 6ta Practica de Soldadura 1Documento6 páginas6ta Practica de Soldadura 1Felipe Romario Hilario QuispeAinda não há avaliações
- Soldadura de MantenimientoDocumento26 páginasSoldadura de MantenimientoLuis JaramilloAinda não há avaliações
- Informe 1 Inspeccion de Soldaduras en Tuberias Api 5LDocumento9 páginasInforme 1 Inspeccion de Soldaduras en Tuberias Api 5Lmarco antonioAinda não há avaliações
- Proceso de Soldadura MIGDocumento19 páginasProceso de Soldadura MIGDanny SanchezAinda não há avaliações
- Contrato de Comproventa de Bien FuturoDocumento3 páginasContrato de Comproventa de Bien FuturoJose Leornardo CondoriAinda não há avaliações
- 02-CYPECAD Instalaciones Del Edificio - GuíaDocumento101 páginas02-CYPECAD Instalaciones Del Edificio - GuíaMARACO46Ainda não há avaliações
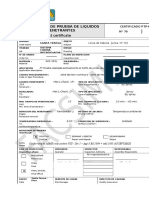
- Protocolo Liquidos PenetrantesDocumento2 páginasProtocolo Liquidos PenetrantesJose Leornardo Condori100% (1)
- Tiempo de Demora en Reparacion de AscensoresDocumento20 páginasTiempo de Demora en Reparacion de AscensoresJose Leornardo CondoriAinda não há avaliações
- Mantenimiento de AscensoresDocumento67 páginasMantenimiento de AscensoresJose Leornardo Condori0% (1)
- DC82501P01 - CRONO - VVVF FE FrenicLift - Manual Configuracion - r1 - EsDocumento24 páginasDC82501P01 - CRONO - VVVF FE FrenicLift - Manual Configuracion - r1 - EsJose Leornardo Condori100% (2)
- Lista de Valores Del Variador Keb ResidenciasDocumento4 páginasLista de Valores Del Variador Keb ResidenciasJose Leornardo CondoriAinda não há avaliações
- Fermator PDFDocumento16 páginasFermator PDFJose Leornardo Condori100% (1)
- Parametros Diseño Control Ascensor de 2 PisosDocumento1 páginaParametros Diseño Control Ascensor de 2 PisosJose Leornardo CondoriAinda não há avaliações
- 332 Cotiz. Electrico Abancay 5p 6personasDocumento7 páginas332 Cotiz. Electrico Abancay 5p 6personasJose Leornardo CondoriAinda não há avaliações
- 1017 32 0004-Spare Parts Manual Eng EspDocumento18 páginas1017 32 0004-Spare Parts Manual Eng EspJose Leornardo CondoriAinda não há avaliações
- 1117 32 0025 Spare Parts Manual Eng EspDocumento10 páginas1117 32 0025 Spare Parts Manual Eng EspJose Leornardo CondoriAinda não há avaliações
- Monografía CompresoresDocumento38 páginasMonografía CompresoresDavid QM0% (1)
- ColoidesDocumento17 páginasColoidesfrancisco alfonso galvanAinda não há avaliações
- Control de Luminosidad Con Pic para Estadio - Docx Proyecto FinalDocumento27 páginasControl de Luminosidad Con Pic para Estadio - Docx Proyecto FinalJonhfry GSAinda não há avaliações
- 07 Aprovechamientos Hidráulicos SuperficialesDocumento21 páginas07 Aprovechamientos Hidráulicos Superficialesluis miguelAinda não há avaliações
- Ahorro Energetico en El Sector PesqueroDocumento28 páginasAhorro Energetico en El Sector PesqueroAgustinCiliaAinda não há avaliações
- Diagramas de Ellingham para CO y CO2Documento5 páginasDiagramas de Ellingham para CO y CO2Jack QuispeAinda não há avaliações
- Portable Ultrasound V12.en - EsDocumento61 páginasPortable Ultrasound V12.en - EsRaFael Loja100% (1)
- Trabajo TermoDocumento4 páginasTrabajo TermoJuanDavid Londoño100% (2)
- Manual Mantenimiento Cyclo en EspañolDocumento22 páginasManual Mantenimiento Cyclo en EspañolJose Eduardo Pailamilla RojasAinda não há avaliações
- IS - 01 PlanoDocumento1 páginaIS - 01 PlanoBHERTY FERNANDEZAinda não há avaliações
- Glosario de Maquinas de Inducción TrifásicasDocumento13 páginasGlosario de Maquinas de Inducción TrifásicasStephen SalinasAinda não há avaliações
- Tesis ULA PDFDocumento58 páginasTesis ULA PDFthosu22Ainda não há avaliações
- Fenómenos de AdhesiónDocumento6 páginasFenómenos de AdhesiónAna GodoyAinda não há avaliações
- Pau Sept12 QuimicaDocumento2 páginasPau Sept12 QuimicalincecitaAinda não há avaliações
- Mecanismo BielaDocumento5 páginasMecanismo BielaPedro Jr FuertesAinda não há avaliações
- Certificado Inspeccion GLPDocumento1 páginaCertificado Inspeccion GLPAbimael GarciaAinda não há avaliações
- Previsión de Cargas en Edificios - ITC 10Documento40 páginasPrevisión de Cargas en Edificios - ITC 10Javier BellostaAinda não há avaliações
- Metodo Owas... 1234567Documento41 páginasMetodo Owas... 1234567Fernando Panta Samillan100% (1)
- Informe DrywallDocumento17 páginasInforme DrywallGesabella Ramos Santos100% (2)
- Movimiento Ondulatorio 2021Documento4 páginasMovimiento Ondulatorio 2021Andres ValenciaAinda não há avaliações
- PropuestahidratadoraDocumento112 páginasPropuestahidratadoratop screenAinda não há avaliações
- Catalogo Weleda 2013Documento96 páginasCatalogo Weleda 2013Jhso TovarAinda não há avaliações
- Proyecto Refrigeracion 1Documento12 páginasProyecto Refrigeracion 1Perico ZambranoAinda não há avaliações
- Reactancia de DispersiónDocumento11 páginasReactancia de DispersiónAlex SalasAinda não há avaliações
- AK54 ExtruderFood 14sDocumento2 páginasAK54 ExtruderFood 14sRicardo CuevaAinda não há avaliações
- Tapa TapeiDocumento3 páginasTapa TapeiHarold EncantoAinda não há avaliações
- GasolinaDocumento9 páginasGasolinajohann roldanAinda não há avaliações
- Electrotecnia Resumen 5Documento5 páginasElectrotecnia Resumen 5Ronny Fernando Martinez RodriguezAinda não há avaliações
- Emerson Valvulas ManualesDocumento10 páginasEmerson Valvulas ManualesEdmundo QuiñonezAinda não há avaliações