Você também pode gostar
- Abramson, Glenda (Ed.) - Oxford Book of Hebrew Short Stories (Oxford, 1996) PDFDocumento424 páginasAbramson, Glenda (Ed.) - Oxford Book of Hebrew Short Stories (Oxford, 1996) PDFptalus100% (2)
- Wonderland Audition PacketDocumento5 páginasWonderland Audition PacketBritt Boyd100% (1)
- HBR CaseDocumento21 páginasHBR Casessvarma09100% (2)
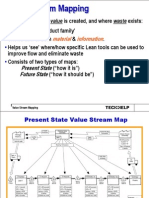
- VSMDocumento22 páginasVSMஅன்பு ஜோயல்Ainda não há avaliações
- Lecture 4: Overview: Principles For Implementing Lean ManufacturingDocumento20 páginasLecture 4: Overview: Principles For Implementing Lean Manufacturingthedjoss2000Ainda não há avaliações
- VSM Assignment 1Documento11 páginasVSM Assignment 1NailaAinda não há avaliações
- KaizenDocumento40 páginasKaizenAshish KulkarniAinda não há avaliações
- Six Sigma Analyse Phase: BITS PilaniDocumento33 páginasSix Sigma Analyse Phase: BITS PilaniFUNTV5100% (1)
- Value Stream Mapping: Dr. Syed Amir IqbalDocumento41 páginasValue Stream Mapping: Dr. Syed Amir IqbalNOSHEEN MEHFOOZ100% (1)
- Becoming LeanDocumento79 páginasBecoming LeanItqan ArchiaAinda não há avaliações
- Lean Production: Week 2: Value Stream MappingDocumento54 páginasLean Production: Week 2: Value Stream MappingQuynh Chau TranAinda não há avaliações
- Presentation - Lean Manufacturing Techniques - Lecture 01Documento30 páginasPresentation - Lean Manufacturing Techniques - Lecture 01Nadun NilupulAinda não há avaliações
- Kaizen EventDocumento22 páginasKaizen EventRibmanAinda não há avaliações
- Lean Manufacturing & VSMDocumento131 páginasLean Manufacturing & VSMRa Balamurugan100% (1)
- Lean Manufacturing and It's Implementation in Automotive IndustryDocumento48 páginasLean Manufacturing and It's Implementation in Automotive IndustryshenoyniteshAinda não há avaliações
- Value Stream Mapping: Submitted By-Aanchal Chawla (DFT-VI)Documento9 páginasValue Stream Mapping: Submitted By-Aanchal Chawla (DFT-VI)Aanchal ChawlaAinda não há avaliações
- Lean ManufacturingDocumento90 páginasLean ManufacturingSasa TesijaAinda não há avaliações
- Vs M PresentationDocumento73 páginasVs M PresentationMaiAinda não há avaliações
- Value Stream Mapping: Bill Paolucci Ipfw March 17, 2009Documento73 páginasValue Stream Mapping: Bill Paolucci Ipfw March 17, 2009AkAinda não há avaliações
- M5 Lean SS T3.18Documento26 páginasM5 Lean SS T3.18Yashoda HewageAinda não há avaliações
- Lean Manufacturing Process: KavaliDocumento11 páginasLean Manufacturing Process: Kavalijuande69Ainda não há avaliações
- A Project ON Lean Manufacturing Prepared BY Kunal Bansal Ty-D ROLL NO: 3204Documento10 páginasA Project ON Lean Manufacturing Prepared BY Kunal Bansal Ty-D ROLL NO: 3204Kunal BansalAinda não há avaliações
- Japanese Quality Standards: Ashutosh Dubey Manish BhandhariDocumento48 páginasJapanese Quality Standards: Ashutosh Dubey Manish Bhandharianand5482100% (3)
- An Introduction To Lean ManufacturingDocumento45 páginasAn Introduction To Lean ManufacturingSid508Ainda não há avaliações
- Lecture2 Various ModelsDocumento40 páginasLecture2 Various ModelsShivangi RuparelAinda não há avaliações
- Value Stream MappingDocumento40 páginasValue Stream MappingAli Raza AnjumAinda não há avaliações
- Lean Construction: We Build TrustDocumento36 páginasLean Construction: We Build TrustVishal BhongaleAinda não há avaliações
- Lean Manufacturing and It's Implementation in Automotive IndustryDocumento48 páginasLean Manufacturing and It's Implementation in Automotive IndustryshenoyniteshAinda não há avaliações
- Lec11 21oct2015Documento73 páginasLec11 21oct2015FelipeAinda não há avaliações
- 08 Lean OperationsDocumento16 páginas08 Lean OperationsAshwin MathewAinda não há avaliações
- Chapter 7 - Process StrategyDocumento56 páginasChapter 7 - Process StrategyVirgo StoreAinda não há avaliações
- VSMDocumento13 páginasVSMnavingaikwad100% (1)
- Quality Engineering: DR Afshan NaseemDocumento37 páginasQuality Engineering: DR Afshan NaseemSania SafdarAinda não há avaliações
- .3 Project Outline: 1.3.1 Study of The Manufacturing ProcessDocumento6 páginas.3 Project Outline: 1.3.1 Study of The Manufacturing ProcessKeyur MahadikAinda não há avaliações
- What Is Lean Manufacturing?Documento33 páginasWhat Is Lean Manufacturing?Kriti SinghAinda não há avaliações
- OPMAN ReportDocumento17 páginasOPMAN ReportGilyn NaputoAinda não há avaliações
- 16 Lean ManufacturingDocumento75 páginas16 Lean ManufacturingSyed Lissan HaiderAinda não há avaliações
- Value Stream MappingDocumento32 páginasValue Stream Mappingnmmribeiro100% (1)
- Lean Manufacturing in Apparel IndustryDocumento27 páginasLean Manufacturing in Apparel IndustryILLANGOVAN SIVANANDAMAinda não há avaliações
- Chapter Two: Quality Control and Quality Assurance in Textile Industry Part - IDocumento49 páginasChapter Two: Quality Control and Quality Assurance in Textile Industry Part - IfekadeAinda não há avaliações
- Why Me Gleen BallardDocumento31 páginasWhy Me Gleen BallardGABRIEL EDUARDO HERNANDEZ LOZANOAinda não há avaliações
- Process Flow AnalysisDocumento17 páginasProcess Flow AnalysisSiti Hawa SamaluddinAinda não há avaliações
- Productivity Improvement: Raden M. ManlambusDocumento25 páginasProductivity Improvement: Raden M. ManlambusJ'Carlo CarpioAinda não há avaliações
- LESSON 5 Process Selection Design and AnalysisDocumento35 páginasLESSON 5 Process Selection Design and AnalysisRhia Shin PasuquinAinda não há avaliações
- Quality Improvement: Submitted By-Sahil VegaDocumento30 páginasQuality Improvement: Submitted By-Sahil VegaSahil GognaAinda não há avaliações
- CH 1 LEAN SS IntroductionDocumento39 páginasCH 1 LEAN SS IntroductionandullaAinda não há avaliações
- Week 06 - Qualitative Process AnalysisDocumento28 páginasWeek 06 - Qualitative Process AnalysisDominikus LinestyoAinda não há avaliações
- Notes On Lean For DummiesDocumento21 páginasNotes On Lean For DummiesKingBilly63Ainda não há avaliações
- How Do We Start To ImproveDocumento4 páginasHow Do We Start To ImprovearthiguruAinda não há avaliações
- 6b Agile (Scrum, Kanban, Scrumban) and Estimation Mathods in ScrumDocumento75 páginas6b Agile (Scrum, Kanban, Scrumban) and Estimation Mathods in ScrumRajesh NegiAinda não há avaliações
- Jan-June 2017 Eng. María Inés Cardona IbarraDocumento32 páginasJan-June 2017 Eng. María Inés Cardona IbarraRuben Lopez RicoAinda não há avaliações
- Supply Chain Management Week 10: SCOR, Lean, and Six Sigma Top 25 Supply Chains: Trends & StrategiesDocumento34 páginasSupply Chain Management Week 10: SCOR, Lean, and Six Sigma Top 25 Supply Chains: Trends & Strategiessyamsu dhuhaAinda não há avaliações
- Chap01 Operation MGMT & StrategyDocumento43 páginasChap01 Operation MGMT & StrategyAlicia NgAinda não há avaliações
- Medical Device and Pharmaceutical: Value Stream Mapping: The Map of Your Journey To Becoming "Lean"Documento4 páginasMedical Device and Pharmaceutical: Value Stream Mapping: The Map of Your Journey To Becoming "Lean"Brendan CrowleyAinda não há avaliações
- 4 Slides Value Stream MappingDocumento13 páginas4 Slides Value Stream MappingRanjan Raj Urs100% (2)
- Lesson 10 - Value Stream MappingDocumento21 páginasLesson 10 - Value Stream MappingHarishAinda não há avaliações
- LAM Lecture 10-12 PDFDocumento37 páginasLAM Lecture 10-12 PDFHayl KhadhamiAinda não há avaliações
- XFVBGDDocumento32 páginasXFVBGDSyed AnsafAinda não há avaliações
- Presentation Slide - SPM - SivaDocumento20 páginasPresentation Slide - SPM - SivaSivasakti MarimuthuAinda não há avaliações
- E BusinessDocumento7 páginasE Businessssvarma09Ainda não há avaliações
- Book OverviewDocumento4 páginasBook Overviewssvarma09Ainda não há avaliações
- RFQDocumento12 páginasRFQssvarma09Ainda não há avaliações
- For ProcurementDocumento29 páginasFor Procurementssvarma09Ainda não há avaliações
- Sustainable Operations Research Based Assignment OnDocumento11 páginasSustainable Operations Research Based Assignment Onssvarma09Ainda não há avaliações
- Book OverviewDocumento4 páginasBook Overviewssvarma09Ainda não há avaliações
- SAAS in BIDocumento26 páginasSAAS in BIssvarma09Ainda não há avaliações
- BI Research Based Assignment CIA 3Documento5 páginasBI Research Based Assignment CIA 3ssvarma09Ainda não há avaliações
- Sample, Explore, Modify, Model, AssessDocumento1 páginaSample, Explore, Modify, Model, Assessssvarma09Ainda não há avaliações
- Learnings: 1. Specify Value 2. Identify Value StreamDocumento2 páginasLearnings: 1. Specify Value 2. Identify Value Streamssvarma09Ainda não há avaliações
- Executive SummaryDocumento1 páginaExecutive Summaryssvarma09Ainda não há avaliações
- Introduction To Lean ThinkingDocumento3 páginasIntroduction To Lean Thinkingssvarma09Ainda não há avaliações
- I Am Not AloneDocumento1 páginaI Am Not Alonessvarma09Ainda não há avaliações
- Kautilya's ArthasasthraDocumento2 páginasKautilya's Arthasasthrassvarma09Ainda não há avaliações
- Factors Favouring Trade Between India and BrazilDocumento6 páginasFactors Favouring Trade Between India and Brazilssvarma09Ainda não há avaliações
- About Apple and Digital DivideDocumento16 páginasAbout Apple and Digital Dividessvarma09Ainda não há avaliações
- Brutalities Faced by HRDocumento7 páginasBrutalities Faced by HRssvarma09Ainda não há avaliações
- Markov ChainDocumento18 páginasMarkov Chainssvarma09Ainda não há avaliações
- MetadataDocumento22 páginasMetadatassvarma09Ainda não há avaliações
- Adaptability of TQM To ServiceDocumento4 páginasAdaptability of TQM To Servicessvarma09Ainda não há avaliações
- Introduction To Lean ThinkingDocumento3 páginasIntroduction To Lean Thinkingssvarma09Ainda não há avaliações
- Future State Back Office VSM DRAFT 2Documento8 páginasFuture State Back Office VSM DRAFT 2ssvarma09Ainda não há avaliações
- Why Why Analysis 2. Affinity Diagram 3.cause and Effect Diagram 4. Histogram 5. QFD 6. Pareto Diagram 7. Forced Field AnalysisDocumento1 páginaWhy Why Analysis 2. Affinity Diagram 3.cause and Effect Diagram 4. Histogram 5. QFD 6. Pareto Diagram 7. Forced Field Analysisssvarma09Ainda não há avaliações
- Earlier State Diagram: L Loading U Unloading Number of Loadings 5 Number of Un-Loadings 6Documento4 páginasEarlier State Diagram: L Loading U Unloading Number of Loadings 5 Number of Un-Loadings 6ssvarma09Ainda não há avaliações
- Being Mean Is Not LeanDocumento2 páginasBeing Mean Is Not Leanssvarma09Ainda não há avaliações
- He Facilities Announced For Bengaluru and Hyderabad Are Only The Beginning of What's To Come, Says CookDocumento12 páginasHe Facilities Announced For Bengaluru and Hyderabad Are Only The Beginning of What's To Come, Says Cookssvarma09Ainda não há avaliações
- New Microsoft Word DocumentDocumento7 páginasNew Microsoft Word Documentssvarma09Ainda não há avaliações
- Introduction To Lean ThinkingDocumento3 páginasIntroduction To Lean Thinkingssvarma09Ainda não há avaliações
- Launchy 1.25 Readme FileDocumento10 páginasLaunchy 1.25 Readme Fileagatzebluz100% (1)
- Alice (Alice's Adventures in Wonderland)Documento11 páginasAlice (Alice's Adventures in Wonderland)Oğuz KarayemişAinda não há avaliações
- Steel and Timber Design: Arch 415Documento35 páginasSteel and Timber Design: Arch 415Glennson BalacanaoAinda não há avaliações
- Performance MeasurementDocumento13 páginasPerformance MeasurementAmara PrabasariAinda não há avaliações
- Grossman 1972 Health CapitalDocumento33 páginasGrossman 1972 Health CapitalLeonardo SimonciniAinda não há avaliações
- K3VG Spare Parts ListDocumento1 páginaK3VG Spare Parts ListMohammed AlryaniAinda não há avaliações
- All Zone Road ListDocumento46 páginasAll Zone Road ListMegha ZalaAinda não há avaliações
- Hydraulics Experiment No 1 Specific Gravity of LiquidsDocumento3 páginasHydraulics Experiment No 1 Specific Gravity of LiquidsIpan DibaynAinda não há avaliações
- Fry 2016Documento27 páginasFry 2016Shahid RashidAinda não há avaliações
- 5e - Crafting - GM BinderDocumento37 páginas5e - Crafting - GM BinderadadaAinda não há avaliações
- Reply To Pieta MR SinoDocumento9 páginasReply To Pieta MR SinoBZ RigerAinda não há avaliações
- KBC Autumn Regatta 2023 Saturday Race ScheduleDocumento2 páginasKBC Autumn Regatta 2023 Saturday Race SchedulezainAinda não há avaliações
- Nandurbar District S.E. (CGPA) Nov 2013Documento336 páginasNandurbar District S.E. (CGPA) Nov 2013Digitaladda IndiaAinda não há avaliações
- Kofax Cross Product Compatibility MatrixDocumento93 páginasKofax Cross Product Compatibility MatrixArsh RashaAinda não há avaliações
- Gastric Emptying PresentationDocumento8 páginasGastric Emptying Presentationrahul2kAinda não há avaliações
- Jurnal UlkusDocumento6 páginasJurnal UlkusIndri AnggraeniAinda não há avaliações
- Language Analysis - GRAMMAR/FUNCTIONS Context Anticipated ProblemsDocumento2 páginasLanguage Analysis - GRAMMAR/FUNCTIONS Context Anticipated Problemsshru_edgyAinda não há avaliações
- Motion Exhibit 4 - Declaration of Kelley Lynch - 03.16.15 FINALDocumento157 páginasMotion Exhibit 4 - Declaration of Kelley Lynch - 03.16.15 FINALOdzer ChenmaAinda não há avaliações
- Field Assignment On Feacal Sludge ManagementDocumento10 páginasField Assignment On Feacal Sludge ManagementSarah NamyaloAinda não há avaliações
- 1 Introduction To PPSTDocumento52 páginas1 Introduction To PPSTpanabo central elem sch.Ainda não há avaliações
- Science Project FOLIO About Density KSSM Form 1Documento22 páginasScience Project FOLIO About Density KSSM Form 1SarveesshAinda não há avaliações
- The BreakupDocumento22 páginasThe BreakupAllison CreaghAinda não há avaliações
- Karnu: Gbaya People's Secondary Resistance InspirerDocumento5 páginasKarnu: Gbaya People's Secondary Resistance InspirerInayet HadiAinda não há avaliações
- China Daily 20181031Documento24 páginasChina Daily 20181031JackZhangAinda não há avaliações
- Narcissist's False Self vs. True Self - Soul-Snatching - English (Auto-Generated)Documento6 páginasNarcissist's False Self vs. True Self - Soul-Snatching - English (Auto-Generated)Vanessa KanuAinda não há avaliações
- Feuerhahn Funeral Bullet 17 March 2015Documento12 páginasFeuerhahn Funeral Bullet 17 March 2015brandy99Ainda não há avaliações
- Faiths of Eberron PDFDocumento2 páginasFaiths of Eberron PDFCarrieAinda não há avaliações
- Roman Roads in Southeast Wales Year 3Documento81 páginasRoman Roads in Southeast Wales Year 3The Glamorgan-Gwent Archaeological Trust LtdAinda não há avaliações