Você também pode gostar
- Fundamentos de MetrologiaDocumento37 páginasFundamentos de MetrologiaAly Estefi100% (1)
- Plan Maestro de MantenimientoDocumento62 páginasPlan Maestro de MantenimientoAlexis Montelongo100% (1)
- Mantenimiento CorrectivoDocumento30 páginasMantenimiento CorrectivojhonAinda não há avaliações
- Sistemas Electronicos MultiplexadoDocumento60 páginasSistemas Electronicos MultiplexadoICI_ICIAinda não há avaliações
- Curso Neumática BásicaDocumento59 páginasCurso Neumática BásicaGuillermo FloresAinda não há avaliações
- Administración de TallerDocumento4 páginasAdministración de TallerEDISON PUSAYAinda não há avaliações
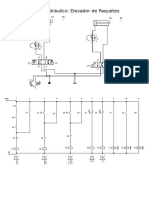
- Circuito HidraulicoDocumento2 páginasCircuito HidraulicoEddo Rafael Carrion ValerioAinda não há avaliações
- Intoduccion Al Taller MecanicoDocumento14 páginasIntoduccion Al Taller MecanicojesseniaAinda não há avaliações
- Mantenimiento Correctivo y Preventivo: Conceptos, Modelos y EstrategiasDocumento115 páginasMantenimiento Correctivo y Preventivo: Conceptos, Modelos y Estrategiascaluz100% (1)
- Curso Manejo Circuitos Hidráulicos IndustrialesDocumento2 páginasCurso Manejo Circuitos Hidráulicos IndustrialesOsvaldo Rodrigo Muñoz ClaroAinda não há avaliações
- Tipos de MantenimientosDocumento22 páginasTipos de Mantenimientosogts92Ainda não há avaliações
- Manual Torno ArienDocumento37 páginasManual Torno ArienGui PerAinda não há avaliações
- 9 Tipos de MantenimientoDocumento9 páginas9 Tipos de MantenimientojogremaurAinda não há avaliações
- Manual de Operacion 2.0 Panel Hidraulico VignolaDocumento36 páginasManual de Operacion 2.0 Panel Hidraulico VignolaJonathan ArancibiaAinda não há avaliações
- Unidades de medida para electricidadDocumento38 páginasUnidades de medida para electricidadCarlos Iván Rueda100% (1)
- MultiplexadoDocumento27 páginasMultiplexadoJuan Francisco ChaconAinda não há avaliações
- Tipos de Mantenimientos Power Point AzulDocumento24 páginasTipos de Mantenimientos Power Point AzulDora Lilia Carreño RinconAinda não há avaliações
- Mecánica automotriz: herramientas básicasDocumento13 páginasMecánica automotriz: herramientas básicasLinelayne Zarcos LopezAinda não há avaliações
- Mecanica de BancoDocumento3 páginasMecanica de BancoHumberto Huamani PalominoAinda não há avaliações
- Componentes de Sistemas Hidraulicos y NeumaticosDocumento37 páginasComponentes de Sistemas Hidraulicos y NeumaticosLUIS ALDAIR CASTANEDA CORTESAinda não há avaliações
- Costos Maquinaria PesadaDocumento31 páginasCostos Maquinaria PesadaHeidi SofíaAinda não há avaliações
- Diapositivas MCCDocumento164 páginasDiapositivas MCCcajascAinda não há avaliações
- Introducción a PLC básico - Estado de lámpara y programaciónDocumento45 páginasIntroducción a PLC básico - Estado de lámpara y programaciónJosé Luis ArévaloAinda não há avaliações
- Empalmes en Instalaciones EléctricasDocumento22 páginasEmpalmes en Instalaciones EléctricasJulian PaezAinda não há avaliações
- Tipos de MantenimientoDocumento5 páginasTipos de MantenimientochoclochocloAinda não há avaliações
- Mantenimiento PreventivoDocumento16 páginasMantenimiento PreventivopenaresAinda não há avaliações
- Pe04 Guia de Aprendizaje Neumatica e HidraulicaDocumento22 páginasPe04 Guia de Aprendizaje Neumatica e HidraulicaPedro Ignacio BenitezAinda não há avaliações
- Mantenimiento Predictivo - PracticaDocumento4 páginasMantenimiento Predictivo - PracticaAndres AlonsoAinda não há avaliações
- T19. Elementos de Máquinas y Sistemas (II) PDFDocumento14 páginasT19. Elementos de Máquinas y Sistemas (II) PDFJuandb95Ainda não há avaliações
- Calibrador Pie de ReyDocumento9 páginasCalibrador Pie de ReyCarlos Enrique Rivas BustamanteAinda não há avaliações
- Mantenimiento AutomotrizDocumento210 páginasMantenimiento AutomotrizMiguel TorresAinda não há avaliações
- Maquinas y Mecanismos Introduccion A Los PDFDocumento13 páginasMaquinas y Mecanismos Introduccion A Los PDFantonioAinda não há avaliações
- Manual Gestión Del MantenimientoDocumento40 páginasManual Gestión Del MantenimientoNicolii Ramon100% (1)
- Preguntas Aire Acondicionado AutomovilDocumento2 páginasPreguntas Aire Acondicionado AutomovilluisAinda não há avaliações
- Unidad I Herramientas y Materiales.Documento18 páginasUnidad I Herramientas y Materiales.CreativotruAinda não há avaliações
- IM 02 Introd RCM PDFDocumento43 páginasIM 02 Introd RCM PDFjhohanAinda não há avaliações
- Protocolos de Operación y MantenimientoDocumento18 páginasProtocolos de Operación y MantenimientoRuben Amaro MichelAinda não há avaliações
- Mantenimiento industrial: fundamentos y estrategiasDocumento116 páginasMantenimiento industrial: fundamentos y estrategiaspalmax256Ainda não há avaliações
- Plan mantenimiento fresadora CNCDocumento6 páginasPlan mantenimiento fresadora CNCMarlon GeronimoAinda não há avaliações
- Mantenimiento Predictivo PDFDocumento10 páginasMantenimiento Predictivo PDFCharlie IsraelAinda não há avaliações
- Tecsup PDFDocumento44 páginasTecsup PDFEder Yacu100% (1)
- Metrologia - El Calibrador PDFDocumento41 páginasMetrologia - El Calibrador PDFChristian OrtizAinda não há avaliações
- Manual de Operacion Del Torno CTX 210 GILDEMASTER Con Controlador SIMIENS Sinumerik 840DDocumento77 páginasManual de Operacion Del Torno CTX 210 GILDEMASTER Con Controlador SIMIENS Sinumerik 840Djuliogomez008Ainda não há avaliações
- Plan de MantenimientoDocumento44 páginasPlan de MantenimientomariangelaAinda não há avaliações
- Administracion Del MantenimientoDocumento20 páginasAdministracion Del MantenimientoyaritzaAinda não há avaliações
- Guia #12 Sistemas MecánicosDocumento4 páginasGuia #12 Sistemas MecánicosAbraham1960Ainda não há avaliações
- FMS-200 SMC PDFDocumento38 páginasFMS-200 SMC PDFluy_angelAinda não há avaliações
- Bombas Centrifugas PDFDocumento7 páginasBombas Centrifugas PDFNicolas Recio Fdez-TresguerresAinda não há avaliações
- Taller - Metrologia AplicadoDocumento20 páginasTaller - Metrologia AplicadoGOBEL RODRIGUEZ MOLINAAinda não há avaliações
- Tipos de MantenimientoDocumento16 páginasTipos de MantenimientosotemonAinda não há avaliações
- Mantenimiento Preventivo Octubre FinalizadoDocumento31 páginasMantenimiento Preventivo Octubre Finalizadojavier vilchez romero100% (1)
- Mantenimiento IndustrialDocumento15 páginasMantenimiento IndustrialJoselynOrtizLeyva100% (1)
- TR1 - Seguridad e Higiene IndustrialDocumento8 páginasTR1 - Seguridad e Higiene Industrialpatricia MuñozAinda não há avaliações
- Sesion 1 - Indicadores de Productividad de Mantenimiento 2022Documento23 páginasSesion 1 - Indicadores de Productividad de Mantenimiento 2022Emily Campos PretelAinda não há avaliações
- Planificación PEA Diagnóstico de Fallas Del Sistema EléctricoDocumento3 páginasPlanificación PEA Diagnóstico de Fallas Del Sistema EléctricoWilinton BautistaAinda não há avaliações
- 01 - Sensores e Identificación de Un Sistema MecatrónicoDocumento20 páginas01 - Sensores e Identificación de Un Sistema MecatrónicoOrdoñez M FrankAinda não há avaliações
- 4 Man Visualizacion y Control de Procesos IMI 2009 UTBB 77Documento77 páginas4 Man Visualizacion y Control de Procesos IMI 2009 UTBB 77Erto CastroAinda não há avaliações
- Partes motor combustión internaDocumento13 páginasPartes motor combustión internaEzequiel Perez Mendoza100% (1)
- Tipos de MantenimientosDocumento42 páginasTipos de MantenimientosJose Jesus BlancoAinda não há avaliações
- Primer Parcial Mant Ind 1Documento5 páginasPrimer Parcial Mant Ind 1Jl EscalanteAinda não há avaliações
- Anexo Técnico de Factura Electrónica de Venta Validación PreviaV1.8Documento538 páginasAnexo Técnico de Factura Electrónica de Venta Validación PreviaV1.8William Hernan Gomez MendezAinda não há avaliações
- Teoría Clásica, Eficientista o CientíficaDocumento1 páginaTeoría Clásica, Eficientista o CientíficaDeus Ex Araneus100% (2)
- Las 5 Reglas de Oro de Seguridad ElectricaDocumento2 páginasLas 5 Reglas de Oro de Seguridad ElectricajudithAinda não há avaliações
- Plan de Negocio para Ferreteria PDFDocumento171 páginasPlan de Negocio para Ferreteria PDFingjuliobotta100% (2)
- ProceraDocumento28 páginasProceraJorge Henry Padilla CruzAinda não há avaliações
- VBA Excel UserForms (Spanish Edition)Documento76 páginasVBA Excel UserForms (Spanish Edition)Anonymous BF5Yex100% (2)
- TobiDocumento21 páginasTobiAna Teresa Melendez Melendez100% (1)
- X Bee ProDocumento194 páginasX Bee ProCarlos RojoAinda não há avaliações
- Buyer Persona y Descripción Curso Volumen TecnológicoDocumento10 páginasBuyer Persona y Descripción Curso Volumen TecnológicoElves MatavelAinda não há avaliações
- Caracterización de posible manantial en predio Santa AnaDocumento8 páginasCaracterización de posible manantial en predio Santa Anadouglas quintero restrepoAinda não há avaliações
- Ejercicios de Gestión de Inventarios para PC2Documento3 páginasEjercicios de Gestión de Inventarios para PC2Mayra VargasAinda não há avaliações
- ONTOLOGIASDocumento13 páginasONTOLOGIASAnonymous D2FhscxAinda não há avaliações
- Tablas Dosificacion Morteros Y ConcretosDocumento5 páginasTablas Dosificacion Morteros Y ConcretosKaren suarezAinda não há avaliações
- C.V. Rosa Baca SabaDocumento3 páginasC.V. Rosa Baca SabaRosita Miriam Baca SabaAinda não há avaliações
- Informe de Análisis GranulométricoDocumento25 páginasInforme de Análisis GranulométricoEvelyn ValverdeAinda não há avaliações
- Diseño y Cálculo de La Obra Ptar-UDocumento96 páginasDiseño y Cálculo de La Obra Ptar-UMarcos Loredo100% (1)
- Curso Master Java 450hDocumento10 páginasCurso Master Java 450hneptalgAinda não há avaliações
- RH-F-03 Cartilla de Inducción V. 02 26-02-21Documento1 páginaRH-F-03 Cartilla de Inducción V. 02 26-02-21Bilner Ludovico Aquise ApazaAinda não há avaliações
- Tesis Catolica Andres BelloDocumento119 páginasTesis Catolica Andres BelloMiguel SalazarAinda não há avaliações
- LOTO para SubirDocumento48 páginasLOTO para SubirVentura RamosAinda não há avaliações
- Logo AndinaDocumento7 páginasLogo AndinaBruce RAAinda não há avaliações
- Registro de actividades de teletrabajo en Lengua y LiteraturaDocumento3 páginasRegistro de actividades de teletrabajo en Lengua y Literaturakatty posliguaAinda não há avaliações
- Extractor de Camisetas Hibrahulico para Motores CatDocumento72 páginasExtractor de Camisetas Hibrahulico para Motores CatSharpey BaltazarAinda não há avaliações
- Informe Fisica IIIDocumento5 páginasInforme Fisica IIIMathias Garcia BusichAinda não há avaliações
- Acetato de MetiloDocumento6 páginasAcetato de MetiloAnbal BarcaAinda não há avaliações
- Rubrica de Evaluacion Competencia DiseñaDocumento3 páginasRubrica de Evaluacion Competencia Diseñasteve100% (3)
- Control de Proyectos con DashboardDocumento8 páginasControl de Proyectos con DashboardDelgadoKattAinda não há avaliações
- Contabilidad básica: Ecuación contable y cuentasDocumento2 páginasContabilidad básica: Ecuación contable y cuentasCarlos López100% (1)
- Julia Conoció Una Isla Virgen y Decidió Invitar A Una Amiga para Pasar El Fin de SemanaDocumento5 páginasJulia Conoció Una Isla Virgen y Decidió Invitar A Una Amiga para Pasar El Fin de SemanaAna Isabel Corzo Rodriguez33% (3)
- Metodo MontanteDocumento24 páginasMetodo MontanteMary Leny Justiniano MelgarAinda não há avaliações