Você também pode gostar
- Lesson 14Documento1 páginaLesson 14vcpAinda não há avaliações
- Kindly Select A' For TRUE & B' For FALSE 1 To 14: RT Lesson 15 QuizDocumento2 páginasKindly Select A' For TRUE & B' For FALSE 1 To 14: RT Lesson 15 QuizvcpAinda não há avaliações
- Lesson 16Documento1 páginaLesson 16vcpAinda não há avaliações
- Kindly Select A' For TRUE & B' For FALSE 1 To 6: RT Lesson 10 QuizDocumento1 páginaKindly Select A' For TRUE & B' For FALSE 1 To 6: RT Lesson 10 QuizvcpAinda não há avaliações
- Kindly Select A' For TRUE & B' For FALSE 1 To 10: RT Lesson 11 QuizDocumento1 páginaKindly Select A' For TRUE & B' For FALSE 1 To 10: RT Lesson 11 QuizvcpAinda não há avaliações
- Kindly Select A' For TRUE & B' For FALSE 1 To 11: RT Lesson 12 QuizDocumento1 páginaKindly Select A' For TRUE & B' For FALSE 1 To 11: RT Lesson 12 QuizvcpAinda não há avaliações
- Kindly Select A' For TRUE & B' For FALSE 1 To 10: RT Lesson 13 QuizDocumento1 páginaKindly Select A' For TRUE & B' For FALSE 1 To 10: RT Lesson 13 QuizvcpAinda não há avaliações
- Kindly Select A' For TRUE & B' For FALSE 1 To 22: RT Lesson 6 QuizDocumento1 páginaKindly Select A' For TRUE & B' For FALSE 1 To 22: RT Lesson 6 QuizvcpAinda não há avaliações
- Kindly Select A' For TRUE & B' For FALSE 1 To 11: RT Lesson 12 QuizDocumento1 páginaKindly Select A' For TRUE & B' For FALSE 1 To 11: RT Lesson 12 QuizvcpAinda não há avaliações
- Kindly Select A' For TRUE & B' For FALSE 1 To 16: RT Lesson 7 QuizDocumento1 páginaKindly Select A' For TRUE & B' For FALSE 1 To 16: RT Lesson 7 QuizvcpAinda não há avaliações
- Kindly Select A' For TRUE & B' For FALSE 1 To 17: RT Lesson 4 QuizDocumento1 páginaKindly Select A' For TRUE & B' For FALSE 1 To 17: RT Lesson 4 QuizvcpAinda não há avaliações
- Lesson 08Documento2 páginasLesson 08vcp0% (1)
- Kindly Select A' For TRUE & B' For FALSE 1 To 13: RT Lesson 9 QuizDocumento1 páginaKindly Select A' For TRUE & B' For FALSE 1 To 13: RT Lesson 9 QuizvcpAinda não há avaliações
- Kindly Select A' For TRUE & B' For FALSE 1 To 16: RT Lesson 5 QuizDocumento1 páginaKindly Select A' For TRUE & B' For FALSE 1 To 16: RT Lesson 5 QuizvcpAinda não há avaliações
- Radiography: Limitations of Rt-MethodDocumento25 páginasRadiography: Limitations of Rt-MethodvcpAinda não há avaliações
- We SDP 2CDocumento12 páginasWe SDP 2CvcpAinda não há avaliações
- Cr-Mo / Cr-Mo-V Material - Issues: - Temper EmbrittlementDocumento15 páginasCr-Mo / Cr-Mo-V Material - Issues: - Temper EmbrittlementvcpAinda não há avaliações
- Kindly Select A' For TRUE & B' For FALSE 1 To 14: RT Lesson 1 QuizDocumento1 páginaKindly Select A' For TRUE & B' For FALSE 1 To 14: RT Lesson 1 QuizvcpAinda não há avaliações
- NDT SDP 2CDocumento54 páginasNDT SDP 2CvcpAinda não há avaliações
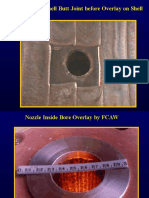
- Nozzle # Shell Butt Joint Before Overlay On ShellDocumento14 páginasNozzle # Shell Butt Joint Before Overlay On ShellvcpAinda não há avaliações
- Supervisory Development Programme-I (SDP-I) Topic: Non Destructive Testing (NDT) Faculty: Naveen SethDocumento20 páginasSupervisory Development Programme-I (SDP-I) Topic: Non Destructive Testing (NDT) Faculty: Naveen SethvcpAinda não há avaliações
- RT Safety1 IDocumento5 páginasRT Safety1 IvcpAinda não há avaliações
- Question BankDocumento2 páginasQuestion BankvcpAinda não há avaliações
- Supervisory Development Programme-I (SDP-I) Topic: Non Destructive Testing (NDT) Faculty: Naveen SethDocumento54 páginasSupervisory Development Programme-I (SDP-I) Topic: Non Destructive Testing (NDT) Faculty: Naveen SethvcpAinda não há avaliações
- Conventional UT (Pulse Echo)Documento15 páginasConventional UT (Pulse Echo)vcpAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Assembly ManualDocumento36 páginasAssembly ManualOscar SalazarAinda não há avaliações
- How It Works Annual 2013 PDFDocumento224 páginasHow It Works Annual 2013 PDFTran LE Thuan ANAinda não há avaliações
- Industrial Combustion System Riello PDFDocumento8 páginasIndustrial Combustion System Riello PDFAnonymous QY7Iu8fBAinda não há avaliações
- CHEM 221/PHY 335 - Molecular Symmetry IDocumento34 páginasCHEM 221/PHY 335 - Molecular Symmetry Ipaul javed0% (1)
- Fund - Elect DE52.Documento355 páginasFund - Elect DE52.atashi baran mohantyAinda não há avaliações
- KimiDocumento10 páginasKimiSherminAinda não há avaliações
- Electric Current and Ohm McqsDocumento77 páginasElectric Current and Ohm McqsEngrAneelKumarAkhani100% (2)
- B31 - 3 Interpretation - Numerical Index (Volumes 1 To 25)Documento7 páginasB31 - 3 Interpretation - Numerical Index (Volumes 1 To 25)Jorge O Solano TorresAinda não há avaliações
- Alchemy at The Crowning of NatureDocumento30 páginasAlchemy at The Crowning of NatureMano DasruthiAinda não há avaliações
- As 4964-2004 Method For The Qualitative Identification of Asbestos in Bulk SamplesDocumento7 páginasAs 4964-2004 Method For The Qualitative Identification of Asbestos in Bulk SamplesSAI Global - APACAinda não há avaliações
- Mole Balance: Reaction Engineering CKB 20104Documento7 páginasMole Balance: Reaction Engineering CKB 20104Syafiq Hashim SpikerAinda não há avaliações
- 0420 - 118T3440 - Cooling WaterDocumento2 páginas0420 - 118T3440 - Cooling WaterfaisalnadimAinda não há avaliações
- CIP1 Exam Preparation Guide PDFDocumento10 páginasCIP1 Exam Preparation Guide PDFrjnerdAinda não há avaliações
- Aakash Rank Booster Test Series For NEET Aakash Rank Booster Test Series For NEET-2020 2020Documento12 páginasAakash Rank Booster Test Series For NEET Aakash Rank Booster Test Series For NEET-2020 2020VedAinda não há avaliações
- Optics and LightDocumento35 páginasOptics and LightKeke MauroAinda não há avaliações
- Agricultural Waste Conversion ToDocumento6 páginasAgricultural Waste Conversion ToyemresimsekAinda não há avaliações
- MMS StructureDocumento8 páginasMMS StructureAmol GoleAinda não há avaliações
- E11 EsasDocumento7 páginasE11 EsasMarche SebastianAinda não há avaliações
- Types of Lubricants For All MachineryDocumento3 páginasTypes of Lubricants For All MachineryLaxman Singh SankhlaAinda não há avaliações
- DP FlowDocumento47 páginasDP FlowGustavo PuenteAinda não há avaliações
- Dawlance Report1Documento17 páginasDawlance Report1engr_dkAinda não há avaliações
- Aggregates Lab Report PDFDocumento5 páginasAggregates Lab Report PDFcharishma takkallapalliAinda não há avaliações
- Biotecnologia de Microalgas (1988 R) - (De La Noue and de Pauw) - The Potential of Microalgal Biotechnology A Review of Production and Uses of MicroalgaeDocumento46 páginasBiotecnologia de Microalgas (1988 R) - (De La Noue and de Pauw) - The Potential of Microalgal Biotechnology A Review of Production and Uses of MicroalgaeAlexsandro ClaudinoAinda não há avaliações
- Nanomaterials A Danger or A Promise?Documento398 páginasNanomaterials A Danger or A Promise?Criseida RuizAinda não há avaliações
- SindhDocumento2 páginasSindhzahid latifAinda não há avaliações
- Qsar/qspr DescriptorsDocumento25 páginasQsar/qspr DescriptorsBeatrizCamposAinda não há avaliações
- ابزاردقیق - مخفف تجهیزات ابزاردقیقDocumento3 páginasابزاردقیق - مخفف تجهیزات ابزاردقیقSepideAinda não há avaliações
- Notice: Applications, Hearings, Determinations, Etc.: Lin Zhi International Inc.Documento1 páginaNotice: Applications, Hearings, Determinations, Etc.: Lin Zhi International Inc.Justia.comAinda não há avaliações
- Injection MouldingDocumento20 páginasInjection MouldingSumanta Das100% (1)
- Corrosion Under InsulationDocumento25 páginasCorrosion Under InsulationNaqib Nordin33% (3)