Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
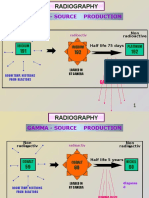
- Radiography: Limitations of Rt-MethodDocumento25 páginasRadiography: Limitations of Rt-MethodvcpAinda não há avaliações
- Radiography: Limitations of Rt-MethodDocumento25 páginasRadiography: Limitations of Rt-MethodvcpAinda não há avaliações
- Lesson 17Documento1 páginaLesson 17vcpAinda não há avaliações
- Lesson 14Documento1 páginaLesson 14vcpAinda não há avaliações
- Lesson 16Documento1 páginaLesson 16vcpAinda não há avaliações
- Kindly Select A' For TRUE & B' For FALSE 1 To 11: RT Lesson 12 QuizDocumento1 páginaKindly Select A' For TRUE & B' For FALSE 1 To 11: RT Lesson 12 QuizvcpAinda não há avaliações
- RT Quiz on Radiation Protection ConceptsDocumento1 páginaRT Quiz on Radiation Protection ConceptsvcpAinda não há avaliações
- Kindly Select A' For TRUE & B' For FALSE 1 To 14: RT Lesson 15 QuizDocumento2 páginasKindly Select A' For TRUE & B' For FALSE 1 To 14: RT Lesson 15 QuizvcpAinda não há avaliações
- RT Quiz on Radiation Protection ConceptsDocumento1 páginaRT Quiz on Radiation Protection ConceptsvcpAinda não há avaliações
- Kindly Select A' For TRUE & B' For FALSE 1 To 10: RT Lesson 11 QuizDocumento1 páginaKindly Select A' For TRUE & B' For FALSE 1 To 10: RT Lesson 11 QuizvcpAinda não há avaliações
- Kindly Select A' For TRUE & B' For FALSE 1 To 16: RT Lesson 5 QuizDocumento1 páginaKindly Select A' For TRUE & B' For FALSE 1 To 16: RT Lesson 5 QuizvcpAinda não há avaliações
- Kindly Select A' For TRUE & B' For FALSE 1 To 13: RT Lesson 9 QuizDocumento1 páginaKindly Select A' For TRUE & B' For FALSE 1 To 13: RT Lesson 9 QuizvcpAinda não há avaliações
- Kindly Select A' For TRUE & B' For FALSE 1 To 11: RT Lesson 12 QuizDocumento1 páginaKindly Select A' For TRUE & B' For FALSE 1 To 11: RT Lesson 12 QuizvcpAinda não há avaliações
- Kindly Select A' For TRUE & B' For FALSE 1 To 22: RT Lesson 6 QuizDocumento1 páginaKindly Select A' For TRUE & B' For FALSE 1 To 22: RT Lesson 6 QuizvcpAinda não há avaliações
- Kindly Select A' For TRUE & B' For FALSE 1 To 13: RT Lesson 9 QuizDocumento1 páginaKindly Select A' For TRUE & B' For FALSE 1 To 13: RT Lesson 9 QuizvcpAinda não há avaliações
- Kindly Select A' For TRUE & B' For FALSE 1 To 6: RT Lesson 10 QuizDocumento1 páginaKindly Select A' For TRUE & B' For FALSE 1 To 6: RT Lesson 10 QuizvcpAinda não há avaliações
- Lesson 08Documento2 páginasLesson 08vcp0% (1)
- Kindly Select A' For TRUE & B' For FALSE 1 To 14: RT Lesson 1 QuizDocumento1 páginaKindly Select A' For TRUE & B' For FALSE 1 To 14: RT Lesson 1 QuizvcpAinda não há avaliações
- RT Lesson 7 Quiz - True/False Radiography QuestionsDocumento1 páginaRT Lesson 7 Quiz - True/False Radiography QuestionsvcpAinda não há avaliações
- Kindly Select A' For TRUE & B' For FALSE 1 To 17: RT Lesson 4 QuizDocumento1 páginaKindly Select A' For TRUE & B' For FALSE 1 To 17: RT Lesson 4 QuizvcpAinda não há avaliações
- Lesson 03Documento2 páginasLesson 03vcpAinda não há avaliações
- Lesson 03Documento2 páginasLesson 03vcpAinda não há avaliações
- RT Safety1aDocumento11 páginasRT Safety1avcpAinda não há avaliações
- Cr-Mo / Cr-Mo-V Material - Issues: - Temper EmbrittlementDocumento15 páginasCr-Mo / Cr-Mo-V Material - Issues: - Temper EmbrittlementvcpAinda não há avaliações
- Lesson 02Documento1 páginaLesson 02vcpAinda não há avaliações
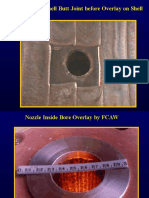
- Nozzle # Shell Butt Joint Before Overlay On ShellDocumento14 páginasNozzle # Shell Butt Joint Before Overlay On ShellvcpAinda não há avaliações
- We SDP 2CDocumento12 páginasWe SDP 2CvcpAinda não há avaliações
- We SDP 2ADocumento14 páginasWe SDP 2AvcpAinda não há avaliações
- RT Safety1 IDocumento5 páginasRT Safety1 IvcpAinda não há avaliações